ABR-CSTR组合工艺处理黄酒生产废水研究
2016-09-10付玉洁徐乐中沈耀良
付玉洁,吴 鹏,徐乐中,沈耀良,3
(1.苏州科技学院环境科学与工程学院,江苏苏州215009;2.江苏省水处理技术与材料协同创新中心,江苏苏州215009;3.苏州科技学院江苏省环境科学与工程重点实验室,江苏苏州215009)
ABR-CSTR组合工艺处理黄酒生产废水研究
付玉洁1,2,吴鹏1,2,徐乐中1,2,沈耀良1,2,3
(1.苏州科技学院环境科学与工程学院,江苏苏州215009;2.江苏省水处理技术与材料协同创新中心,江苏苏州215009;3.苏州科技学院江苏省环境科学与工程重点实验室,江苏苏州215009)
采用ABR-CSTR组合工艺对黄酒生产废水处理进行了研究。结果表明,采用低负荷启动并逐步提高容积负荷是ABR-CSTR组合工艺成功启动的关键,在温度为(30±2)℃时,COD容积负荷从0.3 kg/(m3·d)增至4.0 kg/(m3·d),历时100 d启动成功。系统总去除率保持在95%~98%,出水平均氨氮、总氮分别为0.57、20.4mg/L,表明ABR-CSTR组合工艺能有效处理黄酒生产废水。
黄酒生产废水;厌氧折流板反应器;完全混合式反应器;启动
随着我国黄酒行业的迅猛发展,黄酒生产废水所带来的环境问题日益显著〔1〕。黄酒生产废水富含淀粉、糖类、蛋白质等有机物,其含糖量高,属于高浓度有机废水〔2-4〕。目前,国内外对酿酒生产废水的治理通常采用厌氧-好氧生物处理方法。厌氧工艺不仅经济低耗,同时产生的沼气可进行回收利用,具有一定的经济效益和社会效益〔5-8〕。然而仅靠厌氧工艺处理的出水难以满足排放要求,因此常结合好氧工艺实现高效处理〔9-12〕。
厌氧折流板反应器(ABR)具有较强的生物量截留能力,产泥量少、运行费用低,适用于处理高浓度有机废水,并具有良好的产氢产甲烷能力〔13-15〕。完全混合式反应器(CSTR)作为好氧反应器,结构简单、操作管理方便,具有良好的去碳脱氮能力〔16-17〕。本试验采用ABR-CSTR一体式组合工艺处理黄酒生产废水,在ABR段实现有机物的厌氧消化,在CSTR段实现对碳氮等污染物的进一步去除,探索厌氧-好氧工艺对黄酒生产废水的处理效果,进而研究其处理高浓度有机废水的工艺特征,实现废水的低浓度排放。笔者以该组合工艺的启动过程为对象,研究反应器不同隔室内污染物的变化规律及其对主要污染物的去除效果。
1 实验材料及方法
1.1试验装置
反应器采用厚为5mm的有机玻璃板制成,尺寸为480mm×90mm×300mm。由竖向导流板分为6个隔室,前4个隔室为ABR厌氧区,总有效容积为6.4 L,每格容积均为1.6 L,第5隔室为CSTR好氧曝气区,有效容积为1.5 L,第6隔室为沉淀区,好氧区与沉淀区之间设有可调污泥回流缝,可根据需要调节和控制污泥回流量,装置如图1所示。

图1 ABR-CSTR一体式组合工艺装置
1.2试验用水及接种污泥
试验用水为苏州市某黄酒厂的黄酒生产废水,其废水COD为7 000~8 000mg/L,BOD5为4 500~5 500mg/L,SS为300~650mg/L,NH4+-N为30~50 mg/L,TN为40~60mg/L,pH为4~6。ABR接种污泥采用实验室久置的厌氧颗粒污泥,污泥质量浓度为25~30 g/L,VSS/SS=0.5,加入适量葡萄糖静置2 d后均匀移入ABR各隔室,污泥接种量约为各隔室有效容积的3/5,CSTR接种污泥来自苏州市某城市污水厂二沉池活性污泥,接种前先将活性污泥闷曝24 h,之后移入CSTR好氧区,接种污泥量为其有效容积的1/2,污泥质量浓度约为6.0 g/L。
1.3试验方法
