工艺因素对滚镀镍镀液分散能力的影响
2016-09-23廖磊华徐金来刘卫国胡耀红
廖磊华*,徐金来,刘卫国,胡耀红
工艺因素对滚镀镍镀液分散能力的影响
廖磊华*,徐金来,刘卫国,胡耀红
(广州鸿葳科技股份有限公司,广州二轻工业科学技术研究所,广东 广州 510663)
采用由100 g/L Ni2SO4·6H2O、120 g/L NiCl2·6H2O、40 g/L导电盐、50 g/L H3BO3和适量BH-959系列复合光亮剂[按300 mL/(kA·h)补加]组成的镀液对铁基铰链滚镀镍。研究了温度、pH、施镀时间、滚筒转速及电流密度对滚镀镍液分散能力和镀层厚度的影响,得到最佳条件为:温度60 °C,pH 4.4,电流密度4 A/kg,滚筒转速8 r/min,时间90 min。BH-959滚镀镍工艺在光亮剂消耗量、镀液分散能力等方面都优于行业同类工艺,目前该工艺已成功应用于广东某家具五金表面处理公司。
铁基铰链;滚镀镍;复合光亮剂;分散能力;工艺条件
First-author's address: Guangzhou Hongway Technology Co., Ltd., Guangzhou Etsing Plating Research Institute,Guangzhou 510663, China
据行业调查,滚镀的加工量占电镀加工总量的50%。滚镀光亮镍镀层具有光亮洁白、不易褪色等诸多优点,是小尺寸产品装饰性镀层的较佳选择[1]。自20世纪90年代国外镀镍中间体被引进国内以来,国内的镀镍添加剂也得以迅速发展,滚镀镍工艺也在同一时期得到了较大的完善。铁基铰链被广泛用于木质家具的连接铆合,其尺寸较小,特别适合滚镀镍。但其凹处较深且腔体形状特殊,因此对滚镀镍液的分散能力要求较高。另外滚镀工艺复杂、影响因素较多,因此选择一款性能优异的滚镀镍光亮剂的同时,对滚镀镍工艺进行优化也是必要的。
本文选用广州二轻工业科学技术研究所研发的BH-959复合光亮剂为光亮剂,对铁基铰链进行滚镀镍,研究了镀液温度、pH、施镀时间、滚筒转速、电流密度等参数对滚镀镍液分散能力的影响,以优化滚镀镍工艺。
1 实验
1. 1 主要试剂
化学镀级NiSO4·6H2O、电镀级NiCl2·6H2O,金柯有色金属有限公司;化学纯导电盐,广州化学试剂厂;电镀级H3BO3,美国硼砂集团;BH-959滚镀镍系列光亮剂、BH-16化学除油粉、BH-83无磷电解除油粉、BH-无铬钝化粉,广州二轻工业科学技术研究所。其中,BH-959滚镀镍系列光亮剂由主光亮剂、走位剂、辅助光亮剂和低区光亮剂按体积比4∶1∶1∶1组成,具有出光快,消耗量低,延展性好,高、低电流密度区色差均匀及分散能力佳的优点。
1. 2 工艺流程
以广东某五金厂提供的铁基铰链作为电镀工件(见图1),可调转速式滚筒(见图2)由佛山南海光明电镀设备有限公司提供。工艺流程为:化学除油(BH-16化学除油粉60 g/L,70 °C,20 min)→水洗→阳极电解除油(BH-83无磷电解除油粉60 g/L,60 °C,5 V,30 min,以不锈钢板为阴极)→3道水洗→酸洗除锈(体积分数为20%的盐酸,10 min)→2道水洗→去离子水洗→滚镀镍→随机取出待测试工件→2道水洗→去离子水洗→无铬钝化(BH-无铬钝化粉40 g/L,40 °C,5 min)→2道水洗→去离子水洗→热去离子水洗(60 ~ 70 °C)→干燥。

图1 铁基铰链高、低电流密度区的厚度测试点Figure 1 Test points of thickness at high and low current density areas of iron hinge

