莱钢3 200 m3高炉溜槽变形事故的处理
2016-09-08弭希雨
弭希雨
(莱芜钢铁集团银山型钢炼铁厂,山东 莱芜 271104)
莱钢3 200 m3高炉溜槽变形事故的处理
弭希雨
(莱芜钢铁集团银山型钢炼铁厂,山东 莱芜 271104)
作为无料钟炉顶最重要部件之一的旋转布料溜槽,担负着直接向炉内布料的任务。在无料钟炉顶高炉生产中,溜槽变形、磨漏等事故屡见不鲜。一旦溜槽出现破损、脱落等状况,必然会影响或打乱炉内布料规律,最终导致煤气流分布失常,炉况出现波动。如果处理不及时或不得当,将影响高炉正常生产,严重时会造成炉凉,甚至炉缸冻结。对莱钢3200m3高炉布料溜槽变形导致炉况波动的原因进行了分析,并对处理经验进行了总结,研究了溜槽变形时的炉内状态、判断准则以及处理方法,做到早发现、早处理,避免炉况波动。
高炉;溜槽;变形
莱芜钢铁集团银山型钢炼铁厂(以下简称莱钢)3 200m3高炉于2010年3月16日开炉投产,实现了48h全风、3d喷煤和4d达产的高效业绩,并顺利实现了月达产。莱钢3 200m3高炉采用了先进的工艺技术和设备,包括:俄罗斯卡鲁金顶燃式热风炉;煤气处理全干法布袋除尘;环保型INBA法渣处理系统;炉体采用薄壁炉衬,高炉冷却壁7~12段采用铜冷却壁,13~17段为铸铁冷却壁,软水密闭循环系统冷却;炉缸配备了俄罗斯的高炉炉底和炉缸烧蚀状况自动监测与自动报警系统;炉顶采用卢森堡PW串罐式无料钟技术。
随着炼铁技术的发展,无料钟炉顶因布料方式灵活、易于维护和适合高顶压操作等诸多优点而被广泛采用。作为无料钟炉顶最重要部件之一的旋转布料溜槽,担负着直接向炉内布料的任务。在无料钟炉顶高炉生产中,溜槽变形、磨漏等事故屡见不鲜。一旦溜槽出现破损、脱落等状况,必然会影响或打乱炉内布料规律,最终导致煤气流分布失常,炉况出现波动。如果处理不及时或不得当,将影响高炉正常生产,严重时会造成炉凉,甚至炉缸冻结。2012年2月,莱钢3 200m3高炉突发溜槽变形事故,由于分析判断准确,处理及时得当,炉况并没有出现大的波动,避免了较大的经济损失。结合这次溜槽变形事故,本文研究了溜槽变形时的炉况表现、判断准则以及应急处理方法。
1 溜槽变形前后的炉内状态变化与分析判断
莱钢3 200m3高炉溜槽于2011年6月更换,到2012年2月变形损坏时,共使用了8个多月。由于高炉在正常生产中无法直接观察溜槽破损状态,因此溜槽损坏与否很难直接发现。尤其是在磨漏初期时,由于漏料少,更难以察觉,甚至有时误判为是原燃料变化等引起的炉况波动而调整了正常的操作制度,从而进一步导致高炉炉况不稳。溜槽损坏与否,一般只能通过炉内煤气流变化及炉况表现来综合判断。
1.1溜槽变形前的炉况表现
溜槽变形前的炉况表现如下:1)2月17日白班压量关系宽松,风量6 200m3/min,压差<179kPa,透气性指数为34.7~36;2)炉顶成像观察中心气流偏弱,次中心点的温度由16日的544 ℃下降到390 ℃,燃料比由16日前505~510kg/t的水平下降到500~505kg/t;3)入炉焦比为330kg/t,煤比>175kg/t,各层冷却壁温度稳定,渣铁温度充足,17日白班下渣后平均铁水温度为1 521 ℃。2月1日—17日燃料比变化趋势图如图1所示。

图1 2月1日—17日燃料比变化趋势图
1.2溜槽变形后炉况的表现
从2月17日中班16∶03开始,高炉炉身上部铸铁冷却壁突然出现大幅度波动现象,13段冷却壁共10个测温点,其中9个点温度同时上升(见图2),从16∶40开始,14段3个点(共10个点)温度同时上升, 此后15、16和17段(共10个点)各有 3个点温度开始上升,6~12段铜冷却壁基本稳定。此次冷却壁波动主要表现为,在炉况稳定顺行且外界条件没有明显变化的前提下,波动的突然性和圆周性强,而且波动幅度大。

图2 莱钢3 200 m3高炉13、14段冷却壁波动历史趋势图
17日中班开始炉内煤气流不稳,高炉不接受风量,风压波动大,在压差正常的情况下分别于19∶55、22∶02及18日夜班0∶15,高炉上部出现3次小气流;高炉采取大幅度减风和大幅度退负荷的措施。风量由原来的6 200m3/min减少到5 200m3/min,焦比由330kg/t调整为386kg/t;但冷却壁温度波动仍然没有减轻的趋势。17日炉况变差后风量及负荷调剂情况见表1。
