BSAS喷涂粉体制备工艺及其对涂层性能的影响
2016-09-02焦春荣陈大明
焦春荣,焦 健,陈大明,王 岭
(1 中航工业 复合材料技术中心,北京 101300;2 北京航空材料研究院 先进复合材料重点实验室,北京 100095)
BSAS喷涂粉体制备工艺及其对涂层性能的影响
焦春荣1,2,焦健1,陈大明2,王岭1,2
(1 中航工业 复合材料技术中心,北京 101300;2 北京航空材料研究院 先进复合材料重点实验室,北京 100095)
采用不同工艺制备BSAS(BaO-SrO-Al2O3-SiO2)喷涂粉体。研究喷涂粉体特性及其对等离子喷涂工艺制备的环境障涂层结构和性能的影响。结果表明:粉体造粒工艺制备的BSAS喷涂粉体颗粒不均匀,流动性差。制备的涂层粗糙,孔隙率高,结合强度为24.1MPa;造粒烧结工艺制备的BSAS喷涂粉体表面圆滑,流动性好,沉积效率高。制备的涂层结构均匀,少孔隙,无裂纹,结合强度达到29.8MPa,涂层中BSAS相保留率最高,达到53.2%;熔融破碎工艺制备的BSAS粉体呈致密不规则块状,虽然流动性好沉积效率高,制备的涂层光滑且孔隙极少,但微裂纹较多,结合强度仅为14.2MPa,粉体经喷涂后发生相结构重组,BSAS相保留率为20.5%,对涂层的高温性能不利。分析认为,造粒烧结工艺制备BSAS粉体具有工艺过程简化、粉体质量好、相稳定性高等优点,更适合于等离子喷涂的要求。
等离子喷涂;BSAS粉体;环境障涂层
随着航空发动机推重比要求的进一步提高,纤维增强SiC陶瓷基复合材料在航空发动机热端部件上的应用趋势日益明显[1,2]。然而发动机高温水氧耦合的燃气环境对SiC有较强的腐蚀作用,SiC氧化生成的SiO2与水蒸气反应生成挥发性Si(OH)4,导致材料性能迅速衰退[3-6],目前最有效的途径是在材料表面进行环境障涂层保护[7]。制备工艺和涂层材料对于涂层的结构和性能影响很大[8]。等离子喷涂是使用最为广泛的涂层制备方法之一[9-12],该工艺具有操作简单、涂层和基体选择范围广、涂层厚度变化范围大、沉积效率高以及容易形成复合涂层等优点。BSAS(BaO-SrO-Al2O3-SiO2)具有较低的SiO2活度(<0.1)、较低的热膨胀系数及弹性模量,与SiC基体较好的物理化学匹配性,满足发动机燃气环境对环境障涂层材料的所有要求,成为目前环境障涂层的研究热点[13-16]。NASA开发的含有BSAS成分的EBC涂层已经通过了发动机的试车考核[17],可将SiC陶瓷基复合材料燃烧室衬套的服役寿命从大约5000h提高到14000h[18]。
