3#烧结机台车跑偏检修小结
2016-09-06卢光慧
卢光慧
湖南省冷水江钢铁总厂修造公司,湖南 冷水江 417500
3#烧结机台车跑偏检修小结
卢光慧*
湖南省冷水江钢铁总厂修造公司,湖南冷水江417500
3#烧结机台车;检修
一、前言
3#机台车跑偏非常严重,已磨损了台车装轮轴的肋板。11月5至8日利用叶轮故障对,台车偏进行了处理。现将处理过程小结如下,供大家参考。
二、检测情况
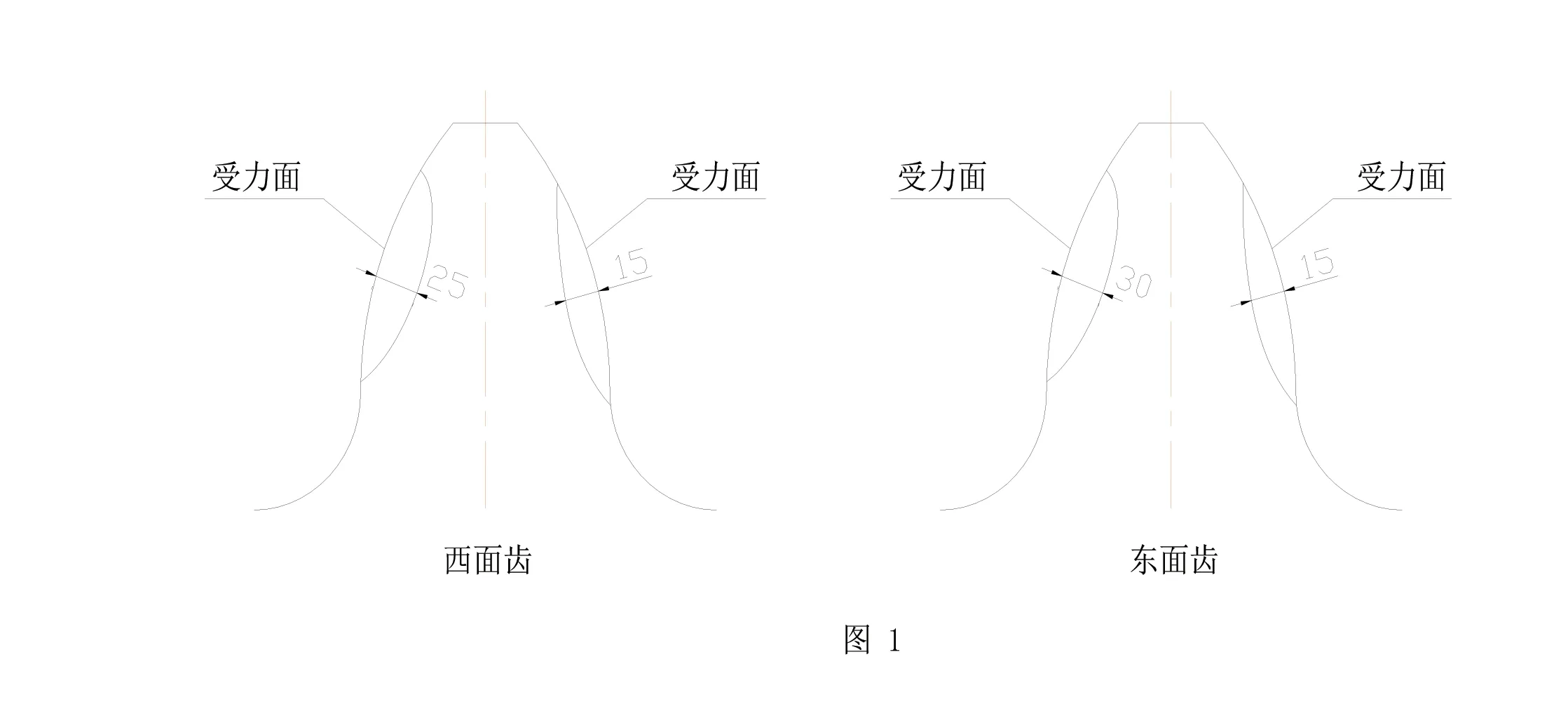
(一)齿冠磨损情况
头轮受力齿面磨损量为:西边齿约25mm,东面齿约30mm;冠非受力齿面磨损量约为15mm。头部齿冠有脱块现象。尾部齿冠齿面磨损不严重,但有脱块现象。
(二)齿冠侧面与弯轨的间距(见图2)

