锂离子电池石墨阳极膨胀行为研究
2016-09-08迟彩霞张双虎绥化学院食品与制药工程学院黑龙江绥化506宁德新能源科技有限公司制造研发部福建宁德3500
迟彩霞, 张双虎(.绥化学院食品与制药工程学院,黑龙江绥化506;.宁德新能源科技有限公司制造研发部,福建宁德3500)
锂离子电池石墨阳极膨胀行为研究
迟彩霞1,张双虎2
(1.绥化学院食品与制药工程学院,黑龙江绥化152061;2.宁德新能源科技有限公司制造研发部,福建宁德352100)
基于叠片电池设计,从压实密度、涂布质量、集流体厚度、石墨类型四个方面系统研究了锂离子电池满充过程阳极片在X、Y、Z三个方向的膨胀行为。采用二次元测量仪对满充前后阳极片X、Y方向尺寸进行测量,利用千分尺测量Z方向满充前后尺寸变化,并计算三个方向的膨胀率,利用拉力计对不同厚度铜箔力学性能进行测量。结果表明:增大压实密度,阳极片沿X、Y、Z三个方向膨胀率均增大,且X方向的膨胀率大于Y方向的膨胀率;增加涂布质量,X、Y方向的膨胀率均有增大趋势,Z方向膨胀率减小;提高集流体强度可以抑制阳极片在X、Y方向的膨胀;在涂布质量较小时,增加集流体强度,Z方向膨胀率增加;涂布质量较大时,增加集流体强度,Z方向膨胀率减小;不同类型石墨在X、Y、Z三个方向膨胀率差异均较大,其中X、Y方向的膨胀变大是引起电芯变形的主要因素。对阳极膨胀的影响因素和机理进行了分析和讨论。
叠片电池;阳极膨胀;电芯变形;锂离子电池;石墨类型
对于锂离子电池内部应力产生及其对电池性能影响的研究较多,主要是从理论计算模拟、电极微观结构、应力表征及原位观察等方面进行研究[1-11]。J.Christensen和J.Newman 等[12-13]模拟了锂离子嵌入过程,电芯内部应力分布以及应力对石墨颗粒的影响。Ningxin Zhang等[14]用阴极部分遮蔽的方法,研究了石墨在锂离子嵌入和脱出电化学过程中的阳极膨胀。Jason B.Siegel等[15]采用NI(neutron imaging)技术,对电池
对锂离子电池循环过程中体积变化、内应力分布表征、原位测量等方面进行的研究,主要建立在数学模拟、电极微观结构以及单个微观粒子基础上。电池充放电过程的膨胀主要来自石墨阳极,本文主要从压实密度、涂布质量、集流体铜箔厚度以及石墨类型几个方面研究锂离子电池阳极片在满充过程中的膨胀行为,希望对锂离子电池制造及电芯设计提供有参考价值的信息。
1 实验
1.1试剂与仪器
材料与试剂:石墨(工业级,上海杉杉,共5种石墨,分别记为:A-1,A-2,A-3,A-4,A-5);LiCoO2(粒径7~10 μm,L106, LICO Technology);导电碳(Super P,工业级);聚偏二氟乙烯(PVDF,Mw=1 000 000,ARKEMA);N-甲基吡咯烷酮;羧甲基纤维素(CMC,食品级);丁苯橡胶(SBR);有机电解液为1 mol/L LiPF6/(EC+DMC)(EC与DMC体积比为1∶1),隔膜采用Celgard2300,铜箔(6 μm/8 μm),铝箔(12 μm)。
