传统汽车水性漆工艺应用质量控制浅谈
2016-09-26何智卿操展辉
何智卿,操展辉
(1 一汽-大众汽车有限公司佛山分公司,广东 佛山 528237;2 艾仕得涂料系统(上海)有限公司,上海 201108)
生产技术
传统汽车水性漆工艺应用质量控制浅谈
何智卿1,操展辉2
(1 一汽-大众汽车有限公司佛山分公司,广东佛山528237;2 艾仕得涂料系统(上海)有限公司,上海201108)
传统汽车水性漆工艺是溶剂型工艺向水性工艺转型的起步工艺,是目前新型水性汽车涂装工艺发展的基础,无论在其涂料配方开发及现场施工应用条件控制等方面,都是具有一定的参考和指导价值, 而且此工艺还可以满足越来越高的环保要求。本文将根据作者多年的现场经验从材料控制/现场施工条件控制等多方面系统括析传统汽车水性漆工艺应用质量控制的关键因素。
传统水性工艺;质量控制
Key works: traditional waterborne process; quality control
随着汽车市场需求量的不断增大,越来越高的环保要求,汽车厂商之间越来越激烈的竞争,为了满足环保需求,减少生产过程中对环境的污染和破坏[1-2],汽车厂商在寻求高环保、低成本途径的同时对质量的要求却没有松懈。特别是随着现代人们审美观的不断提高,对外表的质量显得异常重视,因此,良好的涂装品质在目前来说是非常必要的。如何得到一个高品质的涂装产品,下面我们就以典型的传统水性涂装为例,具体介绍一下涂装过程中对品质的控制。
1 质量控制因素
1.1油漆材料的入口检测
(1) 为了尽可能地避免新颜色涂料自身存在的缺陷,在涂料试线前期我们需要对以下主要状态进行确认:
①新颜色各项性能测试报告;
②新颜色实验室模拟程序挂板外观、颜色数据;
③重涂后的各项指标;
④手工喷板外观目视评估。
以上是基于新材料的投产准备工作,而对于新批次材料的入口检测项目一般参考检测报告。
1.2调漆间设备及工艺要求
1.2.1输调漆循环系统
(1)由于水性漆粘度及颜色受剪切力影响变化较大,要求使用低剪切力的设备消除对涂料特性的影响;回压应使用低剪切的回压阀,循环泵尽量保持低频次运行,以降低涂料在管路中的循环速率;
(2)涂料供给压力需要保持稳定运行,以保证喷涂设备的正常喷涂,如图1所示。