(三)内外弯轨间距(见图3)

(四)上部轨道及滑道标高(见图4)(五)下部轨道标高(见图5)

(六)尾轮轴承座(东面比西面高6mm左右)
(七)台车耐磨板 A、磨损严重;B、检查了24个台车,个别台车两边长度相关差14mm。
三、检修情况及相关数据
(一)头部齿冠堆焊
堆了约20mm。焊条为506,不知恰当否?因白天要更换弯轨,只能晚上堆焊,所以没有达到图纸尺寸要求,但应当比原来好。时间为2个晚上共约16小时。
(二)头部弯轨更换
1.时间:第一天8点至22点;第二天8点至20点。
2.弯轨更换后的尺寸(见图6、图7)

3.头部检修小结
A、更换弯轨时,有的支座没垫处片,导致不能调整间隙,所以轨道侧与齿侧间隙没有保证。本来要求两边均为67.5,但实际上有一个点处只有60多一点。
B、基本保证了弯轨轨距3470。
(三)尾部弯轨更换
1.时间:第一天8点至22点;第二天8点至23点左右。
2.弯轨更换后尺寸(见图6、图7)。
3.尾部检修小结
A、对下部内弯轨支座进行了重新制作,恢复了下部内轨出口处的轨道。台车起拱现象好转。B、内外弯轨中间间隙没有达到要求。图纸尺寸为250,但实际上多数处为260左右。C、检修前的尺寸太不合格。轮子入口处要求为250,实际尺寸达到了280-300;中间其他部分尺寸要求为250,实际上都260-280;出口处的内轨与下轨的间距图纸要求为242,但内轨基本没有了,原因是支座太弱,被顶坏了,没有时间检修。D、弯轨制作不规范,个别点无法调到图纸距离。
(四)下轨更换
下轨进行了更换,要求用水管测标高。据维修工说是两边同高,但没有数据。
四、总结
(一)检修效果
1.成绩。台车起拱现象基本消除;台车的轮轴板已不与其他处相磨;没有发生启机时台车顶弯轨现象。
2.问题。台车跑偏没有根本好转。
(二)检修的技术准备不充分。没有准备图,更换头部弯轨的人员对要求4不清楚,也没检查方案,一切按扶正文现场告知办理。如没有垫片处,就不调整了,结果不符合要求。
(三)对检修质量监督检查不够,靠维修人员自律。105维修班可能责任心强一点,烧结片的也许过得去,其他支援人员就必须监督了。另外,支援人员对设备原理不太清楚,不能毛的地方可能也毛。修造公司、炼铁厂都应当加强监督才行。
(四)对入库备件没有及时验收。如弯轨尺寸,是有问题的,因没入库验收到使用时才发现,已经晚了。
(五)这些问题的出现,与这次检修的临时性有关,但也一定要引起重视。
五、下步工作
(一)待处理的问题。固定滑道要更换;台车上的耐磨衬板要有计划地更换;活动滑道磨损且有烧结矿卡住弹簧,需拿出方案处理;尾轮不水平,相差6mm左右,应当想办法调整好。
(二)头轮齿冠堆焊问题。制订详细焊接工艺进行处理。
(三)目前还怀疑引起跑偏的因素。头轮齿面的形状;两个端部密封;尾轮及弯轨,台车进入尾轮时经过侧挡辊后应当是相对在中间的,但一出尾轮马上就往东边跑,说明这地方有问题。
卢光慧(1980-),女,汉族,青海湟中人,大专,湖南省冷水江钢铁总厂修造公司,助理工程师,主要从事烧结机械设备技术。
TF321.1
A
1006-0049-(2016)17-0251-01