测试仪器:空隙率(Quantachrome PM33,测试方法:ASTM D4284);千分尺(Mitutoyo,测量范围0~25 mm,分辨率1 μm,精度±1 μm);二次元测量仪 (TKING007测量范围0~90 cm,分辨率0.001 mm)。铜箔强度测试采用高铁拉力机(AI-7000S,测量时间精度0.001 s,测量拉力精度0.01 N,铜箔样品长100 mm,宽15 mm,测量速度50 mm/min)。
1.2实验过程
将石墨、CMC、SBR与去离子水 (质量比95∶1∶2∶2)混合成均匀浆料,采用转移涂布机将浆料均匀涂覆于厚度为8 μm/6 μm的铜箔表面,涂布完成的极片在120℃真空烘干4 h、冷压、冲片,形成电池阳极。LiCoO2、Super-P、PVDF(质量比96∶2∶2)与NMP混合成均匀浆料,采用转移涂布机将浆料均匀涂覆于厚度为12 μm的铝箔表面,涂布完成的极片80℃真空烘干4 h后,进行冷压、分条、冲片形成电池阴极。将PE隔膜与制作好的阴/阳极片按Z字型交替叠片,叠好的电芯热封装于铝塑膜中,进行注液前真空烘烤,保证水分含量<4×10-4。注完电解液的电芯化成,截止电压为3.85 V。将制备的各组电芯在常温条件下,以0.5C充电倍率恒流充电至4.35 V,截止电流0.025C,并在湿度小于2%的常温条件下进行电池拆解,测量阳极片X、Y、Z方向尺寸。
1.3膨胀率计算
用二次元测量阳极片X、Y方向尺寸,千分尺测量Z方向厚度,在冲片以及电芯满充后分别测量。每片阳极在X、Y方向各测量7个点,Z方向即厚度方向,每条边沿距离边缘5 mm的线上各测7个点,每组实验电芯测量10片阳极片,冲片后测量值分别记为X0,Y0,Z0,满充拆解后测量值分别记为X1,Y1,Z1,每个极片测量位置如图1所示。

图1 阳极片测量示意图
膨胀率计算方法:

式中:B=X,Y,Z。
2 结果与讨论
2.1压实密度和涂布质量对阳极膨胀的影响
以压实密度和涂布质量为因子,各取三个不同水平,进行全因子正交实验设计(如表1所示),各组别其他条件相同。

?????????????????????????? ?? ?? 1 540.25 mm????/g ????/? ????/(g•cm) A A-1 0.140 8 1.5 B A-1 0.140 8 1.6 C A-1 0.140 8 1.7 F A-1 0.165 8 1.7 E A-1 0.165 8 1.6 D A-1 0.165 8 1.5 H A-1 0.190 8 1.6 G A-1 0.190 8 1.5 I A-1 0.190 8 1.7 ?????????????????????????? !"#
从图2(a)、(b)可以看出,电芯满充后,阳极片在X/Y/Z方向的膨胀率随着压实密度增大而增大。当压实密度从1.5 g/cm3提高到1.7 g/cm3时,X/Y方向膨胀率从0.7%增大到1.3%,Z方向膨胀率从13%增大到18%。从图2(a)可以看出,不同压实密度下,X方向膨胀率均大于Y方向,出现此现象的原因主要是由极片冷压工序导致,在冷压过程中,极片经过压辊时,根据阻力最小定律,材料受到外力作用时,材料质点将沿着抵抗力最小的方向流动,阳极片冷压时,阻力最小的方向为MD方向(极片的Y方向,如图3所示),应力在MD方向更容易释放,而TD方向(极片的X方向)阻力较大,辊压过程应力不易释放,TD方向应力较MD方向大。故导致电极片满充后,X方向膨胀率大于Y方向膨胀率.
