Ti-6Ta合金封头的研制
2016-09-26袁敏哲吴金平郗大来
张 成,袁敏哲,吴金平,郗大来
(1.西安优耐特容器制造有限公司, 陕西 西安 710201)(2.西北有色金属研究院,陕西 西安 710016)
Ti-6Ta合金封头的研制
张成1,袁敏哲1,吴金平2,郗大来1
(1.西安优耐特容器制造有限公司, 陕西西安710201)(2.西北有色金属研究院,陕西西安710016)
设计了3种方案对新型α型Ti-6Ta合金板材进行封头冲压成形试验,在冲压的封头不同部位取样进行压扁、拉伸、硬度、金相等相关检测和分析。结果表明:Ti-6Ta合金封头不适合采用冷冲压成形法成形;在Ti-6Ta合金板材表面涂敷高温防氧化涂层,采用315 t四柱油压机,在680~700 ℃温度下进行热冲压成形,能够得到表面质量良好的规格为φ219 mm×7.42 mm的Ti-6Ta合金封头;封头的组织形貌与原始板材相比无明显变化,其压扁工艺性能合格,强度及硬度与母材基本相当,可以满足Ti-6Ta合金承压设备的制造要求。
Ti-6Ta合金;封头;冲压成形
0 引 言
乏燃料后处理是实现核燃料循环利用,保证核电产业可持续发展的基础环节和关键环节。乏燃料后处理设备处理的是高浓度、沸腾硝酸溶液,服役条件极为恶劣,常因腐蚀而失效。因此,各国材料学者在不断地寻找能够满足该工况条件使用的新型耐蚀材料[1-4]。
已有研究表明,钛钽合金具有很强的耐沸腾浓硝酸腐蚀的能力,尤其在含有氧化性阳离子的核乏燃料模拟溶解液中具有优异的耐蚀性能,并对应力腐蚀开裂不敏感[5-6]。
Ti-6Ta合金作为一种新型α钛合金材料,可满足乏燃料后处理设备耐高浓度、沸腾硝酸溶液腐蚀的性能要求。
蒸发器是乏燃料后处理设备中的关键设备,由管壳式换热器和分离室两部分组成,主要用来浓缩具有放射性的乏燃料的硝酸溶液。换热器与分离室均含有封头部件。封头一般采用板材热冲压成形或冷冲压成形。但是,目前针对Ti-6Ta合金的研究主要集中于材料的加工、组织结构、可焊接性及耐蚀性能等方面的研究[7-9],而关于其板材冲压成形工艺的研究却鲜有报道。西安优耐特容器制造有限公司承担了某工程用乏燃料后处理设备中蒸发器的研制任务,对Ti-6Ta合金蒸发器封头的冲压成形工艺进行研究,为Ti-6Ta合金封头等重要部件的设计和冲压成形提供参考。
1 实 验
1.1材料及设备
实验材料为西北有色金属研究院提供的厚度7.42 mm、直径330 mm的退火态Ti-6Ta合金板材,其力学性能见表1。
表1Ti-6Ta合金板材的力学性能

Table 1 Mechanical properties of Ti-6Ta alloy plate
选用常规的钛合金封头成形模具,在315 t四柱油压机上进行封头冲压成形。
1.2实验过程
设计了3种冲压成形方案,冲压成形Ti-6Ta合金板材封头。
方案一:采用冷压成形,将板材放置在成形模具上,用315 t四柱油压机直接进行冲压成形。
方案二:采用热冲压成形,将板坯料在加热炉中进行加热,进炉温度不高于350 ℃,升温至680~700 ℃,保温30 min,炉内保持微氧化气氛。成形模具预热至200 ℃,采用315 t四柱油压机冲压成形,控制终压温度不低于550 ℃,之后进行空冷。
方案三:板坯料涂抹高温防护涂料,热冲压成形。板坯料表面涂敷高温防护涂料,自然风干>24 h后,采用与方案二相同的工艺参数进行加热和冲压成形。对成形后的封头内外表面进行喷砂处理,除去防护涂料。将封头端部多余部分车加工去除,清理封头内外表面氧化皮及附着物。最终得到规格为φ219 mm×7.42 mm的封头试件。