基于BSAS粉体的等离子喷涂工艺已经成为环境障涂层制备的发展趋势,目前该工艺发展相当成熟并已投入商业应用[12]。在等离子喷涂工艺中,粉体材料是决定涂层结构和性能的关键因素,研制高性能BSAS喷涂粉体是提升涂层性能的基础。本工作通过分析3种工艺制备的BSAS喷涂粉体及其涂层的结构和特性,综合评价不同粉体制备工艺对涂层性能的影响,为等离子喷涂制备环境障涂层奠定了高性能BSAS粉体技术基础。
1 实验
1.1BSAS喷涂粉体制备
1.1.1粉体造粒工艺制备BSAS喷涂粉体
以BaCO3,SrCO3,Al2O3,硅溶胶为原料,使用凝胶固相反应法[19]在1300℃煅烧3h预先合成得到BSAS粉体,球磨粉碎至亚微米级粉体后干燥,然后与黏结剂、分散剂、水按一定比例配制成浆料,混磨均匀后喷雾造粒,筛分出150~325目微球待用,粉体编号为BSAS-1。
1.1.2造粒烧结工艺制备BSAS喷涂粉体
以BaCO3,SrCO3,Al2O3,硅溶胶为原料,与黏结剂、分散剂、水按一定比例配制成浆料,使用造粒烧结工艺,将原料球磨粉碎至亚微米级后,通过喷雾造粒工艺制备得到BSAS原材料微球,然后在1300℃煅烧3h得到BSAS微球粉末,筛分出150~325目微球待用,喷涂粉体编号为BSAS-2。
1.1.3熔融破碎工艺制备BSAS喷涂粉体
熔融破碎工艺是将所需要的各种原料粉体混合后在专门的加热炉中熔融,急冷后再破碎至一定粒度,筛分后直接使用。该方法制备的粉末具有致密、块状、多棱角的特点[20]。本工作中熔融破碎法制备的粉体为进口粉体,粉体编号为BSAS-3。
1.2涂层制备
以SiC陶瓷片为基体,首先对喷涂表面进行喷砂处理和超声清洗,采用A-2000型大气等离子喷涂设备,以氢气和氩气作为等离子气体,高压空气作为冷却气体,按表1中的工艺参数分别喷涂Si黏结层和BSAS面层。
1.3粉体及涂层的性能与结构表征
采用D8 ADVANCE型X射线衍射仪对粉体及涂层进行相结构分析;按照GB1482-1984《金属粉末流动性的测定标准漏斗法(霍尔流速计)》,以50g粉体流过规定孔径的标准漏斗所用的时间来表示,单位为s·50g-1;按照DIN51045-1-2005《固体热膨胀的测定》,将待测试粉体通过放电等离子烧结工艺制备成致密陶瓷圆片,并加工成5mm×5mm×25mm样块,置于DIL402E热膨胀仪中测其热膨胀系数;采用S-4800场发射扫描电镜观察粉体和试样的微观形貌;在φ25.4mm×5mm的SiC基材上等离子喷涂制备EBC涂层试样,参照GBT8642-1988《金属热喷涂涂层结合强度的测定》,在C45-105型MTS万能试验机上测试涂层的结合强度。

表1 等离子喷涂工艺参数Table 1 Technology parameters of plasma spraying
2 结果及讨论
2.13种BSAS喷涂粉体基本性能比较
