保险杠喷涂失光缺陷潜在原因分析及对策
2016-09-26章永礼
叶 磊,章永礼
(柳州五菱汽车工业有限公司,广西 柳州545007)
保险杠喷涂失光缺陷潜在原因分析及对策
叶 磊,章永礼
(柳州五菱汽车工业有限公司,广西 柳州545007)
从失光的产生的原因、失光的控制、失光的预防等方面进行分析,并提出合理的建议。对在喷涂过程中可能产生缺陷的原因进行预防,以提高产品合格率,稳定产品质量。
保险杠喷涂;失光;工艺
保险杠是吸收缓和外界冲击力、防护车身前后部的安全装置。20年前,保险杠的材料都是金属材料,而随着汽车工业以及材料的发展,汽车在轻量化,节能减排的要求下,塑料取代了金属成为了保险杠的新型材料,并能满足其强度和刚度。保险杠在发展过程中,不仅有满足保护功能,还要追求外观与车辆造型的和谐统一,追求美观。塑料保险杠不仅具有涂装性能好的特点,而且不会生锈,不用电泳工艺,具有很好的装饰性,降低了成本。但是,在涂装过程中,不可避免的出现了很多缺陷。比较常见的缺陷有流挂、颗粒、色差、橘皮、缩孔、油污、痱子、失光、罩光不良等等。其中失光也是影响合格率很严重的缺陷,而且一旦爆发,可能造成很严重的后果,本文通过一些可能出现失光的原因进行简单的探讨。
1 保险杠喷涂工艺
目前,我公司的喷涂工艺主要:人工擦洗→检查上件→前处理→水分烘干→强冷→火焰处理→静电除尘→喷底漆→底漆流平→喷面漆→面漆流平→喷清漆→清漆流平→烘干→强冷→下件→检查→打磨抛光。其中前处理包括预脱脂→脱脂→水洗1→水洗2→新鲜纯水洗→吹水。
整个喷涂过程要求极为严格,只有各个过程符合工艺要求,才有可能生产出合格的产品,才能提高产品的合格率。因此,必须要对各个过程的工艺参数进行监控,一旦发现有不在工艺参数要求范围内必须要及时调整,否则可能会造成批量缺陷,影响产品质量,造成很大的损失。我公司采用的是“三喷一烘”的工艺,即底漆喷涂,色漆喷涂以及清漆喷涂。因此油漆的质量和设备都会对喷涂产生重要影响。油漆的粘度、洁净度和成分,设备的雾化效果、洁净度,以及涂装环境的温度、湿度都会影响喷涂质量。
2 失光简述
失光指的是漆膜表面平整光滑,但缺少光泽,没有光感。漆膜在干燥前光泽度很高,但在干燥后光泽度逐渐消失。
图1中就能很好的对比出失光的效果。通过用手触摸,表面光滑平整,但是色泽暗淡,用桔皮仪测量,光洁度偏低。失光的主要原因有如下:
图1 不同漆面失光效果对比
(1)油漆调配不当(稀料质量太差或型号不对;固化剂添加量超过了规定量或者使用了不配套的添加剂)[1]。
(2)喷房温度太低或湿度太高(最佳施工条件为温度26±2℃,湿度65±10%)。
(3)清漆还没有完全固化就进行抛光。
(4)漆膜表面受到蜡、油脂等的污染。
(5)成品因包装不当,而使表面受到蜡、油脂或强力洗涤剂的污染。
3 问题的排查和解决
4月12日中班,某条涂装生产线下线某车型前保白色全部失光。面积太大,无法通过简单的抛光机抛光点补后装配,只能经过砂纸打磨后重新上件,严重影响了生产节拍,产品合格率很低。根据可能出现失光的原因进行了排查。首先下线观察漆膜表层已经完全固化,其次对喷房的温湿度进行了观察,对比温度湿度的要求(26±2℃,湿度65±10%),并无异常,接着检查了喷涂参数和固化剂配比也无异常。同时下线的其他产品并无异常也可以排除收到蜡、油脂等的污染。因此,可能是油漆调配不当造成了产品的失光。同时对可能造成失光的原因进行排除,由于同时段没有其他产品下线,无法进行比较,而且整个涂装线很长,不能一下子判定是什么原因导致缺陷的产生,所以必须同时对一下问题进行排查,否则可能造成客户的停线,引起客户的抱怨。
(1)检查固化比,采用的是清漆:固化剂=50:11.并无异常。
(2)清漆太薄或者面漆太厚,观察机器人旋杯和喷枪出漆情况:出漆正常,雾化良好,并无异常。
