超声能-电阻热复合焊电源控制系统设计
2016-09-08何希聪曹彪崔晓宇
何希聪,曹彪,崔晓宇
(华南理工大学 机械与汽车工程学院,广东 广州 510640)
超声能-电阻热复合焊电源控制系统设计
何希聪,曹彪,崔晓宇
(华南理工大学 机械与汽车工程学院,广东 广州510640)
为满足超声能-电阻热复合焊接的工艺需求,设计了以DSP为核心的复合焊电源控制系统,通过调节两组四路PWM信号,分别控制两个逆变器,实现超声振动及复合电流的控制与调节。文中介绍了复合焊电源主电路、控制系统的构成以及控制软件的结构、能量复合的波形设计,并给出了实际输出能量波形的测试结果。结果表明,电源输出波形设定灵活,能量输出稳定,适用于超声-电阻热复合焊接。
超声能-电阻热复合焊接;电源;控制系统;波形控制
随着有色金属微型零件在现代工业生产中的应用越来越广泛,对有色金属微型零件的焊接方法的研究也越来越多,其中比较常用的两种焊接方法是超声金属焊和电阻焊。超声金属焊受到了功率的限制,而电阻焊对铜铝等导电导热性好的材料焊接工艺性能差[1],这些不足制约了超声金属焊及电阻焊在有色金属焊接方面的应用。
国内外对超声金属焊接原理的研究表明,焊接接触面氧化膜的破碎去除,界面处金属在超声及摩擦热能作用下发生的塑性变形量是影响超声焊接接头强度的重要因素[2]。针对有色金属薄件焊接现状,结合超声金属焊接及电阻点焊的特点,有研究者提出超声-电阻热复复合焊接方法,向工件同时施加超声振动与电流,通过两种能量的有机复合,来提高焊接性能。
目前,以相互独立的超声电源与电阻焊电源组合的复合焊电源系统,存在参数输入繁琐,复合能量可控性差等不足。为满足超声-电阻热复合焊接过程中对能量复合时序以及能量大小的控制需求,设计出以DSP为核心的超声-电阻热复合焊电源控制系统,通过对超声振幅及复合电流输出进行协同控制,提高了复合能量的可控性,简化了复合焊电源系统,使焊接参数输入更加便捷,更好地满足了超声-电阻热复合焊接的需求。
1 复合焊电源系统结构
超声-电阻热复合焊电源系统结构可由图1表示,主要包括控制系统和主电路两部分。如图1所示,复合焊电源主电路可根据不同输出分为超声主电路和电阻焊主电路,两者皆采用逆变式,包含整流、滤波、逆变、变压器、次级调理电路等模块,两者共用一个输入整流滤波模块。

图1 复合焊电源系统结构图Fig.1 System structure of hybrid welding power supply
复合焊电源工作原理为:工频交流电经整流滤波后形成低纹波直流电压,供两路逆变桥使用。直流电压经由4个MOSFET组成的全桥逆变电路转换为高频方波电压,由超声变压器升压后送进匹配电路进行滤波调理,最后输出高频正弦信号用以驱动压电换能器。另外一路,整流滤波后的直流电压则进入到由4个IGBT组成的全桥逆变电路,经过电阻焊变压器的降压后形成中频交流电,再由次级整流电路整流成直流电,提供给负载使用。
超声逆变桥采用移相控制方式,电阻焊逆变桥则采用有限双极性控制方式,两个逆变桥都工作在软开关状态,电路损耗小。
2 电源控制系统
电源控制系统如图2所示。系统以高性能DSP芯片dsPIC33FJ64GS610作为控制核心,包括采样电路,鉴相电路,以AD9850为核心的DDS电路,以UC3879为核心的移相脉冲产生电路,驱动电路,按键及LCD显示等。通过按键和LCD组成的人机界面可以方便地设定各种参数,显示电源状态等。利用串行通信接口可以方便地向PC发送数据,把测试结果保存在PC,也可以接受PC发送的参数。
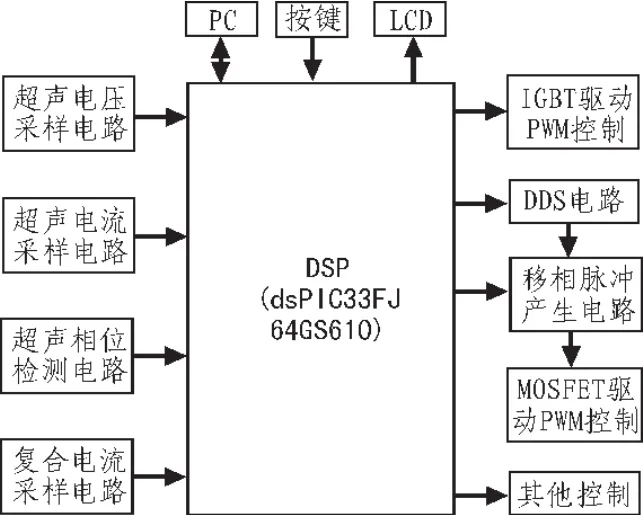