另一方面,压实密度增大,极片孔隙容量降低(如图4所示),当充电时,阳极膜层内部没有足够的空间吸收石墨膨胀的体积,外在表现为极片整体向X、Y、Z三个方向膨胀。
从图2(c)、(d)可以看出,涂布质量从0.140 g/1 540.25 mm2增大到0.190 g/1 540.25 mm2,X方向膨胀率从0.84%增大到1.15%,Y方向膨胀率从0.89%增大到1.05%,Z方向膨胀率趋势与X/Y方向变化趋势相反,呈下降趋势,从16.02%降低到13.77%。说明石墨阳极膨胀在X、Y、Z三个方向呈现此起彼伏的变化规律,涂布质量变化主要体现在膜层厚度的显著变化。以上阳极变化规律与文献[17]结果一致,即集流体厚度与膜层厚度比值越小,集流体中应力越大。
2.2铜箔厚度对阳极膨胀的影响
选取铜箔厚度和涂布质量两个影响因子,铜箔厚度水平分别取6和8 μm,阳极涂布质量分别为0.140 g/1 540.25 mm2和0.190 g/1 540.25 mm2,压实密度均为1.6 g/cm3,各组实验其他条件均相同,实验结果如图5所示。
从图5(a)、(c)可以看出,两种不同涂布质量下,在X/Y方向8 μm铜箔阳极片膨胀率均小于6 μm,说明铜箔厚度增加,由于其弹性模量增加(见图6),即抗变形能力增强,对阳极膨胀约束作用增强,膨胀率减小。根据文献[17],相同涂布质量下,铜箔厚度增加时,集流体厚度与膜层厚度比值增加,集流体中的应力变小,极片膨胀率变小。而在Z方向,膨胀率变化趋势完全相反,从图5(b)可以看出,铜箔厚度增加,膨胀率增加;从图5(b)、(d)对比可以看出,当涂布质量从0.140 g/ 1 540.25 mm2增加到0.190 g/1 540.25 mm2时,铜箔厚度增加,膨胀率减小。铜箔厚度增加,虽然有利于降低自身应力(强度高),但会增加膜层中的应力,导致Z方向膨胀率增加,如图5 (b)所示;随着涂布质量增加,厚铜箔虽然对膜层应力增加有促进作用,但同时对膜层的约束能力也增强,此时约束力更加明显,Z方向膨胀率减小。
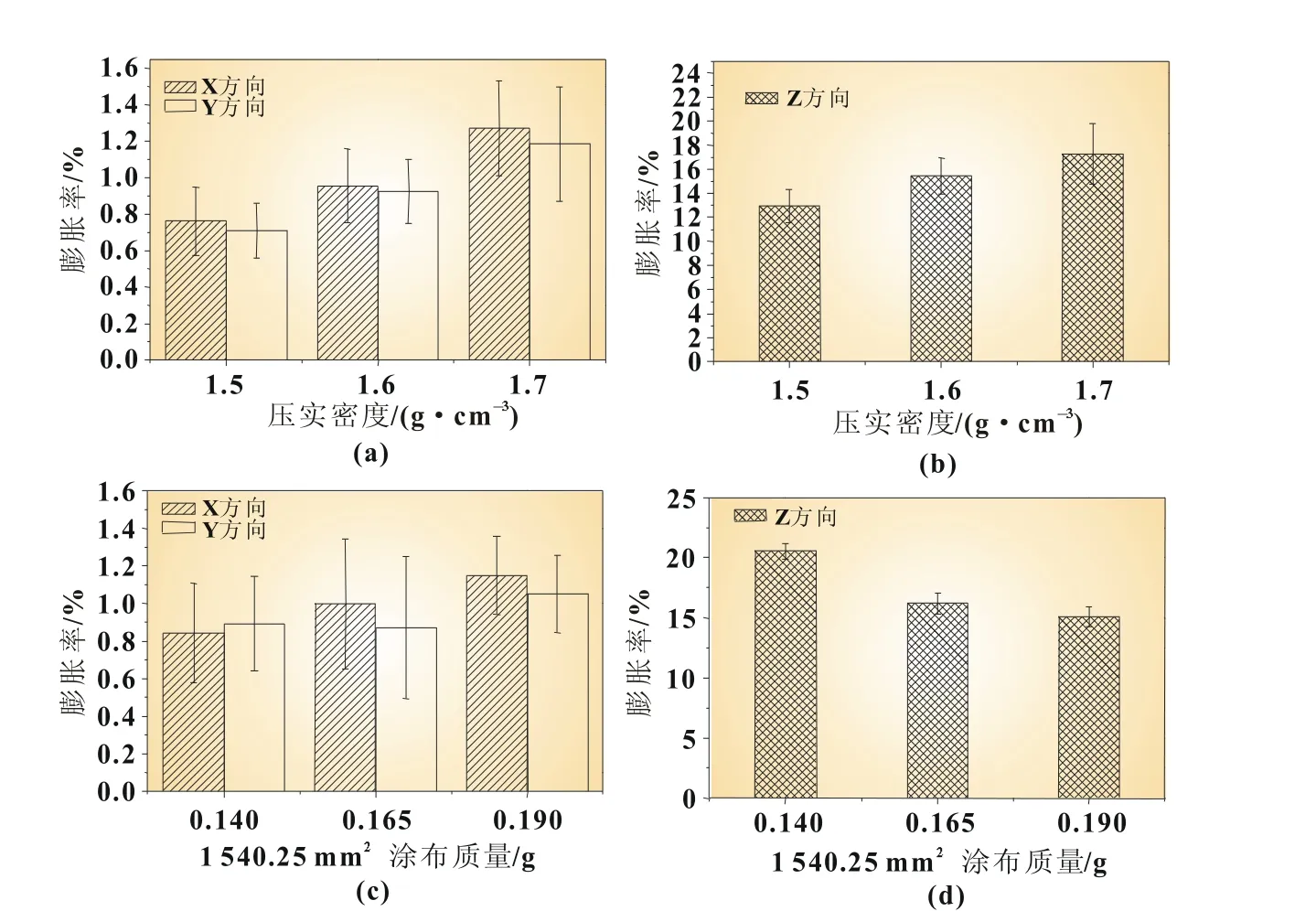
图2 阳极片在不同方向的膨胀率
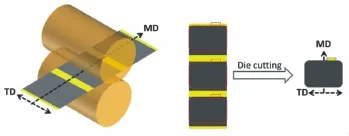
图3 阳极片冷压过程示意图

图4 不同压实密度下极片孔隙率变化

图5 铜箔厚度和涂布质量不同时阳极的膜膨胀率变化
2.3石墨类型对阳极膨胀的影响
采用5种不同类型的石墨进行实验 (见表2),涂布质量0.165 g/1 540.25 mm2,压实密度1.6 g/cm3,铜箔厚度8 μm,其他条件相同,实验结果如图7所示。从图7(a)可以看出,不同石墨在X/Y方向膨胀率差异较大,最小0.27%,最大1.14%,Z方向膨胀率最小15.44%,最大17.47%,X/Y方向膨胀大的,在Z方向膨胀小,同2.2节分析的结果一致。其中采用A-1石墨的电芯出现严重变形,变形比率20%,其他各组电芯未出现变形,说明X/Y膨胀率大小对电芯变形有显著影响。