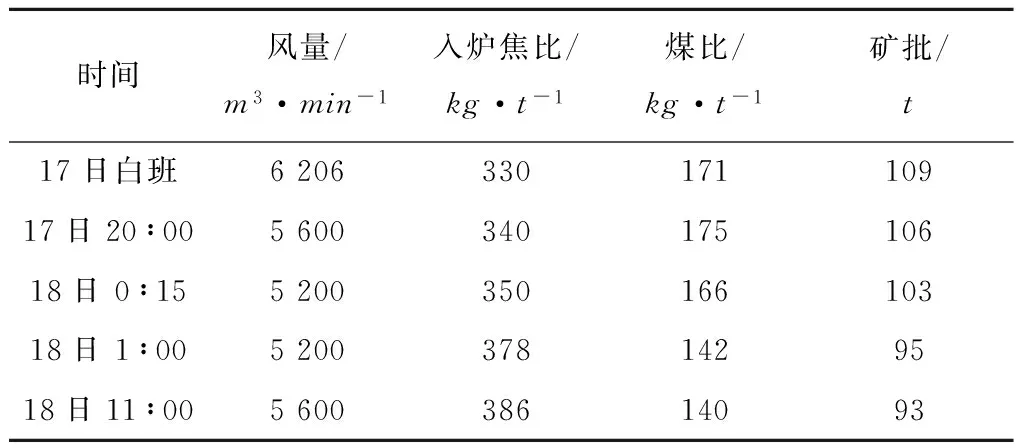
表1 17日炉况变差后风量及负荷调剂情况
探尺呈周期性偏尺,边缘气流发展,从炉顶成像观察中心气流偏弱,十字测温边缘第1点也呈周期性波动。由16~18日11点十字测温东1点平均温度可以看出(见图3),从17日白班10点开始,十字测温东1点成每4h周期性波动一次,而且和高炉布料溜槽4h/次倒正反转在时间上呈对应关系。

图3 16—18日11点十字测温东1点平均温度
2 溜槽变形确定后高炉的操作
2.1溜槽变形的判断过程
高炉上部气流分布调节是通过变更装料制度,即装入顺序、装入方法、旋转溜槽角度、料线、批重和配料比等手段,调整炉料在炉喉截面的分布,从而使气流分布更合理,以充分利用煤气能量,达到高炉稳定顺行、高效生产的目的[1]。
莱钢3 200m3高炉在外界条件相对比较稳定的前提下,开始出现煤气流分布失常,炉身上部冷却壁大幅波动,炉顶十字测温边缘温度呈4h/次周期性波动,以及边缘气流上升较多的情况,高炉排查原燃料、仪表、气密箱、冷却制度、高炉操作制度和渣铁排放均无异常,采取了减轻焦炭负荷提高入炉焦比,以及每2h/次附加2t焦炭到中心引导中心气流等措施,效果均不明显;因此,综合判断高炉的波动是因上部装料制度出现大的变化,引起炉内煤气流发生变化所致,结合溜槽使用的时间,判断溜槽已出现较大损坏。
2.2休风检查溜槽
2月18日白班12∶15—14∶35,休风炉顶点火,检查布料溜槽。检查发现溜槽已经严重变形,反转时炉料会从溜槽的一侧散落出来,对炉料落点有严重影响,布料严重混乱。溜槽裂开的宽度达到300mm,断开处U槽深度方向上相差410mm,溜槽另一侧仅仅剩余2个24mm联接螺栓,随时有掉落可能。正常溜槽U槽深度为630mm,变形后的溜槽U槽实际深度为220mm,造成溜槽反转时一部分炉料散落在外,引起布料混乱。
2.3溜槽改正转(顺时针)后炉况表现
2.3.1炉况表现
当确定高炉溜槽出现损坏是本次炉况波动的原因之后,决定休风更换溜槽。高炉休风尤其是长期休风前炉况顺行与否,直接影响高炉复风后炉况恢复的进度与顺利程度。休风前炉况顺行,则有利于复风后合理煤气分布,利于软熔带的合理形成。为减少高炉的恢复难度,决定先复风投休风料。2月18日14∶35,复风投休风料为更换溜槽做准备,复风后将溜槽改为始终正转,正转期间加强炉顶成像以及十字测温各点的监测,避免溜槽掉落时不能及时发现,造成大的炉况波动。复风溜槽始终改正转后炉况的表现:1)复风后4~5h各层冷却壁温度逐渐趋于稳定;2)东十字测温边缘平均温度由90~100 ℃下降到55~70 ℃;3)压量关系平稳,改正转4.5h后,探尺偏尺消除,风量维持在6 000~6 050m3/min。
2.3.2原因分析
高炉布料操作是高炉生产中极为重要的操作技术之一,通过炉料在炉喉分布的调整,达到煤气流分布更加合理,提高煤气利用率的作用。体现在炉喉温度低且四点温度差值不大,炉衬温度稳定,以及渣皮不出现周期性脱落。合理布料制度首先体现在每次布料炉喉径向和圆周方向料层厚度均匀[2];还体现在矿/焦比在炉喉径向分布合适,即边缘高、中间区域平坦、中心区域低;也体现在料面形状理想,即边缘平台宽度适当、料层不出现滑坡现象,尤其是保证焦炭平台宽度在0.8~1.2m,保证料面既不是M型,也不是V型。
在溜槽损坏初期,由于溜槽变形而导致中心焦量不足,中心气流减弱趋势,煤气利用率略有上升,燃料比下降。随着损坏程度的严重以及中心气流的进一步弱化,边缘气流开始不稳,表现为上部冷却壁温度大范围升高。随着乱料比例增加,尽管也采取了减轻焦炭负荷的措施,但是仍然没有改善炉内煤气流分布,出现了3次边缘小管道。而休风确认溜槽出现问题以后,采取了溜槽改正转等关联措施,搭建了合理的矿焦平台,使得高炉各项参数逐步趋于正常,同时也为更换溜槽以后的快速恢复奠定基础。
2.4休风更换布料溜槽及恢复
2月18日22∶05—19日14∶35,高炉休风更换了布料溜槽,复风后冷却壁温度很快趋于稳定,风量、透气性指数、燃料比和产量都很快恢复到正常的状态,具体指标见表2。

表2 19日高炉复风后主要经济指标
3 此次溜槽事故的反思