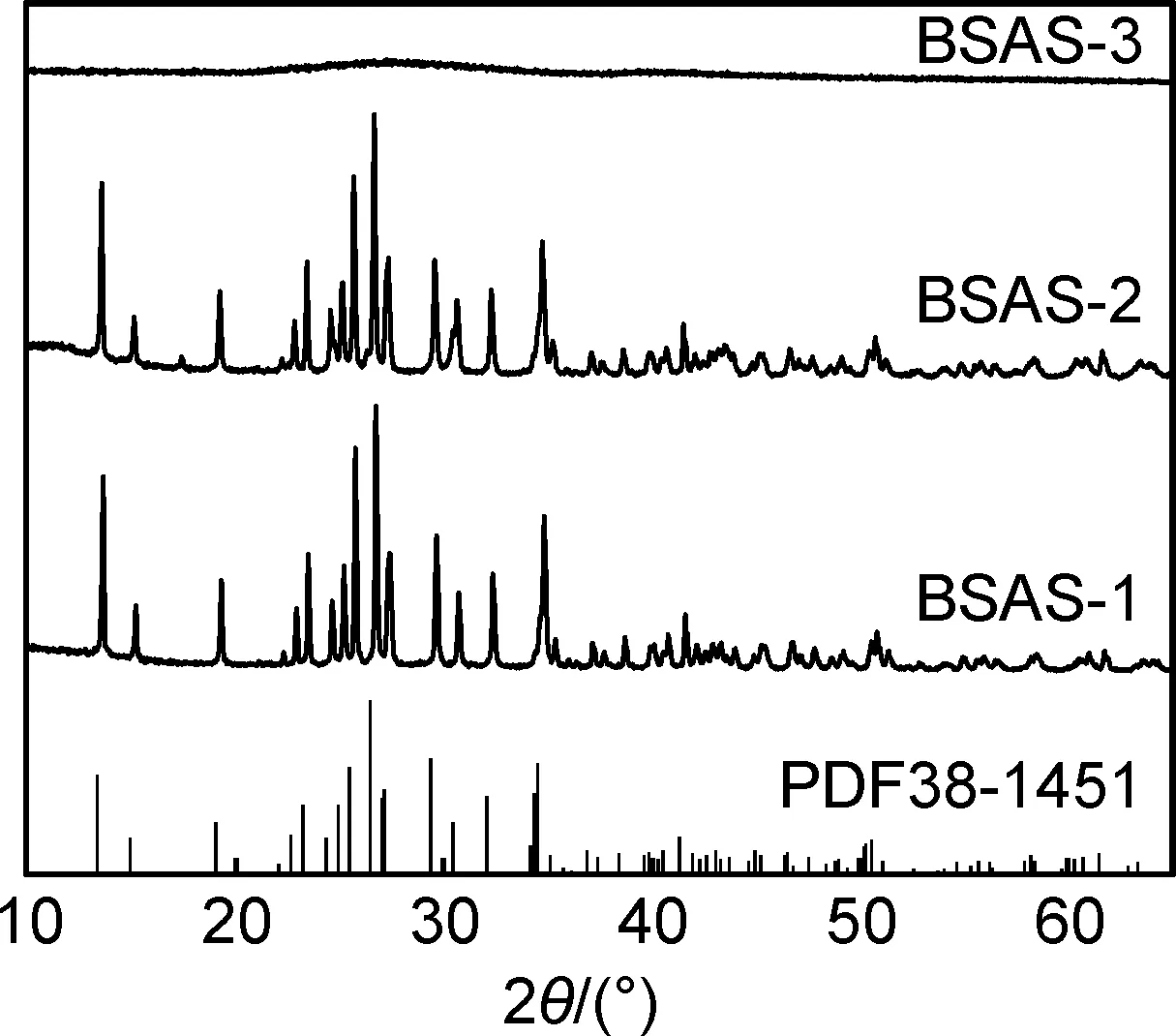
图1 不同BSAS喷涂粉体的XRD图谱Fig.1 XRD patterns of different BSAS powders
不同工艺制备的BSAS粉体的XRD谱图如图1所示,外观形貌如图2所示。3种工艺制备BSAS喷涂粉体的松装密度、流动性和沉积效率如表2所示。通过XRD谱图可以看出,将BSAS-1和BSAS-2的所有峰位置与单斜相BSAS的标准卡片(PDF38-1451)比对,特征峰位置全部相符,因此通过粉体造粒工艺和造粒烧结工艺都可以成功制备得到单斜相BSAS喷涂粉体,熔融破碎法制备的BSAS-3粉体的XRD图为晶粒发育尚未完整的不定形态。
通过3种粉体的微观形貌可以看出,BSAS-1粉体结构较疏松,表面粗糙,少量微球出现破碎情况;BSAS-2粉体表面光滑,颗粒均匀,表面形成熔融连接骨架结构,结合紧密;BSAS-3粉体颗粒不均匀,呈不规则多棱角致密块状。这是由于3种粉体制备工艺特点所致,粉体造粒工艺制备的BSAS-1是将粉体直接喷雾造粒用于喷涂,微球结构比较疏松,形状不够规整,粉体碎片表面能较大,这些因素增加了粉体流动的阻力,造成粉体的流动性较差;造粒烧结工艺制备的BSAS-2粉体,由于工艺次序为先造粒后烧结,所使用的原材料纯度高、粒度小、颗粒均匀,并且晶体生长在微球内进行,微球表面为光滑的结晶状态,形成的喷涂颗粒有一定的骨架强度,不易破碎,表面光滑细腻,粉体流动性好;熔融破碎法制备的BSAS-3,经过了高温熔化再破碎,粉体颗粒形状不规则,结构致密,孔隙率低,热导率大,在同等质量下具有更大的表面积,在等离子焰流中更易于熔化,可形成较致密的涂层。

图2 不同BSAS喷涂粉体的SEM照片 (a)BSAS-1;(b)BSAS-2;(c)BSAS-3Fig.2 SEM images of different BSAS powders (a)BSAS-1;(b)BSAS-2;(c)BSAS-3

PowderApparentdensity/(g·cm-3)Flowability/(s·50g-1)Depositionefficiency/%BSAS-10.7113237BSAS-20.8810442BSAS-31.2210043
用于等离子喷涂的粉体颗粒如果太粗,熔化状态不好,影响涂层之间的结合;反之如果颗粒太细,在喷涂过程容易被气流吹走,沉积效率太低,本工作筛分150~325目之间的BSAS粉体颗粒用于喷涂。与BSAS-1粉体相比,由于BSAS-2粉体在制备过程中增加了烧结工艺,其粉体结构更加致密,松装密度也比较大,流动性较好,沉积效率也较高。熔融破碎法制备的BSAS-3粉体松装密度最大,且易于流动,沉积效率最高。通过等离子喷涂的送粉测试证明,3种BSAS粉体均可顺利送粉,都可用于等离子喷涂。