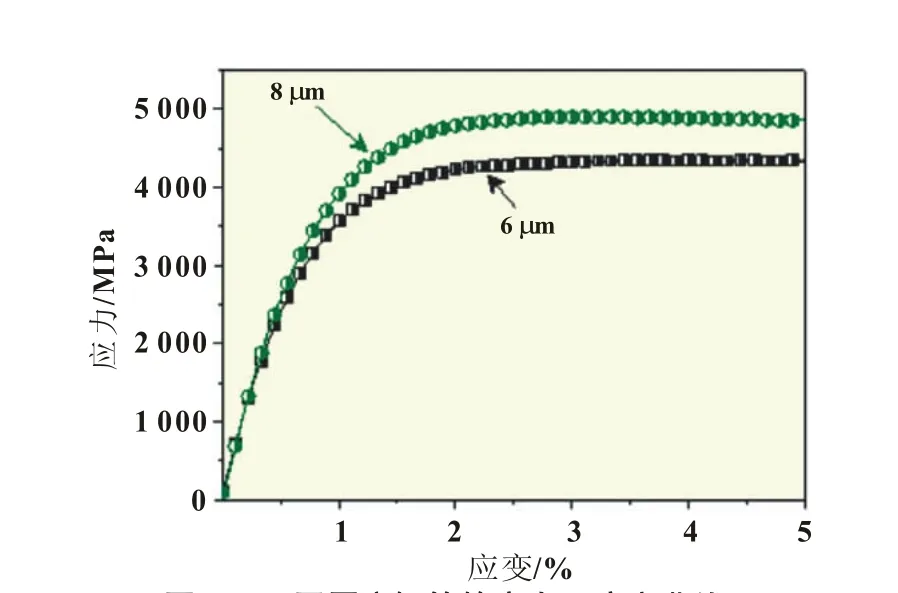
图6 不同厚度铜箔的应力-应变曲线
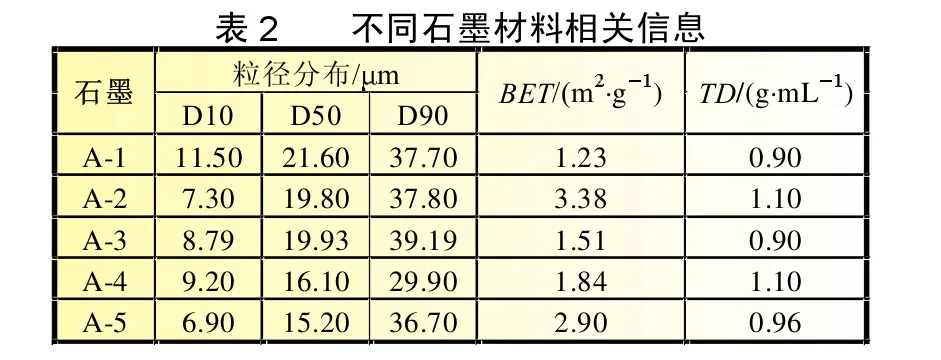
) TD/(g•mL )D10 D50 D90 BET/(m? ???????????????????? ????/m A-1 11.50 21.60 37.70 1.23 0.90 A-2 7.30 19.80 37.80 3.38 1.10 A-3 8.79 19.93 39.19 1.51 0.90 A-4 9.20 16.10 29.90 1.84 1.10 A-5 6.90 15.20 36.70 2.90 0.96
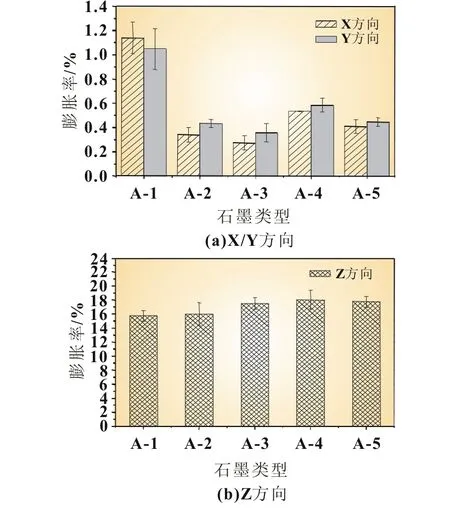
图7 不同石墨膨胀率
3 石墨阳极膨胀影响因素及机理讨论
锂离子电池在充电过程中电芯厚度增加主要归结为阳极的膨胀[18],阳极通常由石墨、粘接剂、导电碳组成,其中石墨材料本身的膨胀率达到~10%[19],造成石墨阳极膨胀率变化的主要影响因素包括:SEI膜形成、荷电状态(state of charge,SOC)、工艺参数以及其他影响因素。
(1)SEI膜形成
锂离子电池首次充放电过程中,电解液在石墨颗粒在固液相界面发生还原反应,形成一层覆盖于电极材料表面的钝化层(SEI膜),SEI膜的产生使阳极厚度显著增加,而且由于SEI膜产生,导致电芯厚度增加约4%[20]。从长期循环过程看,根据不同石墨的物理结构和比表面,循环过程会发生SEI的溶解和新SEI生产的动态过程,比如片状石墨较球状石墨有更大的膨胀率[21]。
(2)荷电状态
电芯在循环过程中,石墨阳极体积膨胀与电芯SOC呈很好的周期性的函数关系[22],即随着锂离子在石墨中的不断嵌入(电芯SOC的提高)体积逐渐膨胀,当锂离子从石墨阳极脱出时,电芯SOC逐渐减小,相应石墨阳极体积逐渐缩小。
(3)工艺参数
从工艺参数方面看,压实密度对石墨阳极影响较大,极片冷压过程中,石墨阳极膜层中产生较大的压应力,这种应力在极片后续高温烘烤等工序很难完全释放。电芯进行循环充放电时,由于锂离子的嵌入和脱出、电解液对粘接剂溶胀等多个因素共同作用,膜片应力在循环过程得到释放,膨胀率增大。另一方面,压实密度大小决定了阳极膜层空隙容量大小,膜层中孔隙容量大,可以有效吸收极片膨胀的体积,空隙容量小,当极片膨胀时,没有足够的空间吸收膨胀所产生的体积,此时,膨胀只能向膜层外部膨胀,表现为阳极片的体积膨胀。
(4)其他因素
