糖蜜原料酒精生产蒸馏和废液浓缩热耦合工艺研究
2016-09-01马建智
马建智,李 超,李 璟
(广东中科天元新能源科技有限公司,广东 广州 510640)
糖蜜原料酒精生产蒸馏和废液浓缩热耦合工艺研究
马建智,李超,李璟
(广东中科天元新能源科技有限公司,广东广州510640)
介绍了一种糖蜜原料的酒精差压蒸馏和废液浓缩热耦合工艺,实现蒸馏工段与废液蒸发浓缩工段能量相互匹配利用,使以糖蜜原料生产普级食用酒精的蒸馏和废液浓缩处理的蒸汽总消耗降到4.0~4.3吨/吨成品酒精,节省蒸汽约15%~25%,节约冷却水消耗约70吨/吨成品酒精。并且采用两级多效真空蒸发浓缩,可以延长设备结垢周期,设备更加易于检修。
糖蜜;酒精;蒸馏;酒精废液
糖蜜是制糖过程中不能再析出结晶糖的残余糖浆,是制糖业的副产品之一。糖蜜中含有相当数量的可发酵性的糖分,通过糖化酶和酒化酶能将糖蜜中的糖分水解、发酵,最终生成洒精和CO2,是大规模工业生产制造酒精的良好原料。用糖蜜原料生产酒精可以省去蒸煮、制曲、糖化等工序,投资少,成本较低。但糖蜜中杂质较多,前处理过程复杂,设备易结垢,产生的废液难处理。以糖蜜为原料生产酒精所产生的废液是一种难降解的废水,其有机污染物浓度高,COD含量一般为100000~200000 mg/L,BOD可达40000~50000 mg/L[1-4],如果直接排放,会造成水体富营养化,对环境污染大。
目前糖蜜原料生产酒精的废液处理主要采用以下几种方法[5-7]:① 农灌法:将酒精废液经过一定处理后灌溉农田。该方法成本低,但易破坏土壤的结构,引起土壤营养元素失衡,长期使用会使农田酸化并结块。② 浓缩燃烧法:此工艺是将糖蜜酒精废液蒸发浓缩至锤度60~70 Bx,送至焚烧炉进入焚烧,以回收热量,残渣还可用做肥料。该方法成本较低,经济效益显著。但蒸发酒精废液的耗能高。③生物处理法:生物处理法是通过微生物对废液进入厌氧、好氧或厌氧-好氧结合处理,使废液中的各种复杂有机物转化为甲烷和CO2等物质。但生物处理法占地面积较大,投资高,废液达标排放难度大,沼气的利用以很难有效的解决。此外还有絮泥法、催化氧化法等。
糖蜜原料生产酒精的蒸馏过程,是通过热源(通常为蒸汽)加热原料成熟醪,利用成熟醪液中乙醇与水沸点的不同,将乙醇从水中气化出来,并逐渐浓缩成高浓度的酒精成品。再通过循环水将酒精蒸汽冷凝并除去其中所含杂质。酒精蒸馏过程是蒸发和冷凝两种单元操作的联合过程,既要消耗大量的能量提供热负荷,又要消耗大量的循环水带走系统的热负荷,是一个高能耗和高水耗的过程。而将蒸馏过程产生的废液进行蒸发浓缩也是一个能耗大、水资源消耗高的生产过程[8-12]。本文的研究重点是将糖蜜原料酒精的蒸馏和废液浓缩过程进行耦合,将蒸馏过程的酒精蒸汽作为废液浓缩过程的热源,实现酒精蒸馏和废液浓缩工段的热量匹配利用,从而降低酒精蒸馏工段循环水消耗的同时,也同样降低酒精废液浓缩工段的蒸汽消耗。
1 工艺流程
1.1蒸馏和废液浓缩热耦合工艺示意图(图1)
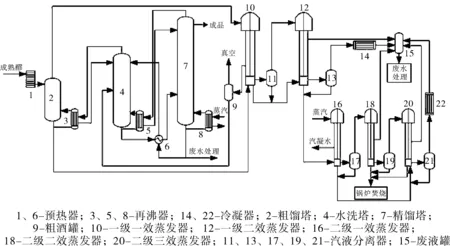
图1 酒精差压蒸馏和废液浓缩热耦合工艺流程
1.2工艺流程简述
从发酵工段来的成熟醪经预热后进入粗馏塔,粗馏塔顶部酒汽进入一级一效蒸发器冷凝,冷凝潜热用于供热一级一效蒸发器,冷凝液进入粗酒罐后经泵送入水洗塔水洗除杂,粗馏塔底部废醪液进入进入一级一效蒸发器,由粗馏塔顶部酒汽提供的热负荷进行蒸发。水洗塔顶部酒汽供热粗馏塔,冷凝液回流至水洗塔,经水洗塔水洗后的淡酒精从塔底采出,预热后进入精馏塔提浓。精馏塔塔顶酒汽供热水洗塔,精馏塔底部废水部分预热淡酒进料后去水洗塔顶部作为洗涤用水,剩余部分去废水处理,从精馏塔上部采出酒精成品,精馏塔采用蒸汽间接加热。