热胀系数是选择涂层材料的重要依据。不同BSAS喷涂粉体热膨胀率测试曲线如图3所示,其中纵坐标中L0表示热胀试样在室温下的初始长度,dL表示热胀试样的长度变化,将试样的热胀百分比dL/L0相对温度的变化曲线进行线性拟合,斜率即为试样的热膨胀系数CTE。室温至1200℃区间内,BSAS-1与BSAS-2的热膨胀系数为5.02×10-6℃-1,BSAS-3的热膨胀系数为5.39×10-6℃-1,均与SiC陶瓷和SiC陶瓷基复合材料(热膨胀系数为4.5×10-6~5.5×10-6℃-1[12])有很好的热胀匹配,这也验证了单斜相BSAS粉体作为EBC涂层材料的可行性。
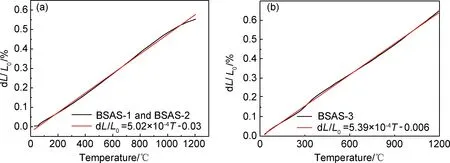
图3 不同粉体的热膨胀系数测试曲线 (a)BSAS-1和BSAS-2;(b)BSAS-3Fig.3 CTE curves of different BSAS powders (a)BSAS-1 and BSAS-2;(b)BSAS-3
2.23种BSAS粉体制备的EBC微观结构及组成
图4是3种涂层表面和截面的微观形貌。以SiC陶瓷为基体、Si为黏结层、3种BSAS粉体为面层,通过等离子喷涂工艺成功制备出EBC复合涂层。BSAS-1面层粗糙且孔隙率较高,这可能是由于喷涂粉体的流动性较差,喷涂过程中的送粉连续性不好造成的;相比而言BSAS-2粉体制备的EBC孔隙少、无裂纹、结构均匀、涂层之间衔接紧密;BSAS-3在等离子焰流中熔融最充分,形成涂层比较光滑,且孔隙极少,但是涂层表面布满明显的微裂纹。
等离子喷涂工艺是粉体在焰流的作用下熔化和加速,与基体撞击后铺展、凝固形成扁平粒子,扁平粒子间相互连接和堆叠,形成类似“砖墙”的层状结构的涂层过程[21,22]。采用等离子喷涂制备的EBC通常含有不同类型的孔隙,包括层间孔隙、层内裂纹、大孔和扁平粒子界面等,裂纹是材料缺陷的应力集中点,绝大多数EBC的剥落和失效是由裂纹的萌生、扩展及合并而引发的。因此可以推断,BSAS-3涂层中大量微裂纹引起的应力集中会导致涂层剥落。另外,微裂纹的存在还容易形成空气直接进入基体的通道,造成基体直接受到高温燃气的腐蚀,从而使涂层失去防护作用。
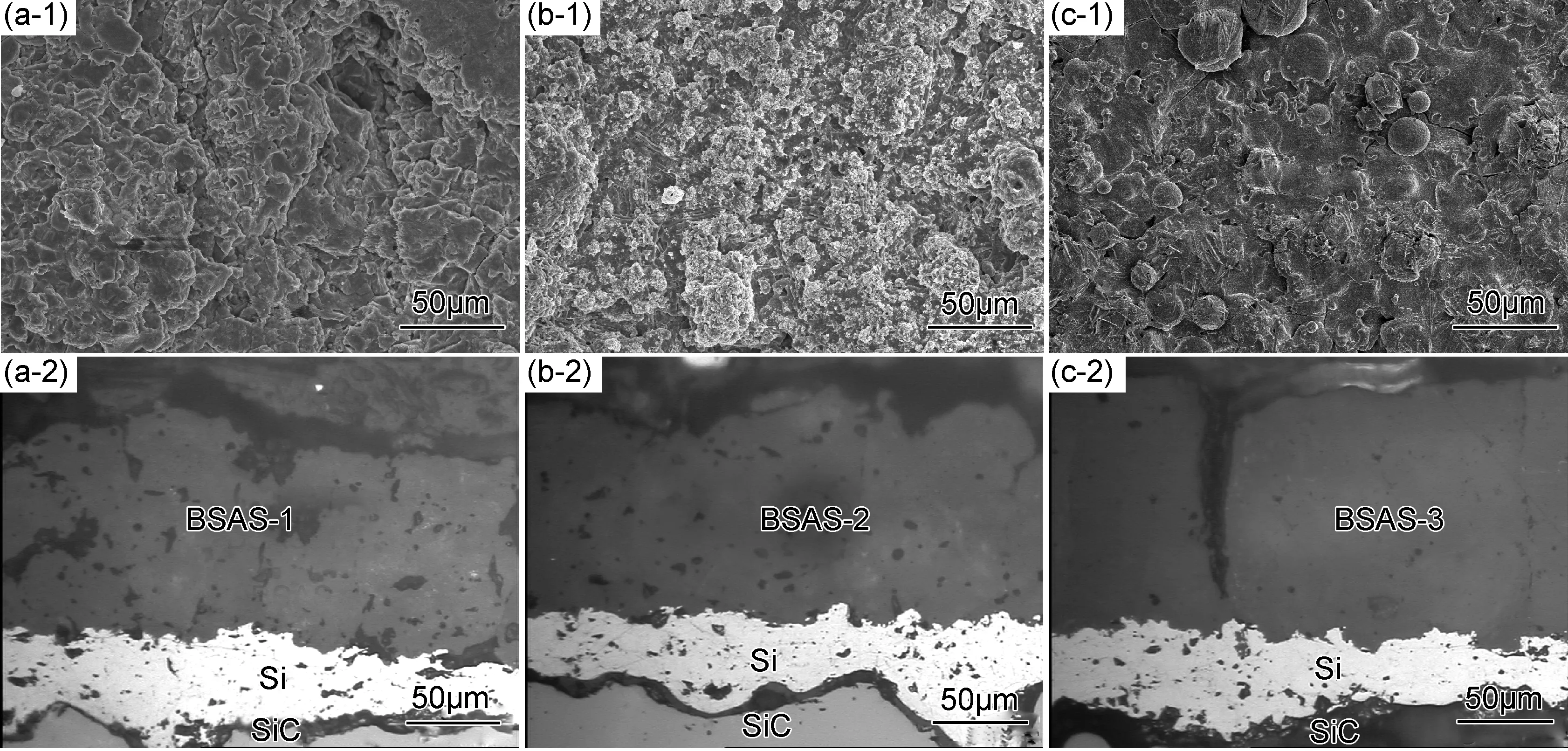
图4 EBC表面形貌(1)及截面形貌(2)(a)BSAS-1;(b)BSAS-2;(c)BSAS-3Fig.4 The surface morphologies(1) and section morphologies(2) of EBC(a)BSAS-1;(b)BSAS-2;(c)BSAS-3