本试验采用低负荷进水方式启动反应器〔18-19〕,启动过程分为3个阶段。第Ⅰ阶段为污泥驯化阶段,采用校园生活污水对原水进行稀释,进水COD为300~500mg/L,HRT=24 h。随着处理效果的稳定,逐渐减小稀释倍数将进水COD提升至2 000mg/L,容积负荷(以COD计,下同)由0.3 kg/(m3·d)增至2.0 kg/(m3·d)。第Ⅱ阶段为效能提升阶段,保持容积负荷为2.0 kg/(m3·d),将进水COD逐渐提升到4 000 mg/L,HRT也相应延长至48 h。第Ⅲ阶段为提高负荷阶段,固定HRT=48 h,继续减少生活污水直至进水完全为黄酒生产废水,容积负荷由2.0 kg/(m3·d)增至4.0 kg/(m3·d),同时增加回流装置,设置回流比为100%,将CSTR沉淀区泥水混合液回流至ABR中。
进水通过蠕动泵控制速率向反应器连续进水,用NaHCO3适当调节进水pH,好氧区用气泵和砂头供气,通过气体流量计控制曝气量为60 L/h。反应器置于水浴缸中,温度控制在(30±2)℃。
1.4分析方法
COD,重铬酸钾法;MLSS和MLVSS,称重法;VFA,滴定法;NH4+-N,纳氏试剂分光光度法;TN,过硫酸钾氧化分光光度法〔20〕;pH,数字pH计。
2 结果讨论与分析
2.1进水容积负荷及去除情况
COD随进水容积负荷的去除情况如图2所示。

图2 容积负荷与去除率的变化关系
在污泥驯化阶段,容积负荷从0.3 kg/(m3·d)增加到2.0 kg/(m3·d)。前10 d ABR出水略有波动,COD去除率仅40%左右,并伴有一定量的污泥流失。到第Ⅰ阶段末,随着污泥逐渐成熟,污泥流失量有所减少,ABR出水COD为110~140mg/L,COD去除率在80%以上,系统出水COD为43~50mg/L。这意味着反应器内污泥和微生物生长已趋于稳定,污泥沉降性能和活性不断提高,同时ABR前端隔室有气泡产生,说明ABR开始产气。在效能提高阶段,容积负荷保持不变,ABR出水COD为240~280mg/L,经CSTR好氧处理后,最终出水COD在60mg/L左右,ABR对COD的去除率在90%以上,系统总COD去除率达到95%。在启动最后阶段,容积负荷由2.0 kg/(m3·d)增加到4.0 kg/(m3·d),系统运行逐渐稳定,ABR出水COD上升到700mg/L左右,系统总出水COD略有上升,但仍保持在80mg/L以下,总COD去除率维持在95%以上。
启动过程中,各隔室中的容积负荷随进水容积负荷的提高而升高,在同一时间各隔室容积负荷的大小顺序为ABR1>ABR2>ABR3>ABR4>CSTR。COD的去除主要在ABR前端隔室中完成,随着进水COD的增加,前端隔室承受较大的有机负荷冲击,酸化作用明显,出水COD不稳定,后端隔室去除率逐渐增强,出水水质稳定。各隔室在不同阶段的去除贡献率见表1。
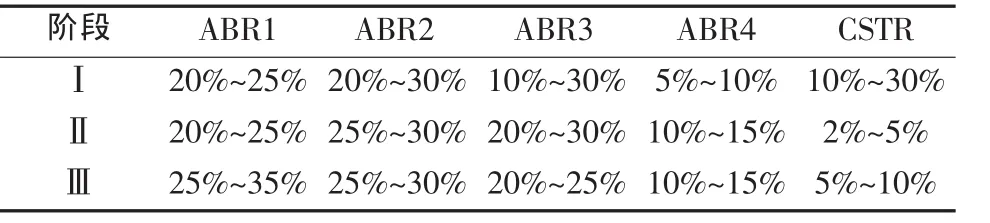
表1 各隔室不同阶段COD去除贡献率
由于反应器独特的构型及推流特征使其沿程有机负荷逐渐降低,各隔室的进水水质有较大差别。尽管进水COD及容积负荷的变化对反应器内部产生了一定影响,但增加负荷时整个系统仍处于相对稳定的状态,出水COD不会出现太大的波动〔21〕。
整个启动过程共历时100 d。第Ⅲ阶段末运行基本稳定,在进水COD为8 000mg/L,HRT=48 h条件下,ABR出水COD基本在700mg/L以下,经CSTR好氧处理后,系统出水COD在80mg/L左右,COD去除率高达99%。
2.2pH及VFA浓度变化
pH及VFA浓度作为运行过程中的常规控制参数,是反应器稳定运行的重要参考指标〔22〕。在厌氧反应器运行过程中,可通过各隔室的pH分布及VFA浓度变化了解反应器的运行状况,初步判断反应器的酸化完成情况,同时根据反应器的最低pH点调节进水pH,以防止反应器的过度酸化。
在启动期间,各隔室在不同阶段末期的平均pH及VFA浓度变化情况如图3所示。

图3 各隔室不同阶段末期的平均pH及VFA浓度变化
ABR的前端隔室主要进行厌氧水解酸化作用,有机污染物在此被水解成小分子有机酸,进而被产酸菌降解为低分子脂肪酸,使得pH相对于进水下降,后端隔室中小分子有机酸水解氧化为小分子无机物,同时含氮有机物被还原为氨态氮,pH逐渐上升。至CSTR中发生硝化反应,消耗一定碱度,因此pH略有下降。