粗馏塔底部废醪液在一级一效蒸发器中受热蒸发,蒸发后的汽液混合物经过汽液分离后,汽相部分作为一级二效蒸发器热源,液相部分进入一级二效蒸发器继续蒸发浓缩,浓缩后的汽液混合物经汽液分离后,汽相部分经循环冷却水冷凝,冷凝液收集在废液罐中去废水处理,液相部分进入二级一效蒸发器蒸发浓缩。二级一效蒸发器采用蒸汽间接加热,二级一效蒸发器浓缩后的汽液混合物经汽液分离后,汽相部分在二级二效蒸发器中提供热负荷,液相部分进入二级三效蒸发器蒸发浓缩。二级三效蒸发器浓缩后的汽液混合物经汽液分离后,汽相部分经循环冷却水冷凝,冷凝液收集在废液罐中,液相部分进入二级二效蒸发器蒸发浓缩。二级二效蒸发器浓缩后的汽液混合物经汽液分离后,汽相部分作为二级三效蒸发器的热源,液相部分送锅炉焚烧系统处理。
2 实例分析
2.1操作工况
以广西某糖蜜酒精厂为例,该厂规模为糖蜜原料年产3万吨普级酒精。原生产工艺是酒精蒸馏工段和糖蜜废液处理工段分别单独运行,蒸馏工段粗馏塔顶部酒汽采用循环水直接冷凝,废液浓缩工段一级一效蒸发器采用蒸汽间接供热,全厂运行能耗和水耗较大。后通过工艺技改,将蒸馏工段和废液浓缩过程进行能量耦合,粗馏塔顶部酒精蒸汽作为废液浓缩工段一级一效蒸发器的热源,供热后的冷凝液再进入水洗塔进行洗涤除杂,从而实现了降低全厂汽耗和水耗的目的。工艺流程操作参数见表1。
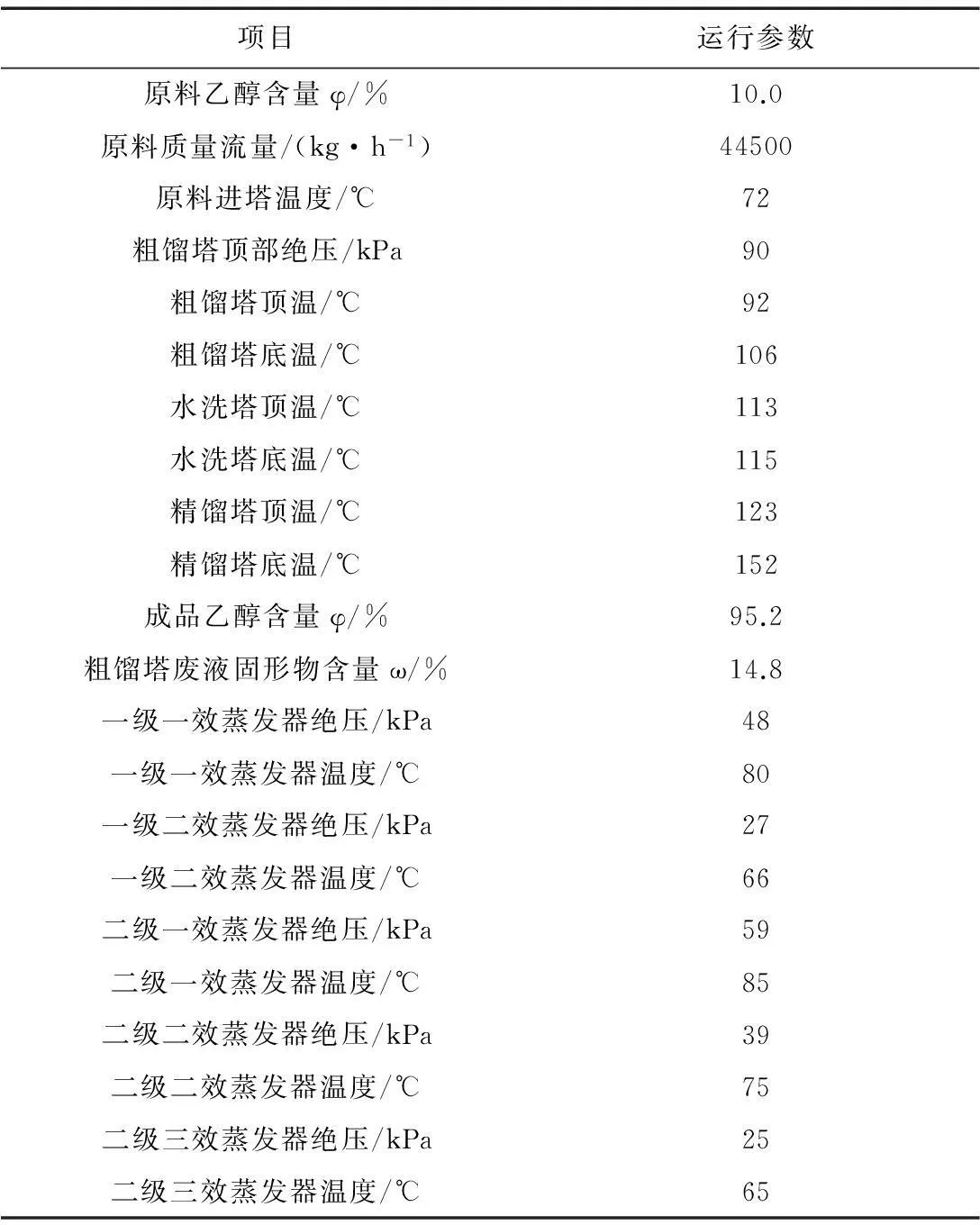
表1 工艺运行参数
2.2能耗结果与分析
该酒精厂3万吨/年普级食用酒精装置,经蒸馏和废液浓缩工段技改后调试成功以来,运行工况及产品质量指标一直稳定。与技改前全厂公用工程消耗指标对比分析,能量消耗大大降低,见表2所示。

表2 公用工程消耗指标
由表2可知,技改后,因蒸馏和废液浓缩工段能量进行耦合,总的公用工程消耗大大降低。其中,蒸馏和废液浓缩工段总蒸汽消耗降低约20.2%,相应的循环水消耗量降低70 m3/吨产品,因循环水消耗量降低,可以采用流量更小的泵,一定程度上也降低了固定设备的投资,同时电耗也减少约9.6%。
3 结 论
本工艺采用差压热耦合技术,实现了蒸馏工段与废液蒸发浓缩工段的能量相互匹配利用,从而节省了蒸汽消耗和水、电
消耗量。应用本技术对广西某酒精厂进行技术改造,大大降低了该厂的公用工程消耗,降低了生产成本,技改结果如下:
(1)技改后,蒸汽消耗由原来的5.20吨/吨产品降为4.15吨/吨产品,减少蒸汽消耗约20.2%。
(2)循环水消耗由技改前的358 m3/吨产品降为288 m3/吨产品,减少循环水消耗量70 m3/吨产品。同时,可以采用流量更小的循环水泵,一定程度上减小了固定设备的投资。
(3)因循环水泵流量的减小,电耗由技改前的52度/吨产品降为47度/吨产品,减少电耗约9.6%。
[1]银星宇. 甘蔗糖蜜酒精废液治理工艺研究[D]. 长沙: 中南大学, 2005.
[2]谭文兴, 蚁细苗, 钟映萍, 等. 糖蜜酒精废液资源化利用的研究进展[J]. 甘蔗糖业, 2014(5): 60-65.
[3]范艳霞, 俸斌, 杨霞, 等. 糖蜜酒精废水生物处理方法与研究进展[J]. 水处理技术, 2012, 38(11): 20-24.
[4]陆浩湉, 朱涤荃. 糖蜜酒精废液的治理[J]. 广西蔗糖, 2007(4): 38-41.