图5为3种不同BSAS涂层表面的XRD谱图。结果表明,经过等离子喷涂工艺的高温处理过程,BSAS-3粉体由不定形态转化为晶型结构,3种BSAS粉体形成的EBC成分大体一致,但均发生了一定的相组成重构,除了单斜相BSAS(PDF38-1451),还出现了一种新相Ba0.808(Al1.71Si2.29)O8(PDF88-1050),即BAS。众所周知,等离子喷涂工艺是将喷涂粉体熔融、加速和堆叠制备片层状涂层结构的过程。在一个熔融体系中,高熔点的组元往往率先结晶,当喷枪从样品表面移开时,涂层的冷却速率极快,部分高温熔体未能获得足够的时间和能量越过形成目标物相晶核的势垒,从而导致最终涂层中存在多种晶相,相组成重构会对涂层性能产生显著影响。3种涂层中BSAS晶型保留率分别为52.9%,53.2%,20.5%。

图5 等离子喷涂工艺制备BSAS涂层的XRD图谱Fig.5 XRD patterns of BSAS coatings prepared by plasma spraying
LEE等[12]的研究表明,在高温水氧环境下,由于BAS相对BSAS较高的SiO2活度导致气态Si(OH)4的快速生成,因此BAS相的挥发性远高于BSAS。在本工作制备的3种涂层中,BSAS-3涂层中重构产生的BAS相比例高达79.5%,可能会对涂层的高温稳定性产生不利的影响。
2.33种BSAS粉体制备的EBC结合强度及其剥离机理分析
采用相同等离子喷涂工艺,在Si黏结层表面分别喷涂3种BSAS粉体制备EBC,涂层与基体的结合强度如图6所示。通过涂层结合强度可以看出,等离子喷涂BSAS-1粉体和BSAS-2粉体制备的EBC结合强度分别为24.1MPa和29.8MPa,明显优于BSAS-3粉体制备的涂层(14.2MPa)。
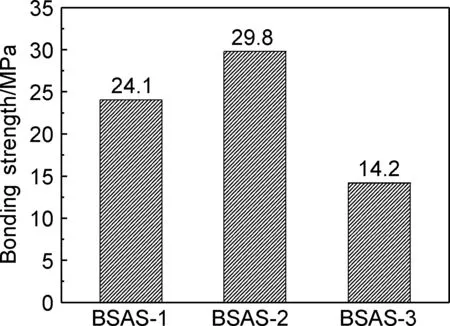
图6 不同BSAS粉体制备EBC与SiC陶瓷的结合强度Fig.6 Bonding strength of EBC on SiC ceramics prepared with different BSAS powders
为进一步探究3种涂层结合强度存在较大差别的原因,对断面进行了观察。图7是3种BSAS粉体在SiC基体上制备的EBC结合强度试样的拉断情况。BSAS-1和BSAS-2涂层的拉断面有明显的熔融液滴撞击到喷涂面后铺展开的Si熔滴,并可见裸露的SiC基体,拉断发生在SiC基体与Si黏结层之间;BSAS-3涂层拉断面可见整体连续的Si和部分BSAS面层,拉断发生在BSAS面层和Si黏结层之间。