由图3可以看出,pH与VFA浓度变化存在一致性,但pH的波动性相对较小,而VFA浓度的变化较为灵敏。随着进水浓度增加,酸化作用加强,VFA浓度增加并逐渐向后端隔室推移。由于前端隔室产酸作用占优势,VFA浓度较高,使得第一隔室的pH最低。第二隔室产酸产甲烷作用同时存在,而第三隔室pH的变化为甲烷菌的生长活动创造了适宜的环境条件,使其承担起产甲烷的主要功能。整个ABR反应器出现生物相分离,形成前端隔室产酸产氢,后端隔室产甲烷的联合产氢-产甲烷系统〔23〕。
2.3氨氮的去除情况
由于在ABR反应器中含氮有机物被微生物水解为无机氮,因此ABR出水氨氮浓度高于进水,经过CSTR好氧硝化后,氨氮逐渐被氧化为硝酸盐和亚硝酸盐〔24〕。随着硝化细菌对环境的适应,微生物通过新陈代谢活性逐渐增强,氨氮的去除效果逐渐升高。在启动第Ⅱ阶段,出水氨氮基本稳定在11mg/L左右,平均去除率为73.6%。第Ⅲ阶段将CSTR沉淀区的泥水混合液进行回流,硝化细菌进一步繁殖富集,污泥浓度不断增加,硝化能力增强,平均氨氮低于1mg/L,去除率可达到99%。氨氮浓度的变化情况如图4所示。
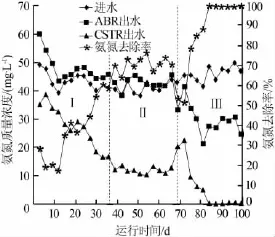
图4 NH4+-N浓度及其去除率的变化
2.4总氮的去除情况
研究表明,通常COD在300~800mg/L,C/N为4~15的情况下,能满足或完成反硝化〔25〕。因此将混合液回流设置在ABR第4隔室前端,实现对总氮的去除。启动过程中总氮的去除情况随运行时间的变化如图5所示。

图5 TN浓度及其去除率的变化
在回流运行前10 d,由于氨氮去除率不高,反硝化微生物较少,总氮的去除率仅为40%左右。但随着氨氮去除率的上升,回流液中的硝酸盐含量增加,同时反硝化微生物逐渐生长,总氮去除率随之提高,在回流运行33 d后,出水平均TN在20mg/L左右,平均去除率在56%左右。
3 结论
(1)ABR-CSTR组合工艺对高浓度黄酒生产废水具有稳定高效的处理效果。采用低负荷进水可成功启动反应器,逐步增加容积负荷可使微生物在生长和增殖过程中对负荷的变化有一定的适应能力,同时为后续优化运行奠定基础。
(2)历经100 d成功启动反应器,出水水质稳定。在温度为(30±2)℃,进水COD为8 000mg/L,HRT=48 h条件下,总容积负荷为4.0 kg/(m3·d),出水COD在80mg/L以下,去除率维持在95%~98%。
(3)在回流比为100%条件下,出水平均NH4+-N、TN分别为0.57、20.4 mg/L,去除率分别为99%、56%,还需进一步优化提高TN去除率。
[1]刘海亚,朱定松.黄酒工业废水处理技术[J].工业水处理,2005,25(2):67-68.
[2]王琼艳.绍兴黄酒产污系数调查研究[J].环境污染与防治,1995,17(2):37-38.
[3]孙建国,邵巍.UASB-AB工艺处理黄酒废水[J].给水排水,2006,32(12):61-63.
[4]王明明,宋波.酿酒厂高浓废水及其治理措施[J].科技风,2010(24):267-269.
[5]Ince B K,Ince O,Anderson GK,et al.Assessment of biogasuse as an energy source from anaerobic digestion ofbrewerywastewater[J]. Water,Air,and Soil Pollution,2001,126(3):239-251.
[6]Ahn YH,Min KS,SpeeceRE.FullscaleUASB reactor performance in thebrewery industry[J].Environmental Technology,2001,22(4):463-476.