图2 控制系统框图Fig.2 Block diagram of control system
2.1采样电路
为实现对电源输出的闭环控制,控制系统对超声换能器两端的电压及电阻焊电流进行采样处理。换能器两端电压经过电阻分压,电阻焊变压器初级电流经过霍尔传感器及采样电阻转换为电压信号,两路信号经隔离后进入控制系统,经有效值处理后通过AD采样通道进入DSP。DSP以这两个信号作为控制量,对驱动信号进行调整,从而调节电源的输出。各路采样电路均采用隔离电路,使采样信号可以共地,避免了高频干扰对控制系统造成影响[3]。
2.2鉴相电路
在超声金属焊接中,当换能器处于谐振状态下对外呈纯阻性[4],此时,换能器两端的电流电压相位差为0,因此可根据换能器两端电压及流经电流相位差关系,对频率进行控制。换能器两端的瞬时电压信号U(t)及电流信号I(t),经隔离后由双电压比较器LM393转换成方波信号,然后进入到由D触发器及异或门组成的相位检测电路,如图3所示。
澳大利亚汽车维修市场正在以前所未有的速度变化着。保险公司在市场中非常负责,不断完善其认证的维修网络,保险公司更倾向于固定维修价格。经营规模较大的维修实体,其效率和购买力使得小规模、单一独立型维修店经营困难,近乎闭店。汽车上越来越复杂的技术应用,对于维修厂来说是机遇,也是挑战。那些不投资技术培训、不了解重新校正/车辆诊断等维修步骤的维修厂,将逐渐被市场淘汰。
异或门输出的正脉宽反映电流电压相位差大小,D触发器输出的高低电平则代表超前滞后关系。DSP利用输入捕捉端口IC2对异或门输出的正脉宽进行捕捉处理,再根据电流电压的超前滞后关系,计算出瞬时电流电压的相位关系,进而对频率进行修改。
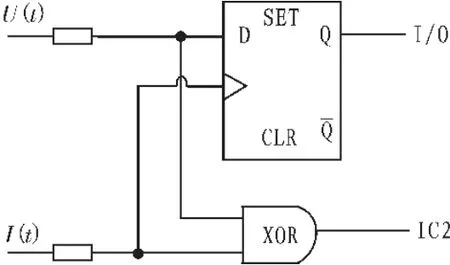
图3 相位检测电路Fig.3 Phase detecting circuit
2.3DDS电路
DDS(Direct Digital Synthesizer)技术是一种利用数字技术和计算机技术实现的新一代频率合成方法[5],主要由可编程DDS电路、高性能模数转换器(ADC)和低通滤波器(LPF)等组成,具有反应速度快,精度高等特点,在125 MHz的参考时钟下,其频率分辨率达0.0291 Hz。DSP根据相位差信息向DDS电路输出相应的频率控制字,DDS合成相应频率的方波信号为UC3879提供外部时钟信号,从而改变超声逆变桥的驱动频率。
2.4PWM产生和驱动
控制系统输出两组四路PWM信号分别控制两个全桥逆变器,其中四路由DSP自带的高速PWM模块产生,经驱动电路的隔离放大后控制电阻焊逆变桥,另外四路则由移相脉冲电路产生,经驱动电路隔离放大后驱动超声逆变桥。
DSP根据电阻焊变压器初级电流有效值与预设值的差量对PWM占空比进行控制,实现复合电流的稳定输出。
移相脉冲产生电路输出PWM信号频率由DDS电路控制,移相角则由DSP控制。DSP根据相位差信号修改频率控制字,实现移相PWM的频率控制,根据换能器两端电压有效值与预设值的差量对移相角进行控制,进而对超声电功率调节。
3 控制软件设计
软件系统流程如图4所示。先由键盘输入预置的复合焊波形参数,焊接过程开始后在实现超声频率实时跟踪的基础上,对实际输出的超声电压及复合电流进行采样,并与给定值进行比较、运算,根据偏差结果调整驱动信号,对超声电压及复合电流进行实时的控制和调节。同时,系统在工作过程中,一旦发生电压或者电流异常,立即关断一切驱动信号输出,停止焊接,进入报警状态,并显示故障信息。