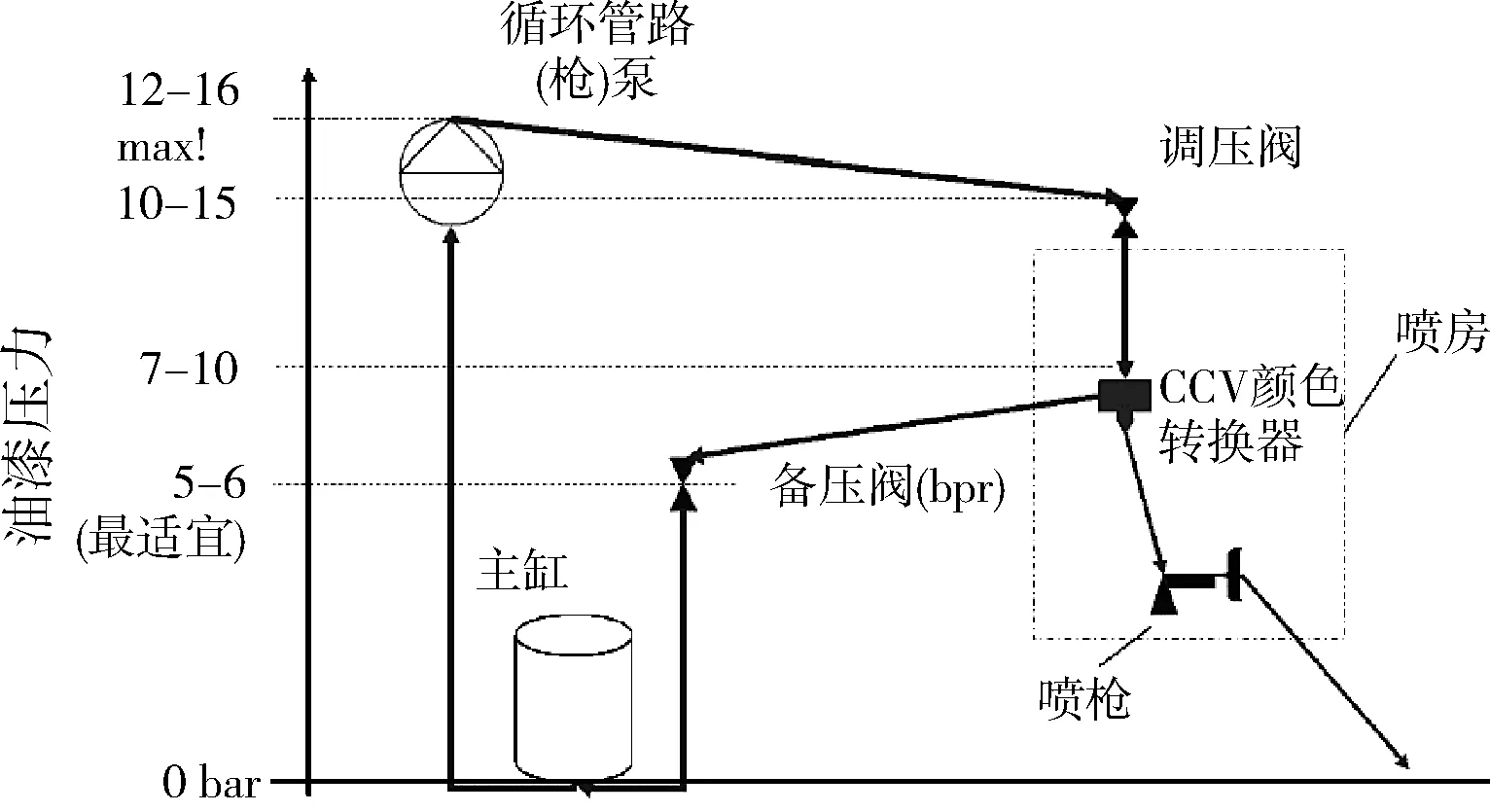
图1 油漆压力控制
(3)需要稳定的管路温控条件,一方面保证涂料正常的施工温度,另一方面与环境温度产生一定的温差,在缸壁内可形成冷凝水避免缸壁上涂料的干结。
1.2.2材料粘度
对于涂料自身的工艺参数来说,粘度是一个至关重要的条件,可是水性漆的施工粘度范围较宽,一般情况下,由粘度问题产生的质量缺陷较少,但是涂料在输调漆循环系统里面长时间循环与搅拌且得不到更新对涂料的质量有很大影响,必须进行监控。
1.3喷漆室工艺控制[3]
1.3.1喷漆室温湿度
水性涂料里面主要是水,含水量超过60%[4],由于含水量高,温湿度控制在喷房内相当重要。以欧美涂料为例,温湿度施工窗口如图2所示。
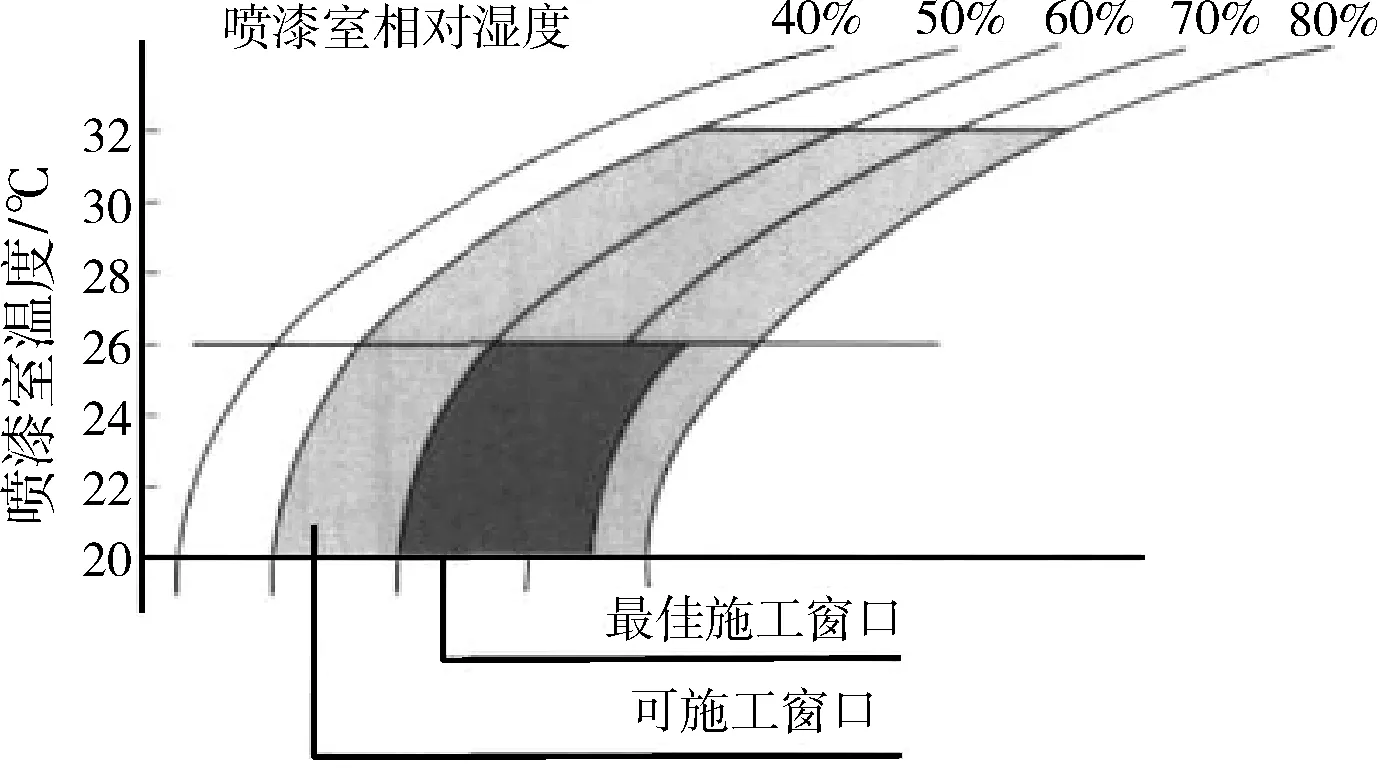
图2 水性漆施工条件
在温度一定的情况下,湿度越高对涂膜外观是有利的;温度越低越有利,当然必须保证不产生流挂褶皱的前提下。如图3所示。
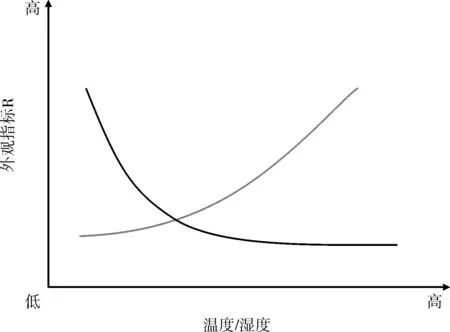
图3 温湿度-外观参照图
另外,喷房的温湿度还会受到外界温湿度的影响,根据数据显示,同样的温湿度下,旱季和雨季的涂膜外观会有着完全不同的表现,为了保持外观的平稳性,温湿度控制一般保持在窗口中间区域波动。
1.3.2喷涂方式
水性漆水分含量高,流平性相对较差,在机器人喷涂工艺上应尽量选择一站式喷涂,以保证良好的流平状态,一般来说,实色漆或色相易控的颜色可以采用。
1.3.3闪干时间
水性中涂漆在进入烘房之前需要保证足够的闪干时间,以防止漆膜弊病如针孔、气泡等缺陷的产生,同时可以增加漆膜的外观平整度。一般涂膜闪干时间控制在5 min以上,具体视生产节拍而定。水性中涂或是清漆在湿膜状态下闪干时间可以说是越长越好,但水性色漆湿膜状态不宜保持较长时间,对于部分金属漆来说长时间的湿膜状态会导致漆膜失光,一般逗留时间不宜超过5 min。另外,由于喷涂机器人故障导致的喷涂中断,再次续喷时的时间间隔不宜超过2 min,否则2次喷涂的漆膜会由于干湿度差异产生桔皮,清漆同样有类似的要求。因此,保持喷房运行流畅是非常必要的。