[7]罗刚,谢丽,周琪,等.高温厌氧CSTR反应器处理木薯酒精废水研究[J].中国给水排水,2008,24(9):13-16.
[8]林长松,徐龙飞,谈林友.啤酒废水常温厌氧消化启动及运行实验[J].环境工程学报,2013,7(4):1389-1393.
[9]黄武.水解酸化-UASB处理高浓度酿酒废水[J].环境工程,2001,19(5):50-51.
[10]严凯,姜涛,宋雅建,等.UASB-SBR组合工艺处理小麦酒精废水[J].工业水处理,2014,34(9):57-60.
[11]张毅,步德新,潘勇伟.UASB-CASS-接触氧化工艺处理玉米酒精废水[J].环境工程,2005,23(5):10-12.
[12]高雅玉,韩志勇,钱鞠,等.厌氧-好氧工艺处理啤酒生产废水[J].水处理技术,2010,36(4):130-134.
[13]Zhu Gefu,Li Jianzheng,Liu Chaoxiang,etal.Simultaneousproduction of bio-hydrogen andmethane from soybean protein processing wastewater treatment using anaerobic baffled reactor(ABR)[J]. Desalination andWater Treatment,2015,53(10):2675-2685.
[14]杨建,聂一波,李东伟.ABR反应器处理有机废水的运行特性研究[J].水处理技术,2009,35(1):42-45.
[15]昌盛,李建政,刘枫.厌氧折流板反应器处理大豆蛋白废水的运行特性[J].中国沼气,2008,26(2):10-13.
[16]张雯,邓风,何超群.CSTR反应器好氧颗粒污泥脱氮影响因素研究[J].水处理技术,2011,37(1):116-120.
[17]李媛,沈耀良,孙立柱.采用CSTR反应器培养好氧颗粒污泥的研究[J].中国给水排水,2008,24(5):10-13.
[18]林英姿,王爽,于炳慧,等.ABR反应器的两种快速启动方法对比[J].环境工程学报,2009,3(4):669-672.
[19]范荣桂,李贤,高海娟,等.笼状填料式ABR反应器处理啤酒废水启动试验[J].中国给水排水,2013,29(9):113-116.
[20]国家环保总局.水和废水监测分析方法[M].4版.北京:中国环境科学出版社,2002:200-284.
[21]沈耀良,王宝贞.废水生物处理新技术[M].北京:中国环境科学出版社,2006:47-70.
[22]贺延龄.废水的厌氧生物处理[M].北京:中国轻工业出版社,1998:47-50.
[23]徐金兰,王志盈,刘可,等.ABR系统中酸解过程的污泥特性及分析[J].环境污染治理技术与设备,2004,5(2):46-51.
[24]郑平,徐向阳,胡宝兰.新型生物脱氮理论与技术[M].北京:科学出版社,2004:35-46.
[25]侯红娟,王洪洋,周琪.进水COD及C/N值对脱氮效果的影响[J].中国给水排水,2005,21(12):19-23.
—————
Study on the treatmentofwastewater from rice w ine production by ABR-CSTR combined process
Fu Yujie1,2,Wu Peng1,2,Xu Lezhong1,2,Shen Yaoliang1,2,3
(1.SchoolofEnvironmentalScienceand Engineering,Suzhou University of Scienceand Technology,Suzhou 215009,China;2.Jiangsu Collaborative Innovation Centerof Technology and Materialof Water Treatment,Suzhou 215009,China;3.Jiangsu Key Laboratory of Environmental Scienceand
Engineering,Suzhou University of Scienceand Technology,Suzhou 215009,China)
The research on the treatment ofwastewater from ricewine production by the combined process,ABRCSTR,has been accomplished.The results show that the key of starting up the ABR-CSTR process successfully is bymeansofusing low load start-up and then increasing the volume load gradually.When the operation temperature is(30±2)℃,the COD volume load increases from 0.3 kg/(m3·d)to4.0 kg/(m3·d).The start-up issuccessful in 100 d. The total removing rate of the system stays constantat95%-98%.The average effluentconcentration ofNH4+-N and TN are 0.57mg/L and 20.4mg/L,respectively.The results indicate that ABR-CSTR process can effectively treat the wastewater from ricewine production.
wastewater from ricewineproduction;anaerobic baffle-plate reactor;completelymixed reactor;start-up
X703.1
A
1005-829X(2016)03-0043-04
江苏省高校自然科学研究重大项目(12KJA610002);苏州市环保科技项目(B20130502)
付玉洁(1990—),硕士。电话:15250982057,E-mail:fufu_yujie@163.com。通讯联系人:徐乐中,E-mail:kgre505@163.com。
2016-01-19(修改稿)