加工点外局部加热板料的渐进成形方法研究
2016-09-19李志庆钱健清
李志庆,张 乐,钱健清
(安徽工业大学冶金工程学院,安徽马鞍山243000)
加工点外局部加热板料的渐进成形方法研究
李志庆,张乐,钱健清
(安徽工业大学冶金工程学院,安徽马鞍山243000)
设计了一种试验方法,应用环状加热装置,对成形板料的非加工变形区部分加热,在渐进成形机床上对板料进行渐进成形,分别加工成形角不断变化的和成形角固定的两种类型的成形零件。通过调节温控设备,给非加工变形区金属板料一系列不同的加热温度,测量不同加热温度下得到的变成形角零件的成形极限高度,以及分析固定成形角零件的成形区应变变化,得出非加工区板料在加热后几乎不发生变形,对成形区板料的成形性能基本没有产生影响。
单点渐进成形;局部加热;金属板料
渐进成形是近年来出现的一种新型板材柔性数控加工方法,它将快速成形技术和塑性成形技术有机结合,实现板材的柔性生产[1-3]。渐进成形技术通过计算机程序控制工具,沿着垂直方向和水平方向的轨迹运动,逐层形成零件的三维包络面,从而实现金属板料连续局部的塑性成形[4]。由于传统冲压成形的复杂和难以控制,使得渐进成形逐渐显露出优点。
渐进成形与传统的冲压成形不同,它在成形中不需要专用的模具或者仅需简单的支撑模,而且板料具有更高的成形性能,可以在局部区域内成形出用常规手段方法无法加工的复杂曲面造型。并且渐进成形的压边装置结构简单,能够大大节省模具成本和样品试样的成本,具有很大的经济价值,非常适合小批量、多品种、形状复杂的板料零件成形[5]。但是,由余弦定律t=t0·cosθ(t0是变形前板料原始厚度,t是变形后板料厚度,θ是成形件的成形角)可知[6],对成形角较大的零件进行加工时,板料厚度减薄量较大,板料的变形范围减少,变形会集中于板料某个点,造成板料局部变形过大,就很容易出现制件的破裂。因此,加工大成形角零件比较困难这一因素限制了渐进成形工艺的应用范围。本文设想通过对加工点附近的未变形区板料进行加热,使其强度下降,使未变形区金属板料向变形区流动,参与成形区的变形,强迫扩大板料变形区域,避免变形集中于板料某个点,提高金属板料的成形极限,使其可以加工更大角度的成形制件,推广渐进成形工艺的应用范围。
1 实验
1.1实验材料及设备
试验成形设备为自主研发的NH4050渐进成形机床,以及对板料非加工变形区加热的环状加热器和温控设备(如图1所示),实验材料为6061铝板,板料初始厚度为0.8 mm,抗拉强度σb≥180 MPa,屈服强度σ0.2≥110 MPa,δ5≥14%.成形工具头材料为高硬度合金钢HSS.

图1 渐进成形机床及环状加热设备
1.2实验过程
通过调节温控箱,改变非加工区加热温度,用局部加热非加工区板料的渐进成形方法,加工成形角逐渐变化的变成形角弧形零件和固定成形角锥形零件,板料非加工区加热示意图如图2所示。在板料表面先印上网格,测量非加工区不同加热温度下,变成形角零件破裂时的成形极限高度和固定成形角零件成形区板料的应变变化,分析非加工区板料加热对成形区成形性能的影响。
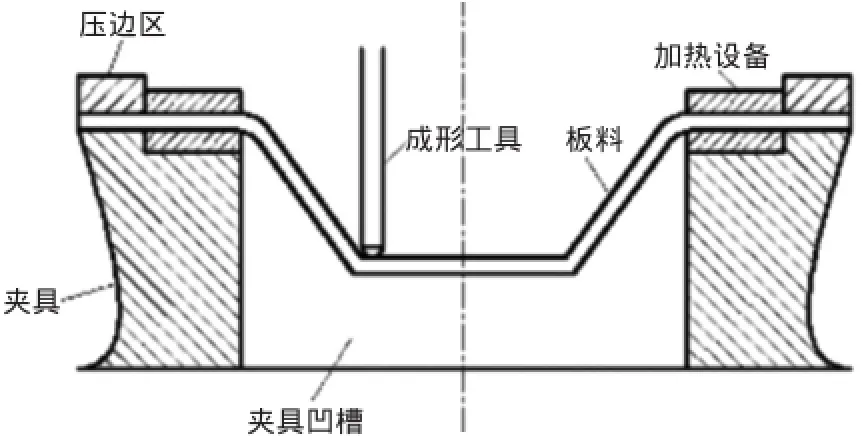
图2 板料非加工区加热示意图
(1)变成形角零件加工
在UG环境下建模,得到非加工区加热温度不同的5个变成形角弧形制件,如图3所示。