粘接剂的粘接强度(粘接剂、石墨颗粒、导电碳以及集流体相互间界面的粘接强度),充放电倍率,粘接剂与电解液的溶胀性,石墨颗粒的形状及其堆积密度,以及粘接剂在循环过程失效引起的极片体积增加等,均对阳极膨胀有一定程度的影响。
4 结论
(1)增大压实密度,阳极片在满充过程中沿X/Y、Z三个方向膨胀率均增大,且X方向的膨胀率大于Y方向的膨胀率(X方向为极片冷压过程中的辊轴方向,Y方向为机器走带方向)。
(2)增加涂布质量,X/Y方向的膨胀率均有增大趋势,Z方向膨胀率减小;增加涂布质量会导致集流体中拉伸应力增大。(3)提高集流体强度,可以抑制阳极片在X/Y方向的膨胀。(4)不同类型石墨,在X/Y、Z三个方向膨胀率差异均较大,其中X/Y方向的膨胀大小对电芯变形影响较大。
[1]ZANG J L,ZHAO Y P.A diffusion and curvature dependent surface elastic model with application to stress analysis of anode in lithium ion battery[J].International Journal of Engineering Science, 2012,61:156-170.
[2]CUI Z,GAO F,QU J.A finite deformation stress-dependent chemical potential and its applications to lithium ion batteries[J].Journal of the Mechanics and Physics of Solids,2012,60(7):1280-1295.
[3]ZHANG X,WEI S,ANN M S.Numerical simulation of intercalation-induced stress in Li-ion battery electrode particles[J].Journal of the Electrochemical Society,2007,154(10):A910-A916.
[4]ZHANG X,ANN M S,WEI S.Intercalation-induced stress and heat generation within single lithium-ion battery cathode particles [J].Journal of the Electrochemical Society,2008,155(7):A542-A552.
[5]DESHPANDE R,CHENG Y T,VERBRUGGE M W.Modeling diffusion-induced stress in nanowire electrode structures[J].Journal of Power Sources,2010,195(15):5081-5088.