超声-电阻热复合焊接并非只是超声振幅与电阻焊电流的简单叠加,在焊接过程中,有振幅幅值及输出时间,复合电流幅值及输出时间4个焊接参数,焊接参数的不同组合,可产生多种能量复合方式,适应不同的焊接工艺。
在谐振状态下,换能器输出的振幅正比于其两端电压[6-9],因此可通过换能器两端电压来对超声振幅进行控制。在实际焊接之前,可通过键盘和液晶屏对超声电压、复合电流以及对应的输出时间进行预设,实现复合焊波形的设计,如图5所示。
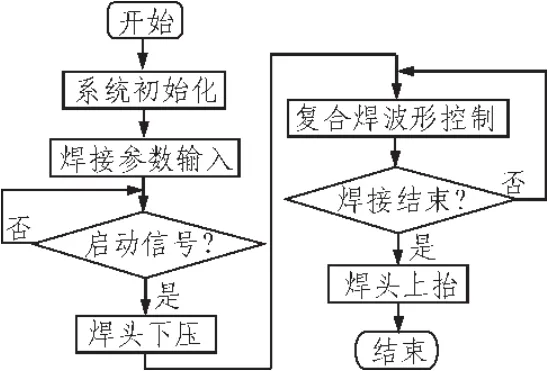
图4 控制软件流程图Fig.4 Flow chart of software system

图5 复合焊能量波形设计示意图Fig.5 Diagram of hybrid energy wareform
图中,P表示压力,U表示超声电压,I表示电阻焊电流,t表示焊接时间。电源可设定三段超声电压,以及对应的输出时间,其中t0为延时触发时间;可设定三段复合电流值,以及对应的输出时间,其中t5为延时触发时间,t7和t9为脉冲间隔时间。
可通过设置t0和t5的来精确控制超声振动与复合电流输出的前后顺序,通过不同幅值和输出时间的组合设置,可设计不同的复合焊能量波形,适应不同的超声-电阻热复合焊工艺需求。
4 实验结果及分析
采用自制复合焊电源,采用YP5015-4Z换能器,谐振频率约为25 kHz,复合电流通过换能器变幅杆及焊接下砧板进行复合,按照图6的连接方式进行复合焊接实验,利用激光位移传感器对超声振幅进行测量,振幅信号及复合电流信号通过数据采集卡进行同步采集测量。
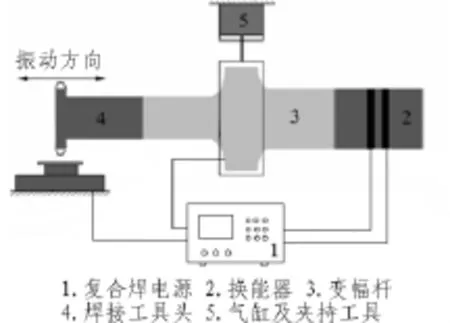
图6 焊接系统连接示意图Fig.6 Diagram of the hybrid welding system
通过键盘设定一种焊接工艺参数,并对电源输出的实际能量波形进行测量,测量波形如图7所示。
从图7可以看出,复合焊电源可输出三段复合电流,可驱动换能器输出三段超声振幅,实际输出的复合能量波形与设计波形的基本一致,三段电流输出平稳,三段振幅输出稳定。根据焊接材料、厚度的不同,可以通过对超声电压、复合电流以及复合时序进行调整,来获取不同的能量复合波形,满足实际的工艺需求。
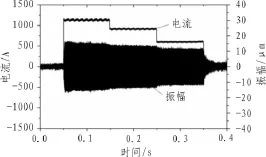
图7 实际焊接能量复合波形Fig.7 Wareform of actual welding current and vibration
根据超声振幅和复合电流输出的先后顺序,可分为复合电流超前和超声振动超前两种能量复合方式。复合电流超前于超声振幅输出,利用电阻热对焊件焊点提前进行加热软化再加入超声振动,有利于加速焊件接触面氧化膜的破碎去除,能量复合波形如图8(a)所示。超声振动超前于复合电流输出,在超声振动提前作用在焊件一段时间,氧化膜破除后接触面出现新界面,此时加入复合电流,则有利于直接提高焊接温升,增加塑性变形量,能量复合波形如图8(b)所示。
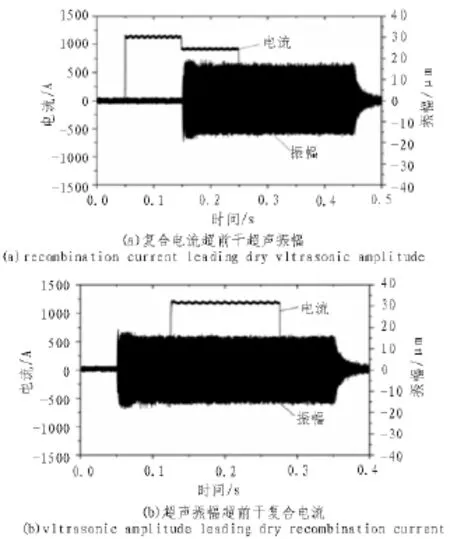
图8 不同的能量复合波形Fig.8 Wareforms of different energy output
5 结 论
根据超声-电阻热复合焊接的特点,设计了基于DSP为控制核心的复合焊电源控制系统,对超声振幅及复合电流进行协同控制。实验结果表明,复合焊电源输出稳定,能量输出及复合时序灵活可调,具有参数设置方便,能量复合波形设计多样化等优点,能够满足不同的焊接工艺需求。
[1]赵锡华.压力焊[M].北京:机械工业出版社,1989.
[2]尹天罡.超声电阻复合焊动态信息测试及过程行为分析[D].广州:华南理工大学,2013.