从莱钢3 200m3高炉本次布料溜槽一侧断裂后炉况的表现来看,当布料溜槽变形时炉况有如下特点:1)在炉况比较正常的情况下,高炉各层冷却壁温度产生突然性波动,冷却壁温度波动表现出圆周性强,且各点冷却壁温度上升速度快,13段最快的点达到2.36 ℃/min;2) 在排查原燃料、仪表、气密箱、高炉操作制度和冷却制度均无异常时,大幅度减风和大幅度减轻焦炭负荷后对稳定冷却壁温度效果不明显;3) 在压差正常的情况下,炉况容易出上部小气流,十字测温边缘点温度波动和溜槽正反转呈对应关系,溜槽改为始终正转后4~5h各层冷却壁温度趋于稳定,探尺偏料消除。出现以上一种或几种情况的组合时应及时分析并查找原因。在确定外界其他因素都正常的情况下,果断休风检查布料溜槽的运行情况,避免因发现不及时而造成严重的炉况失常,乃至炉凉炉缸冻结等事故。
4 结语
通过上述研究,得出结论如下。
1)应加强对原燃料的成分及理化性能的关注。在外部条件变化时,将原燃料波动信息及时传递给高炉,为高炉参数的及时调整争取时间,减小甚至消除不利影响,实现高炉的长期稳定顺行。
2)炉况失常应及时查找原因,在调整操作制度的同时,还应密切关注设备的运行状况,利用现有手段及时发现故障,并消除由设备原因导致的炉况波动。
3)应加强溜槽的质量管理。溜槽衬板应具备耐热、耐磨和耐冲击等性能,并采用特殊的铸造和热处理工艺;应规范使用溜槽布料模式,严格遵守安全料线制度;应控制顶温,当顶温>250 ℃时应采取措施降温保护炉顶设备;应对溜槽的更换、使用情况建立台账和定期检查制度;建立布料溜槽损坏的应急预案,以预防恶性事故的发生。
4)采用高性能的炉顶摄像设备,其应具备在高炉各种工况条件下能较好观察炉内状况的能力,以便及时发现溜槽等炉内设备的异常情况。当炉顶成像坏了不能使用,炉况又有反常时,首先要怀疑溜槽工作状况是否正常,必要时采取休风检查措施。
[1] 周传典.高炉炼铁生产技术手册[M].北京:冶金工业出版社,2008.
[2] 刘云彩.高炉布料规律[M].北京:冶金工业出版社,2005.
责任编辑马彤
TheTreatmentof3 200m3BlastFurnaceChuteDeformationAccident
MIXiyu
(TheSectionSteelIronmakingPlantofLaiwuIronandSteelGroupCorporation,Laiwu271104,China)
Thedistributorchutebellisoneofthemostimportantpartsofthefurnacetop,andithasthetasktodirectlycontrolthematerial.Inbelllesstopblastfurnaceproduction,thedeformation,wearandleakaccidentofchuteisoftenseen.Oncethechuteisbrokenorfelloff,itwillinevitablyaffectordisruptthedistributinglawofthefurnace,resultingingasflowdistribution,furnaceconditionfluctuation.Ifthetreatmentisnotintimeornotproperly,itwillaffectthenormalproductionoftheblastfurnace,andcancauseseverecoolingofthefurnacehearthfreeze.Thedeformationcauseoffurnaceconditionfluctuationisanalyzedfor3 200m3Laiwusteelchute,andthetreatmentexperienceissummarized.Thecriterionandtreatmentmethodstodeterminethestateanddeformationofthefurnacechuteareintroduced.Toachievetheearlydetectionandearlytreatment,weneedtoavoidfluctuationsinthefurnace.
blastfurnace,chute,deformation
TF54
B
弭希雨(1979-),男,工程师,从事炼铁工艺技术等方面的研究。
2015-10-22