[6]HU Y,ZHAO X,SUO Z.Averting cracks caused by insertion reaction in lithium-ion batteries[J].Journal of Materials Research,2010, 25(6):1007-1010.
[7]XIAO X,WU W,HUANG X.A multi-scale approach for the stress analysis of polymeric separators in a lithium-ion battery[J].Journal of Power Sources,2010,195(22):7649-7660.
[8]ZHANG LQ,LIU X H,LIU Y,et al.Controlling the lithiation-induced strain and charging rate in nanowire electrodes by coating[J]. ACS Nano,2011,5(6):4800-4809.
[9]ZHAO K,WANG W L,GREGOIRE J,et al.Lithium-assisted plastic deformation of silicon electrodes in lithium-ion batteries:a first-principles theoretical study[J].Nano Letters,2011,11(7):2962-2967.
[10]ZHAO K,PHARR M,HARTLE L,et al.Fracture and debonding in lithium-ion batteries with electrodes of hollow core-shell nanostructures[J].Journal of Power Sources,2012,218(15):6-14.
[11]LIU D,WANG Y,XIE Y,et al.On the stress characteristics of graphite anode in commercial pouch lithium-ion battery[J].Journal of Power Sources,2013,232(12):29-33.
[12]CHRISTENSEN J,NEWMAN J.Stress generation and fracture in lithium insertion materials[J].Journal of Solid State Electrochemistry,2006,10(5):293-319.