图7 不同EBC的拉断面显微照片 (a)BSAS-1;(b)BSAS-2;(c)BSAS-3Fig.7 Section micrographs of different EBC (a)BSAS-1;(b)BSAS-2;(c)BSAS-3
等离子喷涂过程是一个将喷涂材料加热熔融后冷却的过程。根据喷涂过程中的热机械行为分析[23],喷涂材料在制备过程中的应力随着热胀系数的差别而有所不同,减小热胀不匹配度,可有效缓和制备过程中的热应力,这对涂层结合强度的提高起到积极的作用。在等离子喷涂工艺制备EBC过程中,分别存在Si黏结层和BSAS面层加热熔融和冷却收缩过程,热胀不匹配分别存在于Si层与SiC基体之间和BSAS面层与Si层之间。本工作所用BSAS-1(BSAS-2)和BSAS-3热膨胀系数分别为5.02×10-6,5.39×10-6℃-1,均大于文献[12]报道Si的热膨胀系数(4.5×10-6~5.5×10-6℃-1)。其中BSAS-3粉体的热胀系数最大,喷涂后产生的体积收缩大,即残余热应力最大。具体从微观上讲,BSAS-3粉体喷涂在Si黏结层上冷却后偏离喷涂瞬间的位置变化最大,改变了初始黏结状态,这也是BSAS-3涂层结合强度最差的原因;BSAS-1与BSAS-2涂层相比,区别就是BSAS-2粉体在造粒后经过了烧结,粉体更加致密,喷涂过程熔融充分,结合涂层SEM照片也可看出BSAS-2与Si层的过渡更加均匀,BSAS-1与Si之间存在较明显边界,因此BSAS-2涂层的结合力略高于BSAS-1涂层。
3 结论
(1)分别采用粉体造粒工艺,造粒烧结工艺以及熔融破碎法制备得到BSAS喷涂粉体。3种粉体都能在SiC基体上通过等离子喷涂制备得到EBC复合涂层。
(2)喷涂粉体制备工艺对涂层的结构和组成有着重要的影响:粉体造粒工艺制备的BSAS涂层粗糙,孔隙率高;造粒烧结制备的BSAS涂层结构均匀,少孔隙无裂纹,BSAS相保留率达53.2%;熔融破碎法制备BSAS涂层平坦且孔隙极少,微裂纹较多,涂层经喷涂后BSAS相保留率为20.5%。
(3)BSAS-1和BSAS-2制备的EBC结合强度分别为24.1MPa和29.8MPa,明显高于BSAS-3粉体制备的涂层(14.2MPa)。影响结合强度的原因可能是由于BSAS粉体热胀系数不同所致。
[1]CUI C Y,GUO Z X,WANG H Y,et al.In situ TiC particles reinforced grey cast iron composite fabricated by laser cladding of Ni-Ti-C system[J].Journal of Materials Processing Technology,2007,183(2-3):380-385.