1.3检测分析
观察封头试件表面形貌,按NB/T 47013.5— 2015标准进行渗透探伤检测。采用超声波测厚仪,按图1所示位置测量封头各部位的厚度。
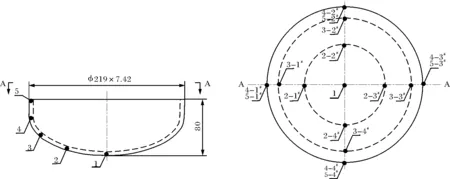
图1 封头测厚点示意图Fig.1 Diagram of thickness distribution point of heads
参照RCC-M《压力堆核岛机械设备设计和建造规则》,按图2所示在封头上截取一个环形压扁试样,参照GB/T 3624—2010标准进行压扁试验。
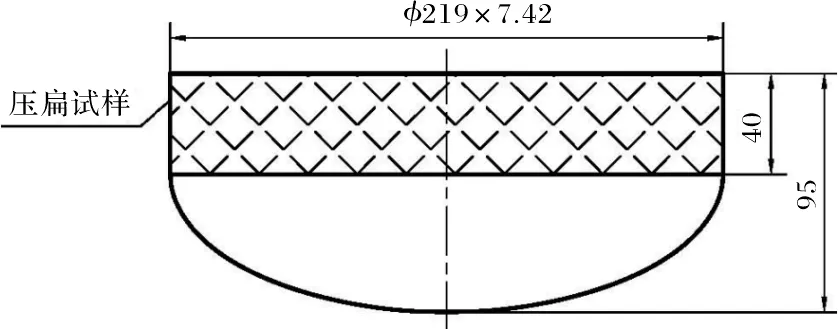
图2 压扁试验取样位置示意图Fig.2 Sampling point of flattening test
按图3所示7个位置在封头上截取拉伸试样,依据GB/T 228.1—2010标准进行拉伸性能测试。
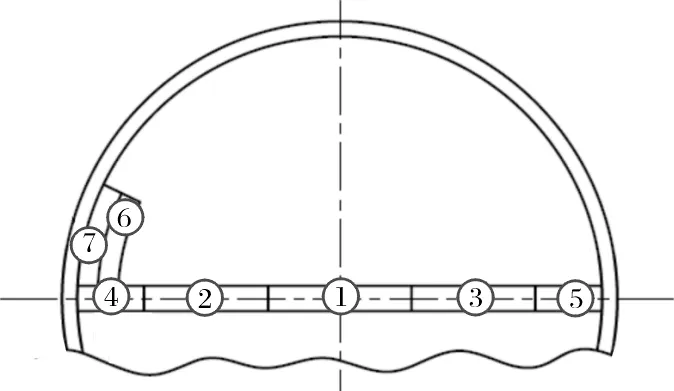
图3 拉伸试验取样位置示意图Fig.3 Sampling points of tensile test
在封头的端部、过渡区及底部取硬度试样,采用HBRV-187.5布氏硬度测试仪,按GB/T 231—2009标准测量硬度,载荷为612.9 N。采用光学显微镜观察母材及封头的显微组织。
2 结果与讨论
方案一采用的是冷压成形方法,在试验过程中板坯料发生了撕裂,试验失败,说明Ti-6Ta合金封头不适合采用冷冲压成形方法。方案二采用的是热冲压成形法,但没有进行防氧化保护,冲压的Ti-6Ta合金封头在高温作用下内外表面均发生了氧化,说明Ti-6Ta合金热冲压成形过程必须进行防氧化处理。只有方案三得到了完整的封头,故以下对方案三得到的Ti-6Ta合金封头进行检测结果分析。
2.1外观质量
图4为方案三得到的Ti-6Ta合金封头。从图中可以看出,封头内外表面质量良好,无褶皱、凹陷等缺陷。内外表面按NB/T 47013.5—2015作100%渗透探伤检测,为Ⅰ级合格。

图4 方案三得到的Ti-6Ta合金封头照片Fig.4 Photo of Ti-6Ta alloy head formed by the third way
表2为封头各部位厚度测量结果。由表2可知,位置1处厚度与冲压前板材厚度一致,冲压过程中未减薄或增厚,位置2、4、5处增厚,位置3处减薄,经计算减薄率为5.53%,满足标准GB/T 25198—2010
表2 封头各部位厚度测量值
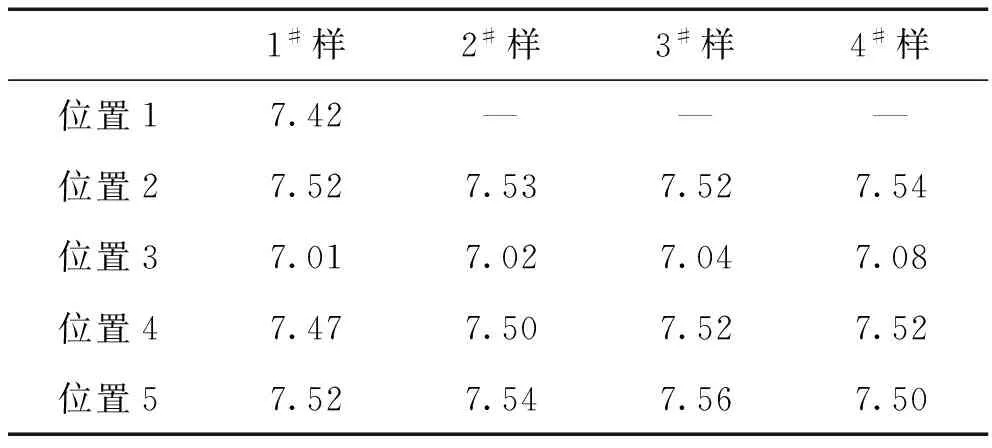
Table 2 Thickness measurement result of head in various parts
《压力容器封头》中减薄率<13%的要求。
2.2组织形貌
图5为Ti-6Ta合金板材的原始显微组织及成形后封头的显微组织。从图中可以看出,Ti-6Ta合金板材热冲压成形后,组织形貌无明显变化,这是因为热冲压成形过程中温度控制在合金的再结晶温度以下,冲压变形未对组织造成明显的影响。

图5 Ti-6Ta合金原始板材及成形后的封头显微组织Fig.5 Microstructures of original Ti-6Ta alloy plate and stamped head
2.3压扁工艺性能
