数控铣中级工考证的解构研究
2016-09-26刘建炜乔龙阳陈上涛陈柏良
刘建炜,乔龙阳,陈上涛,陈柏良
(阳江职业技术学院机电系,广东 阳江529500)
数控铣中级工考证的解构研究
刘建炜,乔龙阳,陈上涛,陈柏良
(阳江职业技术学院机电系,广东 阳江529500)
数控铣中级工考证有理论也有实践,是对学生综合能力的考察。从历年实操题型中解构并提取了共性特征,对其中的难点进行分析和总结,并用实际案例对解构进行验证,得出了更加合理的中级工考证模式。
中级工;共性特征;解构
数控铣中级工技能考证,是对学生专业学习成果的综合检验,它反应了识读图,工艺制定,编程,加工操作,检测等整个制造流程的内容,有理论也有实践,非常的丰富和综合,但也相对琐碎和细致,需要有一定的理论知识和熟练的操作技能才能顺利过关[1-2]。现时的技能考证有三个模块,影响通过率的往往是实操环节,基于此本文从历年题型入手解构提取共性并对难点分析,以得到更合理的考证和训练模式[3]。
1 解构共性特征
1.1零件的分析
历年考证零件以2D轮廓、孔等特征形成,一般分布在两个大面上,也有部分特征分布在侧面上的。
形状上较为简单,对学生的识读图纸有一定的要求,模型一般可以通过特征的加减布尔运算得到。总体来说对识图和建模要求一般,经过训练都能达到要求,难度不大。
1.2加工的分析
毛坯的设定为四个侧面有余量而两个大面到数。特征分布在两个不同的面上,加工时需多次的装夹。对细节掌握要比较到位,否则难以保证相关尺寸。
形状和特征为2D轮廓类,加工的刀具较单一,一般选择平底立铣刀和孔类刀具即可完成加工。
对于误差上的要求,需要一定的工艺分析能力才能实现。同一面上的特征误差,由对刀精度和机床保证(编程无误下)。
不同面的特征行位误差考察学生对零件的各基准的理解,有一定难度。
这一环节需要学生具有较好的工艺分析能力,才能较好的完成加工。
总的来说,中级技能实操环节对学生的考察是很全面的它涉及了建模,工艺制定,编程和加工检测整个的制造环节。通过上述分析,可知对工艺的制定及落实编程环节是难点。
2 难点分析
2.1工艺的制定
一般依照先简后繁,精基准先行的原则来确立工艺顺序[3]。可以汇成工序工步表,指导后续编程。
2.2基准的确立(坐标系的选择)
编程环节中首要任务就是确立基准,建立坐标系。这一步关乎后续的装夹和对刀,需要有通盘考虑,合理的选择。
在基准的确立上,学生往往难以结合零件图进行分析,容易以僵化的思维,生搬硬套脱离图纸的要求。
结合标注的尺寸要求可以确定出加工的工序基准,从而确定出坐标系。一般以精度高和多个尺寸引出的同一基准作为坐标系选取的参考。如果零件具有对称特征,也可四边分中顶面为0,从而让误差均匀化。
2.3装夹
确立好加工顺序和选择好坐标系之后,就能确立装夹的具体方案,装夹的位置,具体装夹的深度,露出加工的高度等。可以画出草图
2.4编程的细节
2.4.1建立程序组
把工艺方案中工序工步对应在程序组中并细化,就得到了该零件的程序框架,后续只要修改编程参数,优化程序即可。
2.4.2边界的应用和建立