[13]CHRISTENSEN J,NEWMAN J.A mathematical model of stress generation and fracture in lithium manganese oxide[J].Journal of the Electrochemical Society,2006,153(6):A1019-A1030.
[14]ZHANG N,TANG H.Dissecting anode swelling in commercial lithium-ion batteries[J].Journal of Power Sources,2012,218(12): 52-55.
[15]SIEGEL J B,STEFANOPOULOU A G,HAGANS P,et al.Expansion of lithium ion pouch cell batteries:observations from neutron imaging[J].Journal of the Electrochemical Society, 2013,160(8):A1031-A1038.
[16]LEE J H,LEE H M,AHN S.Battery dimensional changes occurring during charge/discharge cycles-thin rectangular lithium ion and polymer cells[J].Journal of Power Sources,2003,119:833-837.
[17]ZHANG J,LU B,SONG Y,et al.Diffusion induced stress in layered Li-ion battery electrode plates[J].Journal of Power Sources, 2012,209:220-227.
[18]REIMERS J N,DAHN J R.Electrochemical and in situ X‐ray diffraction studies of lithium intercalation in LixCoO2[J].Journal of the Electrochemical Society,1992,139(8):2091-2097.
[19]OHZUKU T,IWAKOSHI Y,SAWAI K.Formation of lithiumgraphite intercalation compounds in nonaqueous electrolytes and their application as a negative electrode for a lithium ion(shuttlecock)cell[J].Journal of the Electrochemical Society,1993,140(9): 2490-2498.
[20]BESENHARD J O,WINTER M,YANG J,et al.Filming mechanism of lithium-carbon anodes in organic and inorganic electrolytes[J].Journal of Power Sources,1995,54(2):228-231.
[21]MAJIMA M,TADAT,UJIIE S,et al.Design and characteristics of large-scale lithium ion battery[J].Journal of Power Sources, 1999,81:877-881.
[22]LEE J H,LEE H M,AHN S.Battery dimensional changes occurring during charge/discharge cycles-thin rectangular lithium ion and polymer cells[J].Journal of Power Sources,2003,119(6): 833-837.
Expansion behavior of anode graphite in Li-ion battery
CHI Cai-xia1,ZHANG Shuang-hu2
(1.School of Food and Pharmaceutics,Suihua University,Suihua Heilongjiang 152061,China;2.Manufacturing&Research Department, Amperex Technology Limited,Ningde Fujian 352100,China)
Graphite anode expansion ratio(AER)was studied from the aspects of press density,coating weight, thickness of copper foil and graphite types based on stacking cell during the full charging process.Anode sheet dimensions before and after charging were measured with TDMI(Two Dimension Measuring Instrument)in X/Y direction,with micrometer in Z direction and calculated AER subsequently.The mechanical properties of cu foil with different thickness were tested.Experimental results show that AER rise with increasing density in three directions and AER value in X direction is larger than that of Y direction.Increasing coating weight(CW)would lead to AER have a increasing trend in X/Y direction while converse situation occurred in Z direction.The AER in X/Y direction could be restrained by increasing cu foil strength,AER was decreased with a lower CW and increased in a higher CW.Great changes of AER existed in X/Y/Z direction with different types of graphite.AER increasing in X/Y direction was a dominant cause for cell deformation.Effect factors and mechanism that led to anode expansion were analyzed and discussed.
prismatic cell;anode expansion;cell deformation;lithium ion battery;graphite type
TM 912
A
1002-087 X(2016)01-0053-04
2015-06-12
黑龙江省教育厅科学技术研究项目(12541937);绥化市科技计划项目(2015)
迟彩霞(1981—),女,山东省人,讲师,主要研究方向为功能材料的制备与应用。
张双虎,E-mail:zhangsunhoo@126.com在高倍率极端条件下的膨胀与容量衰减关系也做了研究。Lee 等[16]采用专门装置测量了锂离子电池循环过程中的体积变化,发现电池膨胀主要由两部分组成,一是不可逆的厚度增加,对应于初始固体电解质相界面膜(solid electrolyte nterphase,SEI)的形成,二是随着电池荷电状态而发生的可逆厚度变化。