图2 可调转速式滚筒照片Figure 2 Photo of rotation rate-adjustable plating barrel
1. 3 滚镀镍配方和工艺
NiSO4·6H2O 100 g/L,NiCl2·6H2O 120 g/L,导电盐40 g/L,H3BO350 g/L,BH-959复合光亮剂300 mL/(kA·h),装载量25 g/L,pH 3.8 ~ 5.0,温度35 ~ 60 °C,电流密度2 ~ 10 A/kg,滚筒转速4 ~ 14 r/min,时间20 ~ 90 min。
1. 4 镀液分散能力测定
采用德国Fischer XDL-232型X-荧光测厚仪测定镀层厚度,测试位置如图1所示,分别以δH、δL表示高、低电流密度区(工件凸起处定义为高电流密度区,凹处为低电流密度区)的厚度,每次测定20个试件,取平均值,按式(1)计算镀液的分散能力N。N越小,说明镀液的分散能力越好。N = δH/δL
(1)
2 结果与讨论
2. 1 工艺参数对镀液分散能力的影响
2. 1. 1 温度对镀液分散能力的影响
在生产中发现,温度低于40 °C时,光亮剂的整平效果不佳,所得镀层光亮度不佳;温度高于60 °C时,镀液蒸发损失过快,光亮剂的消耗量增大,不利于现场连续生产。因此,固定pH为4.4、滚筒转速为6 r/min、电流密度为8 A/kg,在不同温度下滚镀镍60 min,以研究温度对镀液分散能力的影响,结果如图3所示。从图3可知,高电流密度区的镍层厚度大于低电流密度区;随温度升高,高、低电流密度区的镀层厚度均增大,两者的比值减小,即镀液的分散能力改善。镍的沉积速率受滚筒内部液相传质速率控制,滚镀镍过程中,滚筒的翻滚使得高电流密度区的镀液得以及时更换,低区由于较封闭,镀液更换缓慢,因此前者的厚度大于后者。镀液升温时,液相传质加快,即离子的扩散速率增大,并且低电流密度区的加快速率高于高电流密度区,所以δL的增大幅度大于δH,镀液分散能力改善。因此,适宜的滚镀镍温度为50 ~ 60 °C,最佳温度为60 °C。
2. 1. 2 pH对镀液分散能力的影响
其余参数同2.1.1,温度为55 °C时,pH对滚镀镍分散能力的影响见图4。从图4可知,pH从3.8升至4.0时,高、低电流密度区的镍层厚度均减小,镀液分散能力变差。pH从4.0升至4.4时,高、低电流密度区的镍层厚度变化不大,镀液分散能力基本不变。继续增大镀液pH,高电流密度区的镀层厚度增大,低电流密度区的镍层厚度反而减小,镀液分散能力变差。因此,镀液pH以4.0 ~ 4.4为宜,最佳为4.4。

图3 温度对镀液分散能力的影响Figure 3 Effect of temperature on throwing power of bath

图4 pH对镀液分散能力的影响Figure 4 Effect of pH on throwing power of bath
2. 1. 3 施镀时间对镀液分散能力的影响
固定pH为4.4,其余参数同2.1.2,研究施镀时间对滚镀镍液分散能力的影响,结果如图5所示。从图5可知,施镀时间在40 min以内时,随着施镀时间延长,高、低电流密度区的镀层厚度均增大,镀液分散能力变差。当施镀时间超过40 min后,镀层厚度继续增大,镀液分散能力开始好转。这是由于光亮镍在镀件表面的沉积使其导电能力提高,加之工件间的摩擦使相互间的接触更充分,二次电流分布得到改善[2],δL的增大速率大于 δH的增大速率,N减小,镀液分散能力逐渐好转。因此,参考镀镍层厚度要求和生产效率,选择施镀时间为70 ~ 90 min较适宜,最佳为90 min。
2. 1. 4 滚筒转速对镀液分散能力的影响
滚筒转速决定了镀件在滚筒内的翻滚程度,同时也影响着滚筒内外镀液的交换能力,对镀液分散能力有直接的影响[3-4]。图6为其余参数与2.1.3节相同,施镀时间为60 min时,滚筒转速对镀液分散能力的影响。

图5 施镀时间对镀液分散能力的影响Figure 5 Effect of plating time on throwing power of bath
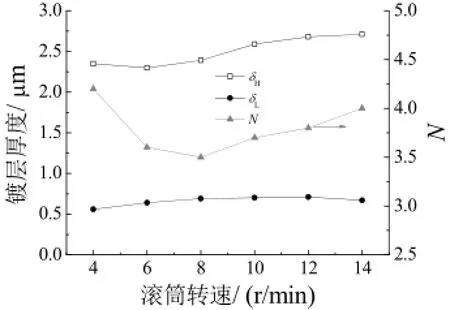
图6 滚筒转速对镀液分散能力的影响Figure 6 Effect of rotation rate of barrel on throwing power of bath
从图6可知,当滚筒转速从4 r/min增大至8 r/min时,工件的翻滚程度得到加强,通电的连续性加强,镀液的交换能力提高,但由于镀件高电流密度区本身就处于镀液交换频繁的区域,镀层厚度提高不明显,而低电流密度区由于其封闭形状等因素,受浓差极化的影响较大,此时提高滚筒转速,可促进镀液交换,降低低区浓差极化,使低区沉积速率增大,镀层厚度增大,最终使得N不断降低,分散能力变好。然而转速过大时,工件间的相互磨削作用加强,离心惯性增大,通电状态不稳定,导致分散能力逐渐恶化[1]。同时,滚筒转速变大还加剧了镀件间的挤压,容易造成镀件磨花和变形以及光亮度变差。滚筒转速设定在6 ~ 10 r/min范围内时,镀液有较好的分散能力,最佳滚筒转速为8 r/min。
2. 1. 5 电流密度对镀液分散能力的影响
其余参数同2.1.4,在不同电流密度下滚镀镍60 min,以研究电流密度对镀液分散能力的影响,结果见图7。从图 7可知,随电流密度增大,高、低电流密度区的镍层厚度均增大,镀液分散能力先改善后变差。这是因为在滚镀过程中,同时存在镍沉积与镀件间摩擦两个过程,高电流密度区的磨损较低电流密度区大。电流密度较低(2 ~ 4 A/kg)时,温度、滚筒转速、装载量等因素引起工件镍镀层的磨损加大[3],而此时高电流密度区的沉积速率较小,因此高电流密度区的镀层厚度增大速率小于低电流密度区,因此N减小,镀液分散能力变好。在不影响光亮效果和生产效率的前提下,应适当降低电流密度,选择4 ~ 8 A/kg的电流密度时,镀液分散能力较好,最佳为4 A/kg。