[2]张红松,王富耻,马壮,等.等离子涂层孔隙研究进展[J].材料导报,2006,20(7):16-18.
ZHANG H S,WANG F C,MA Z,et a1.Research development of pores in plasma sprayed coatings[J].Materials Review,2006,20(7):16-18.
[3]NATHAN S J,FOX D F,ELIZABETH J O.High temperature oxidation of ceramic matrix composites[J].Pure Application Chemistry,1998,70(2):493-500.
[4]HARRY E E,GARY D L.Accelerated oxidation of SiC CMC’S by water vapor and protection via environmental barrier coating approach[J].Journal of the European Ceramic Society,2002,22(14-15):2741-2747.
[5]KARREN L M,PETER F T,LARR R W.High-temperature stability of SiC-based composites in high-water-vapor-pressure environments[J].Journal of the American Ceramic Society,2003,86(8):1272-1281.
[6]LEE K N,MILLER RA.Development and environmental durability of mullite/YSZ dual layer coatings for SiC and Si3N4ceramics[J].Surface Coating Technology,1996,86-87:142-148.
[7]黄光宏,王宁,何利民.环境障涂层研究进展[J].失效分析与预防,2007,2(1):59-63.
HUANG G H,WANG N,HE L M.Development of environmental barrier coatings on Si-based ceramics[J].Failure Analysis and Prevention,2007,2(1):59-63.
[8]张敬国,刘金炎,蒋显亮.碳化钨/钴热喷涂粉末和涂层的研究进展[J].功能材料,2005,36(3):332-334.
ZHANG J G,LIU J Y,JIANG X L.Review on tungsten carbide-cobalt powders and coatings by thermal spraying[J].Journal of Functional Materials,2005,36(3):332-334.
[9]徐滨士,马世宁,朱绍华.表面工程与再制造工程的进展[J].中国表面工程,2001,14(1):8-14.
XU B S,MA S N,ZHU S H.Progress of surface engineering and remanufacture engineering in the new century[J].China Surface Engineering,2001,14(1):8-14.
[10]师昌绪,徐滨士,张平.21 世纪表面工程的发展趋势[J].中国表面工程,2001,14(1):2-7.
SHI C X,XU B S,ZHANG P.Development of surface engineering in the 21st century[J].China Surface Engineering,2001,14(1):2-7.
[11]BERNDT C,LARERNIA E J.Thermal spray processing of nanoscale materials extended abstracts[J].Thermal Spray Technical,1998,7(3):411-440.
[12]LEE K N,FOX D S,BAANAL N P.Rare earth silicate environmental barrier coatings for SiC/SiC composites and Si3N4ceramics[J].Journal of the European Ceramic Society,2005,25(10):1705-1715.
[13]陈煌,林新华,曾毅.热喷涂纳米陶瓷涂层研究进展[J].硅酸盐学报,2002,30(2):235-239.
CHEN H,LIN X H,ZENG Y.Research progress on nanostructured ceramic coatings prepared by thermal spraying[J].Journal of the Chinese Ceramic Society,2002,30(2):235-239.
[14]LEE K N.Current status of environmental barrier coatings for Si-based ceramics[J].Surface and Coatings Technology,2000,133-134:1-7.
[15]贺世美,熊翔,何利民.新型Yb2SiO5环境障涂层1400℃高温氧化行为[J].材料工程,2015,43(4):37-41.
HE S M,XIONG X,HE L M.High temperature oxidation behavior of new Yb2SiO5environmental barrier coating at 1400℃[J].Journal of Materials Engineering,2015,43(4):37-41.