[3]曾敏,陈小红,曹彪,等.一种微弧氧化逆变电源控制系统[J].华南理工大学学报,2009,37(2):40-43.
[4]胡武林,曹彪,杨景卫.超声波焊接电源频率跟踪与调节[J].电焊机,2014,7(4):47-51.
[5]朱武,张佳明,许立衡.基于直接数字合成技术超声电源技术的研究[J].应用声学,2008,4(27):299-304.
[6]C.Volsencu.Control System for Ultrasonic Welding devices [C].2008 IEEE International Conference on Automation,Quality and Testing,Robotics,2008:135-140.
[7]金永镐,郑培民.基于双同步斩波模式的LED声控灯驱动电源设计[J].电子科技,2015(5):60-62,67.
[8]张凯,杜云.基于PLC的电源终端控制设计[J].电子设计工程,2014(23):84-86.
[9]吴敏杰,冯起,袁乃昌.TMS320C6678 DSP的电源设计[J].电子设计工程,2015(11):128-131.
Control system of the ultrasonic-resistance hybrid welding power supply
HE Xi-cong,CAO Biao,CUI Xiao-yu
(School of Mechanical and Automotive Engineering,South China University of Technology,Guangzhou 510640,China)
To meet the requirement of the ultrasonic-resistance hybrid welding,a hybrid welding power supply control system based on DSP was designed,two groups of adjustable PWM signals in four lines respectively drive two inverter circuits to control the ultrasonic vibration and the hybrid current.The main power circuit,control circuit,control software and the ultrasonic vibration-current waveform designed for the hybrid welding are introduced in this paper.Experiments show that the ultrasonic vibration-current waveform can be set flexibly,and the output of the hybrid welding power supply is stable.
ultrasonic-resistance hybrid welding;power supply;control system;waveform control
TN86
A
1674-6236(2016)01-0175-03
2015-03-30稿件编号:201503450
国家自然科学基金项目(51175184)
何希聪(1990—),男,广东佛山人,硕士。研究方向:数字化电源装备及智能控制技术。