图7 电流密度对镀液分散能力的影响Figure 7 Effect of current density on throwing power of bath
综上可知,BH-959系列滚镀镍的最佳工艺条件为:pH 4.4,电流密度4 A/kg,滚筒转速8 r/min,温度60 °C,时间90 min。
2. 2 BH-959系列光亮剂与行业同类产品的比较
图8所示为分别采用BH-959系列光亮剂和某外资A公司的光亮剂时所得滚镀镍产品的照片。从图8可知,A公司的滚镀镍层较乌亮,但其低电流密度区出现发白、发蒙现象;BH-959滚镀镍层在高、低电流密度区都呈均匀的白亮光泽,无发白、发蒙现象。

图8 不同滚镀镍工艺的产品照片Figure 8 Photos of products prepared by different barrel nickel plating processes
表1为两种工艺镀镍产品的镍层厚度测定结果。从表1可知,BH-959系列镀液的分散能力明显优于A公司的同类镀液。另外,BH-959系列镍光剂、A公司镍光剂的消耗量分别为700 mL/(kA·h)和725 mL/(kA·h),前者的总消耗量比后者低。

表1 两种滚镀镍液的分散能力Table 1 Throwing power of two kinds of barrel nickel plating bath
2. 3 BH-959系列滚镀镍工艺在实际生产中的应用
BH-959系列滚镀镍工艺及其前、后处理配套工艺于2015年开始应用在广东某家具五金表面处理有限公司,截至目前,生产应用情况良好,图9所示为其生产现场。
3 结论
(1) 在实际生产中,要根据现场的实际情况以及生产计划来优化工艺参数,以提高产品质量及生产效率,节约成本。采用BH-959系列滚镀镍工艺对铁基铰链滚镀镍的最佳条件为:pH 4.4,电流密度4 A/kg,滚筒转速8 r/min,温度60 °C,时间90 min。

图9 BH-959系列工艺生产现场Figure 9 Production site of BH-959 series process
(2) BH-959镀镍系列光亮剂在消耗量、分散能力等方面都超过行业同类产品,目前已成功应用于广东某家具五金表面处理有限公司。
[1] 侯进. 滚镀工艺技术与应用[M]. 北京: 化学工业出版社, 2010: 2-13, 47-48.
[2] 张允诚, 胡如南, 向荣. 电镀手册(精)[M]. 3版. 北京: 国防工业出版社, 2008: 44.
[3] 胡晨. 论各因素对滚镀的影响[J]. 电镀与涂饰, 1984, 3 (2): 5-11.
[4] 侯进. 滚筒转速对零件混合周期的影响[J]. 电镀与精饰, 2008, 30 (10): 25-27.
[ 编辑:周新莉 ]
Effects of process parameters on throwing power of barrel nickel plating bath
LIAO Lei-hua*, XU Jin-lai, LIU Wei-guo, HU Yao-hong
Barrel nickel plating was conducted on iron hinge in a plating bath composed of Ni2SO4·6H2O 100 g/L, NiCl2·6H2O 120 g/L, conducting salt 40 g/L, H3BO350 g/L and BH-959 composite brightener as required and with a replenishment amount of 300 mL/(kA·h). The effects of temperature, pH, plating time, rotation rate of barrel and current density on the throwing power of the barrel nickel plating bath and coating thickness were studied. The optimal conditions were obtained as follows:temperature 60 °C, pH 4.5, current density 4 A/kg, rotation rate of barrel 8 r/min, and plating time 90 min. The BH-959 barrel nickel plating process is superior to other counterparts in the industry in respect of the consumption of brightener and the throwing power of plating bath. It has been successfully applied to a company in Guangdong professionalized in surface treatment of hardware for furniture.
iron hinge; barrel nickel plating; composite brightener; throwing power; process condition
TQ153
A
1004 - 227X (2016) 13 - 0681 - 05
2016-05-10
2016-06-24
廖磊华(1990-),男,江西新余人,本科,研发工程师,主要从事金属表面处理方面的研究工作。
作者联系方式:(E-mail) liaoleihua@126.com。
