钛合金高速铣削残余应力的有限元分析
2016-09-13山西中北大学机械与动力工程学院倪雪婷沈兴全曹卫卫张继明李忠秋
山西中北大学机械与动力工程学院 倪雪婷 沈兴全 曹卫卫 张继明 李忠秋
钛合金高速铣削残余应力的有限元分析
山西中北大学机械与动力工程学院倪雪婷沈兴全曹卫卫张继明李忠秋
将钛合金Ti6Al4V高速铣削加工过程简化为二维切削有限元模型,运用ABAQUS分析得到了各因素以及顺次铣削对工件已加工表面残余应力的影响。由结果得出:表面残余应力随着刀具前角的增大而逐渐减小,随切削速度的增大而增大,切削深度影响较小。
钛合金;有限元;残余应力
1 引言
钛合金具有强度高、抗高温能力强、耐磨性好、综合力学性能好等特性,因而应用领域较为广泛,但同时,钛合金又具有导热系数低、弹性模量小、比强度高、抗腐蚀性能好等特点,属于难加工材料[1]。残余应力对表面加工质量有重要影响,分布不均会造成工件的变形,影响工件加工精度[2]。
陈建岭[3]等人研究了合适的加工参数可以控制残余应力的影响。陆涛[4]等人研究了切削过程中应力应变、温度场、切削力等在切削过程中的分布和变化。郑耀辉[5]等人研究了高速铣削时不同刀具参数和切削参数对表面残余应力分布的影响规律。
运用ABAQUS建立简化的二维切削有限元模型对钛合金Ti6Al4V的高速铣削加工过程进行模拟研究,得到刀具前角、切削速度、切削深度对已加工表面残余应力的影响规律。
2 模拟过程分析
可以将铣削的三维切削转化为二维切削建立模型,计算刀具的等效前角和等效后角,能更加准确地实现铣削过程的预测。
模拟过程分为3个阶段:(1)起始阶段:施加载荷及约束,约束底面自由度,给刀具施加初始切削速度;(2)切削阶段:刀具对工件进行切削,挤压产生塑性变形并产生大量的热,图1所示为刀具切削工件阶段的有限元图。(3)约束转换及冷却阶段:切削完成后,去除位移边界条件,添加约束限制工件运动,将工件的温度冷却至室温。

图1 刀具切削工件阶段
3 模拟结果分析
3.1刀具前角的影响
刀具前角分别取 10°、15°及20°,切削速度为220m/min,切深为0.5mm,图2为对残余应力σ11的影响情况,刀具前角增大工件表层残余拉应力减小,这是因为刀具对工件表面的挤压变小使由变形产生的热量减少。残余拉应力是由热塑性变形造成的,刀具的前刀面与工件的摩擦减小,摩擦热也减少,所以它也相应地减小。
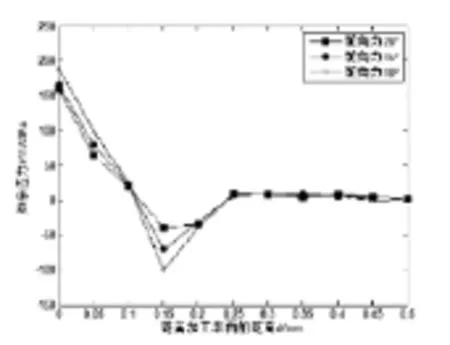
图2 刀具前角对残余应力的影响
3.2切削速度的影响
取刀具前角为 10°,切削速度VC=140、220、300m/min,切深0.5mm,残余应力的分布情况如图3所示。由图3可以看出,残余应力随切削速度增大而增大,沿深度方向在距离加工表面 0.1~0.15mm时,残余应力由拉应力向压应力过渡,而残余应力层的厚度没有明显变化。这是由于切削速度增加切削温度升高,热塑性变形起主导作用使得残余应力增加。然而温度的升高得不到及时扩散残余拉应力迅速转变为压应力。

图3 切削速度对残余应力的影响
3.3切削深度的影响
取刀具前角为10°,切削速度为220m/min,图4为切削深度在 0.3、0.5 0.7mm时残余应力的变化曲线图。由图4可以看出,切削深度对残余应力及残余应力层的影响较小。
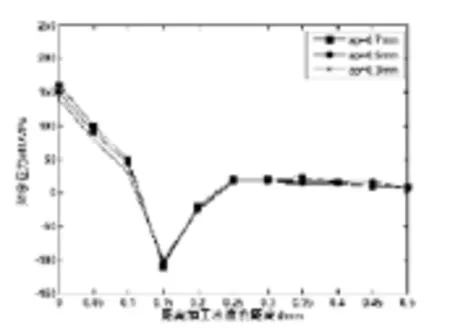
图4 切削深度对残余应力的影响
4 结论
(1)刀具前角增大,残余拉应力逐渐减小。
(2)切削速度增大,残余应力逐渐增大,沿深度方向,在距离加工表面0.1~0.15mm时,残余应力由拉应力向压应力过渡,而残余应力层的厚度没有明显变化。
[1]张春江.钛合金切削加工技术[M].西安:西北工业大学出版社,1986:22-24.
[2]王明海,王京刚,郑耀辉等.钛合金高速铣削加工的有限元模拟与分析[J].机械科学与技术,2015,34(6):898-902.
[3]陈建岭,李建峰,孙杰等.钛合金铣削加工表面残余应力研究 [J].机械强度,2010,32(1):53-57.
[4]陆涛,向国齐,张敬东.钛合金Ti6Al4V高速铣削分析与仿真[J].组合机床与自动化加工技术,2015(5):149-151.
[5]郑耀辉,王京刚,王明海等.钛合金高速铣削加工表面残余应力的模拟研究[J.机床与液压,2015,43(1):41-44.
倪雪婷,1989年出生,山西太原人,在读硕士,研究方向:钛合金高速铣削加工。
国家自然科学基金(51175482);