[5]贺小荣. 酒精废水处理工艺的研究[D]. 杨凌: 西北农林科技大学, 2008.
[6]薛来平. 玉米酒精废水处理工艺研究[D]. 天津: 天津大学, 2010.
[7]唐艳艳. 木薯粉浓醪酒精发酵工艺试验研究[D]. 柳州: 广西工学院, 2010.
[8]车昱晓, 张毅敏, 汪龙眠, 等. 我国酒精废水治理技术的比较研究[J]. 中囯环境科学学会学术年会论文集, 2014: 3973-3978.
[9]王五洲, 田晋平, 别晓群, 等. 玉米酒精生产废水处理工艺设计实例[J]. 中国给水排水, 2013, 29(4): 68-70.
[10]李涛, 王伟. 玉米发酵酒精废水厌氧处理产沼气发电研究[J]. 环境科学与管理, 2012, 37(7): 162-166.
[11]姜涛. 小麦酒精废水的生物处理研究[D]. 苏州: 苏州科技学院, 2012.
[12]黄贞岚, 张忠民, 陆长清, 等. 糖蜜酒精废水厌氧反应实验研究[J]. 工业水处理, 2008, 28(11): 45-47.
Research on Thermal Coupling Process of Distillation and Waste Concentrate of Molasses Alcohol Production
MA Jian-zhi, LI Chao, LI Jing
(Guangdong Zhongke Tianyuan New Energy Technology Co., Ltd., Guangdong Guangzhou 510640, China)
A kind of molasses alcohol differential pressure distillation and wastewater concentrated heat coupling process was developed. It realized the energy of distillation section and liquid evaporation concentration section to match with each other, so as to make molasses raw materials for the production of ordinary edible alcohol distilling and concentrating the waste liquid treatment of steam consumption dropped to 4.0~4.3 ton/ton refined alcohol, saving steam about 15%~25%, saving the cooling water consumption about 70 ton/ton of refined alcohol. Two-stage multi effect evaporation in vacuum concentration can prolong the device scaling cycle and easy maintenance.
molasses; alcohol; distillation; alcohol waste liquid
马建智(1975-),女,本科,主要从事化工工艺设计。
李璟。
TQ028
A
1001-9677(2016)01-0150-03