[16]范金娟,常振东,陶春虎,等.Si/Mullite/Er2SiO5新型环境障涂层的1350℃氧化行为[J].材料工程,2014,(10):90-95.
FAN J J,CHANG Z D,TAO C H,et al.Oxidation behavior of Si/Mullite/Er2SiO5new environmental barrier coating at 1350℃[J].Journal of Materials Engineering,2014,(10):90-95.
[17]KIMMEL J,MIRIYALA N,PRICE J,et al.Evaluation of CFCC liners with EBC after field testing in a gas turbine[J].Journal of the European Ceramic Society,2002,22(14-15):2769-2775.
[18]LEE K N,FOX D S.Upper temperature limit of environmental barrier coatings based on mullite and BSAS[J].Journal of the American Ceramic Society,2003,86(8):1299-1306.
[19]焦春荣,王岭,陈大明.Ba0.75Sr0.25Al2Si2O8粉体的制备及其抗氧化性能的初步评价[J].航空制造技术,2014,(6):119-121.
JIAO C R,WANG L,CHEN D M.Preparation and the oxidation resistance of barium strontium aluminum silicate powders[J].Aeronautical Manufacturing Technology,2014,(6):119-121.
[20]郭双全,冯云彪,葛昌.热喷涂粉末的制备技术[J].材料导报,2010,24(16):196-200.
GUO S Q,FENG Y B,GE C.Preparation technology of powders used for thermal spraying[J].Materials Review,2010,24(16):196-200.
[21]MCPHERSON R.The relationship between the mechanism of formation,microstructure and properties of plasma-sprayed coatings[J].Thin Solid Films,1981,83(3):297-310.
[22]MCPHERSON R.A review of microstructure and properties ofplasma sprayed ceramic coatings[J].Surface and Coatings Technology,1989,39-40(89):173-181.
[23]YIN Y S,ZHANG J D,LI J,et al.Thermal-mechanical properties of Fe-Al/Al2O3composite graded coatings[J].Applied Surface Science,2004,221(1):384-391.
Preparation of BSAS Powders and Its Effect on Properties of Coatings
JIAO Chun-rong1,2,JIAO Jian1,CHEN Da-ming2,WANG Ling1,2
(1 Composites Center,Aviation Industry Corporation of China,Beijing 101300,China;2 Science and Technology on Advanced Composites Laboratory,Beijing Institute of Aeronautical Materials,Beijing 100095,China)
BSAS (BaO-SrO-Al2O3-SiO2) powders were prepared by different methods. The characteristics of the powders, their effect on the structures and properties of the plasma-sprayed environmental barrier coatings (EBC) were analyzed. The results show that BSAS powders prepared by powder granulation process have uneven particles and poor fluidity, and the coatings prepared by this method have rough surface and high porosity structure with bonding strength of 24.1MPa. BSAS powders prepared by agglomerate sintered method have smooth surface, good fluidity and high deposition efficiency, while the coating prepared has an uniform structure with few pores and no cracks with the bonding strength up to 29.8MPa and BSAS phase retention rate is 53.2% after spraying,which is the highest among the three kinds of powders. BSAS particles prepared by fused crushed method are dense and irregular, good liquidity and high deposition efficiency, and the coatings prepared by this powders are smooth with very few pores, but there are lots of micro-cracks, and the bonding strength is only 14.2MPa. The coating phase is restructured after spraying, and the BSAS phase retention rate is 20.5%, which can decrease the properties of the coatings at high temperatures. Results show that the agglomerate sintered method simplifies the preparing process of the spraying powders, and by this method, BSAS powders of excellent quality and high phase stability can be produced. Compared with other methods, BSAS powders prepared by agglomerate sintered method is more suitable for plasma spraying.
plasma spraying;BSAS powder;environmental barrier coating
10.11868/j.issn.1001-4381.2016.08.009
V254.2
A
1001-4381(2016)08-0051-07
装备预研基金项目资助(9140C440405150C44003)
2016-01-07;
2016-06-11
焦健(1976-),男,高级工程师,博士,从事专业:陶瓷基复合材料,联系地址:北京市81信箱3分箱(100095),E-mail:jiaojian@avic.com
