脉冲激光热传导焊接技术在石英挠性加速度计组件装配连接上的应用研究
2016-09-23张国锐王晓东刘海燕
张国锐,高 力,王晓东,刘海燕,常 江
(北京航天控制仪器研究所,北京100039)
脉冲激光热传导焊接技术在石英挠性加速度计组件装配连接上的应用研究
张国锐,高 力,王晓东,刘海燕,常 江
(北京航天控制仪器研究所,北京100039)
在不改变激光重复频率、焊接速率、脉冲宽度、离焦量等参数的情况下,只改变峰值功率,采用Nd:YAG脉冲激光对石英加速度计表芯装配组件进行热传导焊接,通过X射线显微镜和超声波无损检测系统对焊接样件的焊缝形态与焊接质量进行检测分析,并对样件拉伸强度进行测试。结果表明:脉冲激光热传导焊接中的热输入量对焊缝形态和焊接质量有直接的影响,较低的热输入量可以实现边界轮廓整齐、表面光亮、热影响区较小、残余应力较低的焊缝形态,并且没有裂纹缺陷,同时焊接样件的拉伸强度是环氧胶粘接样件的3倍以上。因此,脉冲激光热传导焊接技术在组件装配连接上的应用具有潜在的优势。
脉冲激光;激光焊接;峰值功率;组件装配
0 引言
组件装配作为产品生产制造的重要环节,多数都对连接强度和表面清洁度有严格要求,常见的组件装配连接大多采用环氧胶粘接[1],环氧胶粘接装配虽然容易对产品拆卸返工,但由于环氧胶性能容易受环境温度湿度影响[2],使用过程中容易老化[3-4],而且粘接工艺对操作过程中的多余污染物难以控制,所以环氧胶粘接工艺影响了产品的可靠性和稳定性。
激光作为一种高能束,能量和光斑大小精确可控,聚焦光斑功率密度高,将激光束聚焦到工件表面,可以快速使材料发生熔融汽化,引起分子或原子的结合与扩散实现材料的焊接[5]。激光焊接具有焊缝窄、热输入量小、焊接速率快的优点[6],尤其是脉冲式激光以高峰值功率输出使材料快速熔化,但平均功率较低,热输入量少,与材料的作用机理以热传导为主,热影响区小,焊接变形小[7],因此脉冲激光热传导焊接是一种很好的组件装配连接方法。
本文结合脉冲激光热传导焊接在石英加速度计组件装配中的应用,探讨了激光光束特性,尤其是峰值功率对连接效果的影响,并针对组件装配连接要求对焊接工艺参数进行了分析,为脉冲激光热传导焊接技术在组件装配上的广泛应用提供技术支持。
1 实验条件和方法
石英挠性加速度计表芯由两轭铁夹持石英摆片构成,两轭铁与中间腹带搭接连接,如图1所示。轭铁与腹带材料同为Fe-Ni系低膨胀合金Invar36(64%Fe:36%Ni,质量分数)。

图1 石英加速度计表芯焊接示意图Fig.1 The welding sketch map of quartz flexible accelerometer core
实验采用灯泵固体YAG脉冲激光器,输出激光波长为1064 nm,最大输出平均功率为600 W,聚焦镜焦距为100mm,功率密度达到104W/cm2以上,焊接过程中有氩气保护。为避免焊接过程中器件内部受损,选择正离焦量2mm[8]。针对图1所示的组件装配结构,激光输出通过4根直径400μm的光纤导引到加工位置,如图1箭头所示,焊接过程中四点同时出光焊接。调节焊接速率使作用光斑重叠率在70%以上,实验中主要针对激光峰值功率变化,观察热输入量变化对焊接效果的影响,焊接工艺参数如表1所示。调节激光器输出参数,采用功率计对四路光纤输出激光功率进行测量,如表2所示,结果表明,四路激光输出实际功率值最大偏差约2%,可以满足焊接对于四路激光功率一致性的要求。

表1 实验中的焊接工艺参数Table 1 Process parameters in the welding experiment
实验按照GB/T 228-2002对激光焊接样件和环氧胶粘接样件进行拉伸强度测试并对比。通过XRadia公司生产的MicroXCT-200型X射线显微镜对焊缝进行测量观察,射线源最大电压为150kV,空间最小分辨率可达1μm。采用超声波无损检测系统对焊接残余应力进行测试分析。
2 实验结果与分析
焊接过程中保持激光输出脉宽为5ms,重复频率为5Hz,作用光斑重叠率为72%不变的前提下,改变输出激光峰值功率从4kW到8.5kW,即改变焊接过程中的热输入量进行焊接。通过X射线显微镜对样件进行观察测量,从图2和图3可以看出,随着峰值功率的增大,焊缝处熔池宽度和深度都不断增加,熔池形态由最初的凹陷状逐渐变为非常饱满的凸起状,这是由于峰值功率增大使相同时间内金属的熔化量增大,快速冷却后引起熔池形态的变化;峰值功率达到6.5kW时,焊缝熔宽与熔深几乎不再变化,这时单脉冲能量对材料的熔化量已经接近饱和,但此时焊缝形貌的一致性遭到破坏,焊缝边缘参差不齐,热影响区不均匀,局部区域有明显的 “过烧”现象。当峰值功率为4kW时,焊缝熔池为平滑的过渡弧,熔池区域较小,熔深约0.2mm,焊缝边界轮廓整齐,表面光亮,没有任何裂纹痕迹。这些与脉冲激光离散作用的特点有关,脉冲激光焊接过程中焊缝区域经过多次熔化重凝,熔凝区域的边界形成焊缝轮廓,合理的控制脉冲激光峰值功率与作用光斑重复率可以避免裂纹的产生。