图6为压扁后的环形试样,压扁高度80.68 mm。经观察,压扁试样未出现裂纹,压扁工艺性能合格。
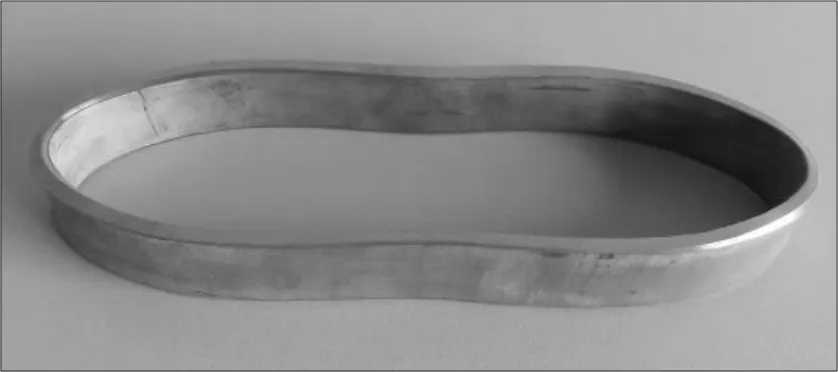
图6 压扁后的环形试样Fig.6 The annular specimen after flattening test
2.4力学性能
表3为7组试样的室温拉伸性能及硬度测量结果。从表中可以看出,试样1强度下降1.77%,试样6基本不变,其他5组试样强度均有所提高,但幅度不大,最大增幅6.84%。可见,成形后的封头与母材强度基本相当,变化不大。
表3Ti-6Ta合金封头室温拉伸性能及硬度
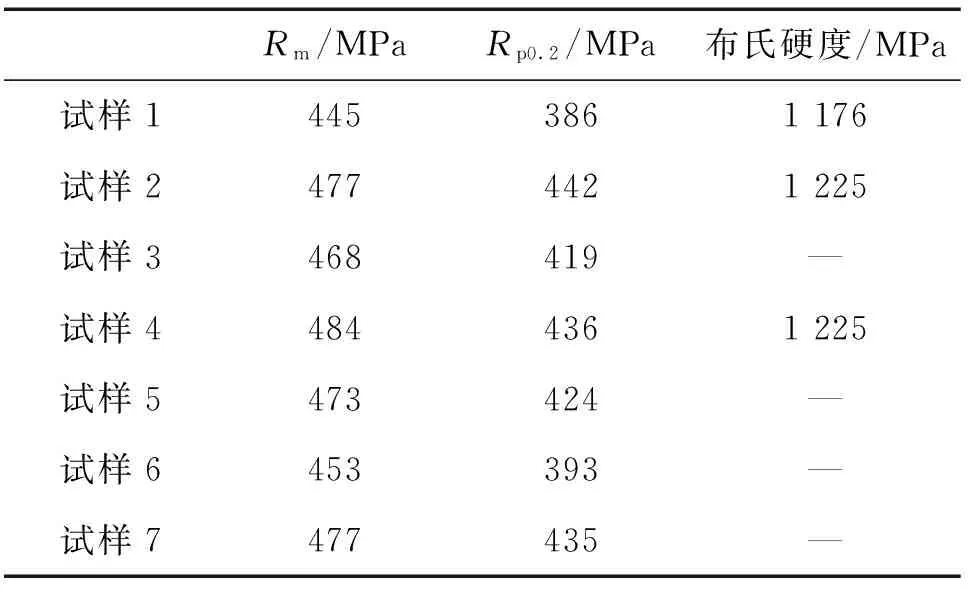
Table 3 Room temperature tensile properties and hardness of Ti-6Ta alloy head
试样1、2、4的表面布氏硬度分别为1 176、1 225、1 225 MPa,母材表面布氏硬度为1 225 MPa,表明Ti-6Ta合金板材经热冲压后,材料硬度无明显变化。
3 结 论
(1)Ti-6Ta合金封头不适合采用冷冲压成形法成形。
(2)Ti-6Ta合金封头热冲压成形过程必须进行防氧化处理。
(3)表面涂抹高温防氧化涂料的Ti-6Ta合金板材,在680~700 ℃进行热冲压成形,成形后封头表面质量良好,组织形貌与原始板材相比无明显变化。
(4)热冲压成形后的Ti-6Ta合金封头,其压扁工艺性能合格,强度及硬度与母材基本相当,可以满足Ti-6Ta合金承压设备的制造要求。
[1]Mudali U K,Dayal R K,Gnanamoorthy J B.Corrosion studies on materials of construction for spent nuclear fuel reprocessing plant epuipment[J].Journal of Nuclear Materials, 1993, 203(1/2):73-82.
[2]Roderick Hydea,Muriel Ishikawa, Nathan Myhrvoldb, et al. Nuclear fission power for 21st century needs:enabling technologies for large-scale, low-risk,affordable nuclear electricity[J].Progress in Nuclear Energy,2008,50(2/6):82-91.
[3]Dey P K, Bansal N K.Spent fuel reprocessing: a vital link in Indian nuclear power progress[J].Nuclear Engineering and Design, 2006,236(7/8):723-729.
[4]Raj B, Mudali U K.Materials development and corrosion problems in nuclear fuel reprocessing plants[J].Progress in Nuclear Energy, 2006,48(4):283-313.