2D程序的编程是以边界来驱动生成刀路,边界的理解和正确的使用尤为重要。这又往往是学习的难点。边界是控制刀具加工范围的,那就有横向和纵向(即X-Y平面)的范围和高度方向(Z向)的范围,边界可以控制横向和纵向的范围及高度方向的起始范围,终止位置的范围由底面选项控制。高度方向的范围容易理解和控制,它反应的是刀具高度起始切削位置和终止位置。横向和纵向的范围通过边界控制时,根据边界的开放性和封闭性可以控制刀具行走于左右侧和内外侧。开放边界的左右侧按照刀具行走控制,封闭边界的内外侧按照材料侧来控制,需要结合是毛坯和部件边界来具体区分,封闭的部件边界内部为材料侧时,刀具在边界外部切削,反之亦然,毛坯边界正好相反。这样的话,通过边界和创建的线就可以很好的控制刀具的刀具路径在各位置切削。
2.5精度的保证
由于训练过程有意无意的简化和忽略精度,及不考虑装配性,导致对于精度的控制能力较弱。
尺寸公差按照误差的分布有正向,负向公差和对称公差这几类。对于这些尺寸公差的控制需要结合形状内、外种类进行。方法有几种:建模时取中间尺寸,编程环节修改刀具尺寸或修改余量。
建模时取中间尺寸,会有尺寸换算,模型通用性也较差。修改刀具尺寸和余量可以简化编程和提高程序易用性(公差不合要求可直接修改),可较好的实现精度控制。
3 案例验证
3.1零件分析
选取往年考证零件如图1,进行验证。由零件图知,此零件为典型的2D轮廓件,特征分布在顶面和侧面上具有一些对称性。顶面上有64×(64~63)凸台,其由两部分组成:32×64×8和32×63×7高差为1,二者上各有一距中心横向20和纵向15的20 ×20倒圆腔体和直径Φ6的孔。侧面为60×11 ×25的腰形槽。
顶面形状基准为中心,中心可由基准A,B确立,基准B与侧面C垂直,侧面形状由底面和两侧面中心确立。据此就可以建模和确立编程坐标系。

图1 往年考证零件图
3.2工艺的制定
由给定的毛坯为81×81×30且对磨两面,基准A,B有垂直度要求,且关乎腰形槽的对称度及顶面形状的位置,须优先确立。由此即可得出加工顺序:A面的加工,C面的加工,A面形状腰形槽的加工,顶面形状的加工。这样需要四次装夹完成加工。考虑外形的对称性,加工好C面之后,将腰形槽在C面上加工,后续调整位置加工顶面形状,可减少一次装夹。据此可以得到该零件的工序工步形成表1.
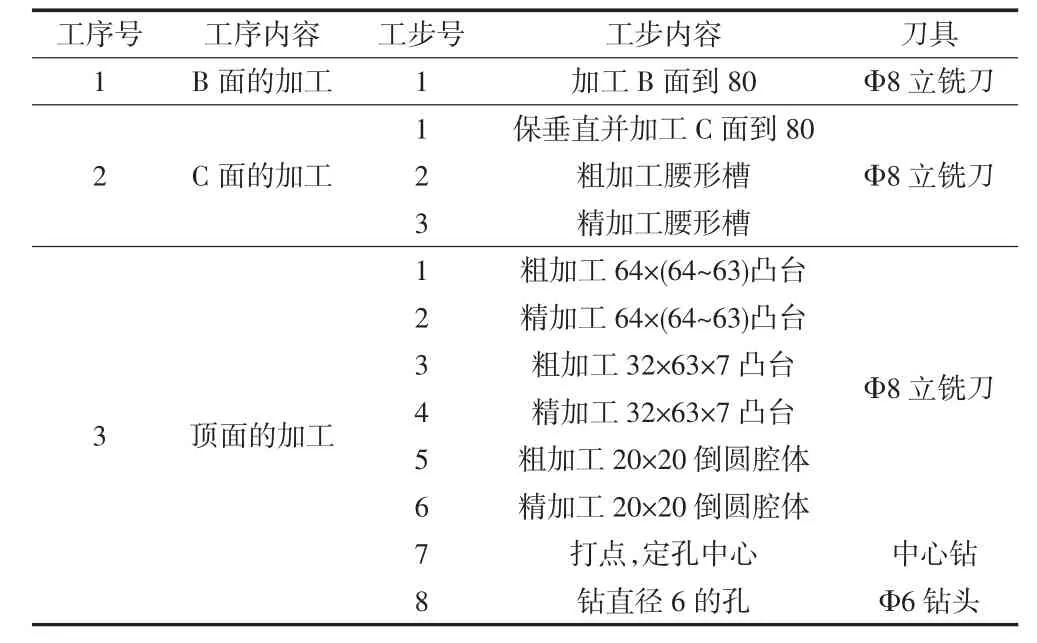
表1 数控加工工序工步
3.3基准的确立
在确立好该零件的工艺路线后,各工序的坐标系和对刀方法也就好确定了。
工序1只需确立Z向,取顶为零保证高度。X,Y向无具体要求只需加工到,简单起见中心为XY的0点,取单边偏移得到0位。
工序2工步1可按工序1一样完成设定坐标系和对刀。剩余两个工步,腰形槽的X向基准是A,Y向基准是底面这一大面,Z向取顶为零。对刀时X向以加工过的侧面作为单边偏移得到0位,Y向以底面偏移得到0位,Z向取顶为零。
工序3顶面形状基准为中心,中心可由基准A,B确立。坐标系建立在中心,Z向取顶为零。对刀时X,Y向以加工过的侧面作为单边偏移得到0位,Z向取顶为零。
3.4装夹
工序1,2装夹长边匹配X向,露出超过1 mm的加工位置。工序2装夹时需找正,以保证两侧面的垂直度。工序3露出超过8 mm的加工位置且装夹超过3 mm以上。
3.5编程的细节
顶面形状的32×63×7凸台部分由于有R8的圆弧,需要建立边界否则会有材料切不到。
为保证精度,简单起见通过修改切削参数中的余量来实现,其中需要处理的形状对应的尺寸有外形尺寸:凸台外形为负向公差,凸台高 为正向公差。内形尺寸:腰形槽为负向公差,腔体为正向公差。其中外形尺寸负向公差为可看作过切把余量调成负值,正向公差看作欠切余量调成正值,值取公差中间值。内形尺寸正好反之。凸台外形余量调为-0.045,凸台高 余量调为0.0175。内形尺寸:腰形槽余量调为-0.045,腔体余量调为-0.03.