1.3.4车身温度
水性色漆喷涂前不仅对环境温度有要求对中涂车体的温度同样有要求,中涂车体在进入喷房前,自身温度不宜高于室体温度,过高会导致色漆漆膜偏干不利于桔皮,过低会导致漆膜流挂等弊病。因此,需要对中涂冷却、中涂打磨及面漆前准备区域的温度进行适当控制,一般车身温度控制低于30 ℃。
1.4烘房工艺控制[5]
1.4.1中涂烘房工艺控制
水性涂料水分挥发速率较慢,对其直接高温烘烤会导致针孔、气泡等弊病,因此需要进行低温预烘烤,之后才能进行高温烘烤。烘烤温度理论曲线参考如图 4所示。

图4 水性中涂烘烤温度曲线
如图4所示,传统水性中涂漆要求在80 ℃温度下保持5 min左右,使涂料内部水分基本蒸发出来,再升至高温状态下烘烤。具体烘烤窗口参考如图5所示。

图5 水性中涂烘烤窗口
1.4.2色漆烘房工艺要求
水性色漆在喷涂清漆之前需要一定的表面干湿度,漆膜过湿会导致针孔或大桔皮等缺陷,过干会导致小桔皮严重。一般情况下,色漆涂膜脱水率保持在90%左右(以欧美涂料系统为例),具体颜色要求略有差异。一般色漆预烘干工艺温度保持在60~90 ℃之间,湿度控制在6~8 g/kg之间。色漆预烘干施工窗口参考如图6所示。
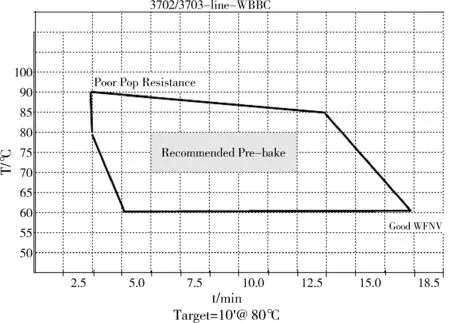
图6 色漆预烘干工艺窗口
1.5色漆涂膜固体份对外观的影响
湿膜固体份在90%以上可以达到很好的外观结果。如图7所示。

图7 涂膜固体份对外观的影响
另外,闪干烘房出口强冷区域需将车体温度降至30 ℃以下,以免影响清漆在其表面的流平导致外观下降。涂装过程中对污染源的控制是必不可少的,主要体现的环节:打磨点处理、车体内外表面干洁度、室体洁净度以及对各种应用材料的检测。
2 结 论
综上所述,传统水性漆在施工过程中的质量控制,除了对涂料自身的要求,更重要的还是对工艺参数设定、设备运行能力以及人工操作技能的考验。好的过程会有好的结果,它在降低人员工作强度的同时,更大幅降低了生产成本。因此,涂装过程的质量控制成了各大车厂涂装车间的核心目标,解决质量就是解决一切。
[1]马力,窦徳玉.环保性汽车涂料的发展及应用现状[J].天津汽车, 2008(3):50-52.
[2]杨晋.水性化涂装工艺在国内汽车涂装中的应用和发展[J].科技信息, 2010(34):368-368.
[3]周杰,陈慕祖.水性漆在中国汽车涂装线的应用及展望[J].上海涂料,2007,45(3):4-8.
[4]李自松.汽车用水性漆技术简介[J].上海涂料,2006,44(1):15-18.
[5]王浩,路慧喜,等.水性漆在汽车车身涂装上的应用[J].涂料工业,2010,40(4):33-36.
Application Quality Control of Traditional Waterborne Auto Painting Process
HE Zhi-qing, CAO Zhan-hui
(1 Foshan Branch, FAW-VOLKSWAGEN AUTOMOTIVE Co., Ltd., Guangdong Foshan 528237;2AxaltaCoatingSystems,Shanghai201108,China)
Traditional waterborne auto painting process is the starting process that change from solventborne process to waterborne process, it is the foundation of forward waterborne auto painting process development, whatever from painting formula or application, it is significant. According to the experience of Authors, the main quality control points for traditional waterborne auto painting process from material control and application control were summarized.
何智卿(1988-),男,助理工程师,主要从事汽车涂料施工应用。
TQ639
A
1001-9677(2016)016-0178-03