[5]Karen Alves de Souza, Alain Robin.Preparation and characterization of Ti-Ta Alloys for application in corrosive media[J].Materials Letters, 2003, 57:3010-3016.
[6]徐潇潇,崔岚,邱绍宇,等.钛合金在乏燃料模拟溶解液中的腐蚀行为[J].核动力工程,2005,26(4):406-409.
[7]吴金平,杨英丽,赵恒章,等.焊接热循环对Ti35钛合金组织性能的影响[J].中国有色金属学报,2010,20(增刊1):650-653.
[8]吴金平,杨英丽,奚正平,等.Ti35合金焊接接头在高温硝酸中的腐蚀性能研究[J].钛工业进展,2012,29(1):22-25.
[9]宋品玲,吴金平,杨英丽.Ti-6Ta合金等离子焊焊接接头的组织与性能[J].钛工业进展,2013,30(6):30-33.
Development of Ti-6Ta Alloy Heads
Zhang Cheng1,Yuan Minzhe1,Wu Jinping2,Xi Dalai1
(1.Xi’an United Vessel Manufacture Co.,Ltd.,Xi’an 710201,China)(2.Northwest Institute for Nonferrous Metal Research, Xi’an 710016,China)
Three stamping tests were designed to develop the new type of Ti-6Taα-titanium alloy heads, and the flattening property, tensile property, hardness, metallography of different parts of stamped heads were investigated. The results indicate that cold stamping process is not suitable for Ti-6Ta heads.φ219 mm×7.42 mm Ti-6Ta alloy head with good surface quality can be hot stamped at 680~700 ℃ by 315 t four pillar hydraulic machine after with high temperature oxidation resistant coating on the surface of Ti-6Ta alloy plate. There is no big difference between the microstuctures, tensile properties and hardness of Ti-6Ta alloy heads and plates. The flattening property of heads can meet the standard and the Ti-6Ta alloy heads can meet the requirements of pressure equipment.
Ti-6Ta alloy; heads; stamping
2016-01-21
张成(1975—),男,工程师。
TG389
A
1009-9964(2016)03-0034-04