4 考证模式
综上可以得到考证模式如下:
(1)看图,制定工艺,编写工序工步表。
(2)确立基准建立坐标系,选取对刀方法。
(3)选择装夹,并画草图。
(4)建模,编程(参照步骤1中工序工步表建立程序组框架,参照步骤2中建立坐标系等)建立程序框架
(5)完善细节,优化参数(调整精度,进退刀等)
5 结束语
从零件特征的分析和加工环节的分析,提取了历年数控铣中级工技能考证的实操题型共性特征,并对其中的难点进行解构,以期得到更加合理的中级技能考证的考试模式和实训训练模式。后续结合实际案例对难点的解构进行了验证。这对于今后的训练和备考都有一定的启发,鉴于此以下两个方面可作为着力点:参照共性特征开发训练题库;针对性的强化零件分析,工艺规划能力。
[1]中国就业培训技术指导中心.数控铣工(中级)[M].北京:中国劳动社会保障出版社,2008.
[2]程豪华.数控技术专业人才培养方案[M].北京:机械工业出版社,2013.
[3]杨灿明.大学本科生考取数控车中级工职业资格证书的探索[J].广东工业大学学报:社会科学版,2009,9(B06):225-227.
[4]王先奎.机械制造工艺性学[M].北京:机械工业出版社,2014.
Research on the Deconstruction of the Intermediate Work of CNC Milling
LIU Jian-wei,QIAO Long-yang,CHEN Shan-tao,CHENG Bo-liang
(Department of Mechanical and Electrical Engineering Yangjiang Vocational and Technical College,Yangjiang Guangdong 529500,China)
The numerical control milling intermediate work research has the theory also to have the practice,is the investigation to the student's comprehensive ability.From calendar year practical questions of deconstruction and extracts the common features.On one of the difficulties of analysis and summary,then of deconstruction is verified by a real case,obtains the more reasonable intermediate textual research mode.
intermediate workers;common characteristic;deconstruction
C712
A
1672-545X(2016)07-0267-03
2016-04-27
刘建炜(1985-),男,江西兴国人,硕士,工程师,研究方向先进制造技术。