图3 非加工区不同加热温度下的变成形角弧形零件
(2)固定成形角零件加工
将印制有圆形网格的板料放在在数控渐进成形机床上,加工成形角为55°,其它工业参数相同,非加工区加热温度分别为常温、100℃和250℃时的成形角固定的圆锥台件,随着成形刀具头的逐层碾压,印制在板料表面的圆形网格会发生畸变,测量畸变网格的长、短轴尺寸,计算成形零件周向和纵向的工程应变,分析金属板料非加工区加热,成形区的应变变化。应变计算公式如下,得到成形零件如图4所示。
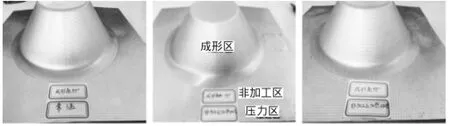
图4 非加工区不同加热温度下的固定成形角圆锥台零件
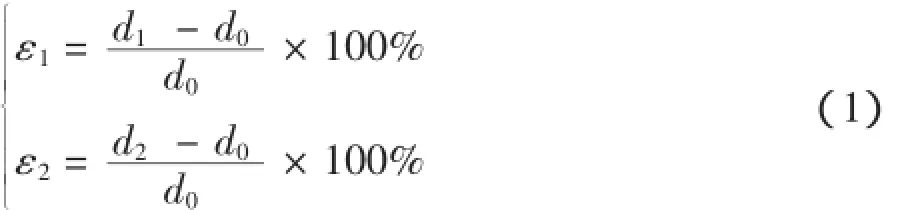
式中:ε1为纵向应变;ε2为周向应变;d0为原始网格圆直径;d1为畸变网格圆长轴尺寸;d2为畸变网格圆短轴尺寸。
2 结果分析
(1)对变成形角零件破裂时的成形极限高度进行测量,数据见表1.

表1 变成形角零件成形极限高度
从表1中成形极限高度数据可以看出,常温条件下,零件成形极限高度为25.68 mm,当使用环状铸铝加热器对非加工区板料加热到75℃、100℃、150℃和200℃时,成形制件的成形极限高度并没有随着非加工区板料加热温度的升高而增大,反而有略微的降低,但非常接近,数据均在25.50 mm左右波动。从零件成形区的中心到边缘选取对称的2列畸变网格,每列14个畸变网格圆,测量2列畸变网格的长、短轴尺寸,取平均值,计算成形零件周向和纵向的工程应变,绘制板料非加工区加热温度分别为常温、100℃和250℃时,得到成形件的应变分布图,如图1所示。
(2)从零件成形区的中心到边缘选取对称的2列畸变网格,每列14个畸变网格圆,测量2列畸变网格的长、短轴尺寸,取平均值,计算成形零件周向和纵向的工程应变,绘制板料非加工区加热温度分别为常温、100℃和250℃时,成形件成形区的应变分布图,如图5所示。

图5 非加工区不同加热温度下网格应变分布
由图5应变分布图可知,成形区板料变形在经历过“减薄带”后进入平稳变形区,平稳变形区的纵向应变值均在0.7附近波动,板料非加工区3种不同的加热温度条件下,平稳区的应变分布非常相似,数值差别较小,表明非加工变形区板料加热对板料成形区成形性能基本没有产生影响。
板料非加工区的温度为常温、100℃、250℃时,零件周向的应变值均为零,即不管是常温成形还是热成形,渐进成形的变形仅发生在纵向和厚度方向,周向不发生变形。
3 结束语
(1)非加工变形区板料加热后,该区域板料不发生变形,非加工变形区板料加热对成形区成形性能基本没有产生影响,渐进成形是局部小变形;
(2)无论常温成形还是热成形,渐进成形周向均不发生变形。
[1]松原茂夫.ダィレスフォ-ミングとしての数值制御逐次成形法[J].プレス技术,1998,36(10):109-115.
[2]Jeswiet J,Micari F,Hirt G,et a1.Asymmetric Single Point Incremental Forming of Sheet Metal[J].Annals of the CIRP,2005,54(2):623-650.
[3]周六如,肖祥芷,莫建华.金属直壁筒形件数控渐进成形工艺研究[J].机械科学与技术,2004,23(11):1366-1369.
[4]惠学芹.板材数字化渐进成形试探[J].机械制造与自动化,2005,34(6):26-30.
[5]李辉.复杂钣金件数控单点渐进成形技术的研究[D]:南京:南京航天航空大学,2007.
[6]周六如.板料数控渐进成形变形区厚度变化规律的研究[J].机械工程学报,2011,47(18):50-54.
Research on Incremental Form ing Method of Local Heating in the SheetUnprocessed Region
LIZhi-qing,ZHANG Le,QIAN Jian-qing
(AnhuiUniversity of Technology,School ofMetallurgical Engineering,Ma’anshan Anhui 243000,China)
This paper introduces a annular cast aluminum heating apparatus,which is used to heat the unprocessed region of the forming aluminum sheet.By incremental sheet forming approach,processing two types of forming parts respectively in CNC formingmachine,the changed wall angle part and the fixed wall angle part.To adjust the temperature control equipment of annular cast aluminum heating apparatus,the unprocessed regions of the metal sheet are achieved a series of different heating temperature.Finally,measuring forming limit height of the changed wall angle parts and analysing the forming region strain distribution of the fixed wall angle parts.The results show that the unprocessed region of the forming sheet haven’t occurred deformation,and having no effect on the formability of the deformation region of themetal sheet.
single point incremental forming;local heating;sheetmetal
TB31
A
1672-545X(2016)06-0173-03
2016-03-13
安徽工业大学大学生创新创业训练计划项目资助(AH201410361027)
李志庆(1990-),男,安徽砀山人,在读硕士生,主要研究方向为金属板料成形。