(3)进行炉温进行监控,本次测验共6个点,测量点均选择工件边角处,六个线头(1~6)分别测工件上左部、上右部、中左部、中右部、下左部、下右部。按工艺要求温度范围为75℃~85℃,烘烤温度>30 min.本次测温符合工艺要求。以下为本次测温曲线及分析图(如图2)。
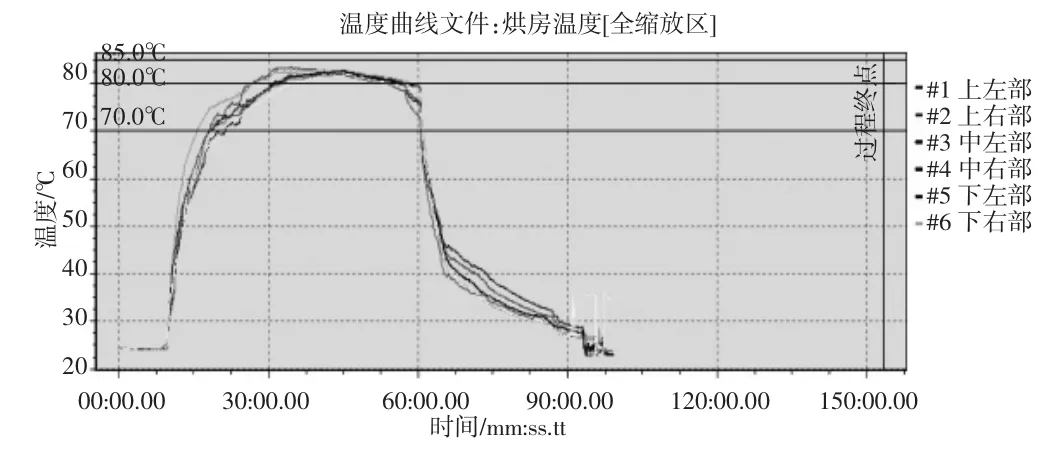
图2 测温曲线分析图
(4)对面漆和清漆进行试验,面漆只有一个系统,而清漆采用了两个系统,由于白色喷涂比较特殊,缺陷较多比较难调整,所以在喷涂清漆过程中单独使用一个系统。
之前曾在面漆中加入了10%的慢干剂,所以有不可能是慢干剂造成了失光,同时也把油漆缸里面的一部分油漆打出来抽掉慢干投入另外一个油漆缸进行试验,对可能出现的情况进行如下表格的试验,每种情况试验两挂保险杠。为了让试验显得有信服力,加入另外一个产品命名产品B,失光的该产品为产品A.√代表试验项,×代表没有参与试验。
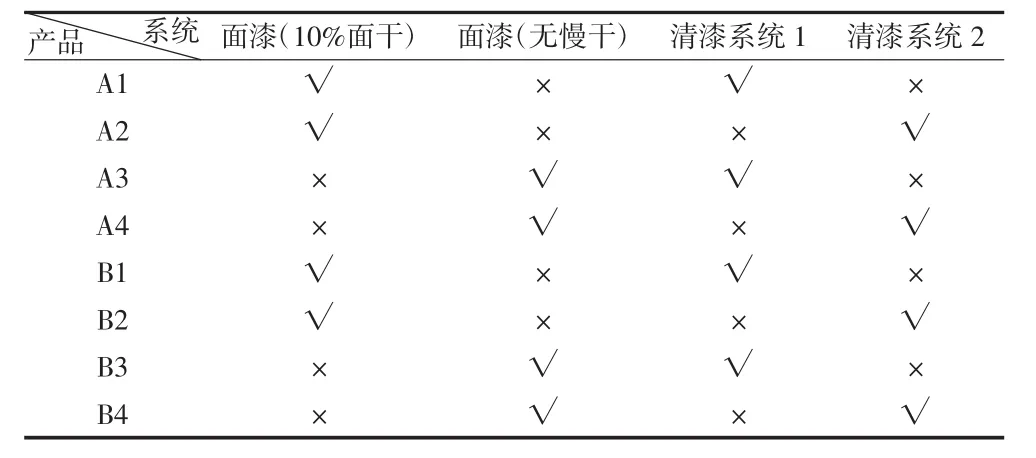
表1 两种面漆试验对比
大概两个小时后,产品下线。经过对以上总计16挂的产品进行目视和用桔皮仪测量双重检测(要求光洁度在80%以上)。A1、A2、B1、B2总计8挂产品仍然处于失光状态(没有光感,桔皮仪测量光洁度在75左右),A2、A3、B3、B4总计8挂产品已经有明显的改善(光泽度良好,桔皮仪测量已经能达到80以上)。因此得到的结论就是加入的10%的慢干导致了这次的失光的产生。得到这个结论之后,立即油漆换掉,不再加入慢干剂,之后的生产恢复了正常。
4 整改建议
在以后生产中,每次变换油漆成分或者加入助剂都必须提前做工艺实验,并且保证各个设备的正常运行,如果有条件的情况下对各个设备的状况进行定期或不定期的监测。产品质量良好之后再进行批量生产,这样才降低损失,防止产品出现批量缺陷。
5 结束语
保险杠喷涂失光的缺陷产生的原因很多,也有可能不是单一的问题。失光不是不可控的,也是可以避免的,首先要做好预防,在工艺、设备、油漆等各个方面做好预防。这样才能保证生产的正常运行,减少缺陷的产生,提高产品合格率,降低生产成本。喷漆室的温湿度要严格监控,新批次的油漆必须要提前试验,以验证喷涂效果。其次在出现问题的时候要及时分析验证解决。对可能出现失光的原因进行一一验证,找出缺陷产生的原因并予以解决,避免更多产品的返工返修,造成更大的浪费,将损失降到最低,满足客户需求,提高公司的效益。
[1]陆岩.车身面漆颗粒问题的分析与解决[J].现代涂料与涂装,2015,(3):8-9.
Analysis of Loss of Light Defectonbumper Coating and Its Way to Solve
YE Lei,ZHANG Yong-li
(Liuzhou Wuling Motors Co.,Ltd.,Liuzhou Guangxi 545007,China)
In this article,the causes of the loss of light,loss of ling controlling,loss of light prevention,and other aspects of the analysis,and put forward reasonable advises.The reason in the spraying process may have defect prevention,as soon as possible to improve the rate of qualified products,stable product quality.
bumper coating;loss of light;technology
U463.326
B
1672-545X(2016)07-0139-03
2016-04-19
叶磊(1981-),男,广西北海人,工程师,本科,主要研究方向为机械自动化;章永礼(1993-),男,云南腾冲人,工程师,本科,主要研究方向为机械自动化及涂装工艺研究。