表2 四路激光输出功率实测值Table 2 The measured value of laser output in four fiber branches

图2 改变峰值功率得到的样件X射线显微图像Fig.2 The X-ray micrograph of samples with different peak power
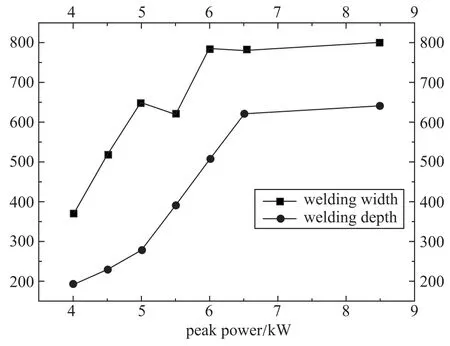
图3 焊缝熔深和熔宽随峰值功率的变化Fig.3 The dependence of welding width and depth on peak power
选取焊接峰值功率为4kW的样件做拉伸试验,并与环氧胶粘接试件做对比,测试结果如表3所示,结果表明,激光焊接样件的拉伸强度是环氧胶粘接样件的3倍以上,完全可以满足产品对于连接强度的要求,采用激光焊接可以提高产品组件装配连接的可靠性。
采用超声波无损检测系统对峰值功率为4kW 和8.5kW样件的焊缝轴向应力进行检测,检测时沿着焊缝每隔22.5°检测一个值,每个样件检测13个点,其中腹带缺口处不做检测,检测结果为相对应力,结果如图4所示。结果表明,峰值功率为4kW的样件焊接残余应力明显优于峰值功率为8.5kW的样件,峰值功率为8.5kW的样件其中一个点检测结果明显偏大,属于焊接缺陷。这也验证了适当的热输入量完全可以对焊接部位进行有效加热和熔化,热输入量偏大,容易在焊缝区域形成显微空孔、富集相等结构缺陷[9]。

表3 样件拉伸强度测试结果Table 3 The test results of sample tensile strength

图4 样件超声波无损检测结果Fig.4 The results of sample ultrasonic nondestructive test
3 结论
采用Nd:YAG脉冲激光对石英挠性加速度计表芯装配组件进行激光热传导焊接,焊接组件抗拉强度是环氧胶粘接件的3倍以上。合理控制激光焊接工艺参数,当焊接热输入量较小时,可以得到边界轮廓整齐、表面光亮、热影响区较小、残余应力较小的焊缝形态,并且没有裂纹等缺陷,可以满足组件装配对于产品连接强度和表面清洁度的要求,因此,脉冲激光热传导焊接在组件装配连接应用上具有潜在的优势。
[1] Curet Antoine.Mechanical vs.adhesive bonds in assembly [J].Adhesive&Sealants Industry,2013,20(10):18-20.
[2] L.Goglio,M.Rezaei.Variations in mechanical properties of an epoxy adhesive on exposure to warm moisture[J]. Journal of Adhesive Science of Technology,2014,28 (14-15):1394-1404.
[3] Nicolas Causse,Eric Dantras,et al.Environmental aging of aerospace epoxy adhesive in bonded assembly configuration[J].Journal of Thermal Analysis and Calorimitry,2013,114(2):621-628.
[4] 高岩磊,崔文广,等.环氧胶接接头在碱介质中的老化行为研究[J].腐蚀科学与防护技术,2010,22(5):415-417. GAO Yan-lei,CUI Wen-guang,et al.Aging performance of epoxy bonded joint in alkali media[J].Corrosion Science and Protection Technology,2010,22(5):415-417.
[5] 左铁钏.21世纪的先进制造-激光技术与工程[M].北京:科学出版社,2007. ZUO Tie-chuan.Advanced manufacturing in 21stcenturylaser technology and engineering[M].Beijing:Science Press,2007.
[6] 关振中.激光加工技术手册[M].北京:中国计量出版社,1998. GUAN Zhen-zhong.Manual for laser processing parameter [M].Beijing:China Measurement Press,1998.
[7] Tzeng Y F.Process characterisation of pulsed Nd:YAG laser seam welding[J].International Journal of Advanced Manufacturing Technology,2000,16(1):10-18.
[8] Qiu-ju Zhou,Dong-jiang Wu,Zhu-ji Jin.Low power Nd:YAG laser beam welding Invar36 alloy[C].Proc.AEMS07,Nagoya Japan,2007:161-164.
[9] 张文钺.焊接传热学[M].北京:机械工业出版社,1987. ZHANG Wen-yue.Heattransfertheory[M].Beijing:China Machine Press,1987.
Research on Laser Heat Conduction Welding in Components Assembly of Quartz Flexible Accelerometer
ZHANG Guo-rui,GAO Li,WANG Xiao-dong,LIU Hai-yan,CHANG Jiang
(Beijing Institute of Aerospace Control Devices,Beijing 100039)
Components of quartz accelerometer core are connected by Nd:YAG pulse laser heat conduction welding with changing the peak power only,the welding shape and welding quality of samples are checked and analyzed through X-ray microscope and ultrasonic nondestructive testing system,and the tensile strength of samples are tested.The results show that the heat input of the pulse laser heat conduction welding has a direct impact on the welding shape and the welding quality,low heat input can get neat boundary,clean surface,small heat affected zone and low residual stress,and moreover,there is no crack defects.The tensile strength of the welded samples is three times more than that of epoxy adhesive samples.Therefore,pulse laser heat conduction welding technology has a potential advantage in the application of components assembly connection.
pulsed laser;laser welding;peak power;components assembly
TN249
A
1674-5558(2016)04-01095
10.3969/j.issn.1674-5558.2016.03.017
2015-03-31
张国锐,男,硕士,工程师,研究方向为激光与物质相互作用。
