IC厌氧反应器-接触氧化-曝气生物滤池处理酿酒废水
2016-09-01苏先真
苏先真
(湖南湖大威嘉环保科技有限公司,湖南 长沙 410070)
IC厌氧反应器-接触氧化-曝气生物滤池处理酿酒废水
苏先真
(湖南湖大威嘉环保科技有限公司,湖南长沙410070)
针对桂林湘山酒业有限公司所产生的酿酒废水,本设计采用中和混凝沉淀-IC厌氧反应器-接触氧化-曝气生物滤池工艺进行处理。检测结果表明,该工艺对CODCr、BOD5、SS和TN都有较好的去除效果,最终出水水质达到《发酵酒精和白酒工业水污染物排放标准》(GB27631-2011)中的污染物排放限值,并且该工艺具有容积负荷率高、抗冲击能力强、运行经济稳定、节约占地面积等优点。
酿酒废水;IC厌氧反应器;接触氧化;曝气生物滤池
酿酒技术在我国源远流长,如今酿酒行业已成为我国经济的重要组成部分。但同时酿酒行业又是我国排放有机污染物浓度非常高的一个行业[1],酿酒行业每年都要向环境中排放大量有机污染废水,给水环境处理带来非常严峻的挑战。酿造废水是一种非常典型的轻工业废水,水质呈现“两高”[2]特征:高有机物浓度与高悬浮物浓度。如果直接排放,对水资源造成非常严重的污染,所以必须经过处理达标后方可排放。
1 工程概况
表1 水质指标
桂林湘山酒业有限公司为中、高档系列酒生产商,生产规模为2万吨/年。本次工程为公司配套建设的污水处理工程,处理对象为一期的传统酿造洗米水、甑底水、洗地水、洗器具的生产废水及与之配套的生活污水(员工食堂、综合办公楼),污水处理站高浓度废水为200 m3/d,生活污水100 m3/d,处理规模为300 m3/d。公司酿酒的主要工序分为蒸料、发酵、烧煮三个部分,排放的污水中含有大量的酒糟,COD、BOD、SS浓度高,其水质具体情况如表1所示;污水厂设计进水水质及排放标准如表2所示。

表2 设计进水水质和排放标准
2 污水处理工艺选择及流程
酿酒废水处理方法包括物理处理法如混凝沉淀、吹脱及气提等;化学处理方法如中和法、氧化还原法等;生物处理法如活性污泥法与生物膜法等[3];根据不同的水质特征采取相应的治理工艺使处理后的废水达到相应的排放标准。
根据前文对废水水质情况的分析,同时结合酒业公司的实际情况,我们确定主要采用生物法对公司酿酒废水进行处理,该方法技术成熟,应用广泛,可以达到废水处理的要求。目前酿酒废水处理的应用与研究都趋向于厌氧好氧生物组合处理方法[4-6]。IC反应器是目前的超高效厌氧反应器,容积负荷大约为UASB反应器的4倍[7]。IC反应器由于具有启动快、容积负荷率高、占地面积小且运行稳定等优点而备受关注,并且成功应用到酿酒、造纸、柠檬酸等废水的处理中[8]。通过对本次项目酿造废水的调研综合分析,该废水COD浓度高,悬浮物含量大,设计时采用“浓淡分家”的方式,对高浓废水和生活污水分开进行预处理后再汇集后进行处理,工艺上最终确定采用中和混凝沉淀-IC厌氧反应器-接触氧化-曝气生物滤池处理,该废水出水执行《发酵酒精和白酒工业水污染物排放标准》(GB27631-2011)。具体工艺流程如图1所示。

图1 工艺流程图
3 主要构筑物及设备参数
3.1筛网池
去除其中的谷粒、酒糟等悬浮颗粒物,为地下钢筋混凝土结构,直壁平行渠道,尺寸:1.30 m×0.80 m×2.30 m,池内安装筛隙为80目不锈钢弧形筛网。
3.2高浓调节池
主要功能是调节水质、水量,保障后续生化处理单元正常运行,减少冲击负荷。池底设潜水搅拌器,防止污泥沉降。采用地下式钢筋混凝土结构,有效容积为36 m3。
池平面尺寸:L×B×H=4.00 m×2.00 m×4.8 m。
有效水深4.5 m,停留时间为5.76 h,安装型号为QJB1.5/6-260/3-980的潜水搅拌机,电机功率1.5 kW。
3.3中和混凝池
调节高浓废水的pH值,同时投加PAC和PAM以促进悬浮物的凝聚,形成矾花,经混凝反应后的废水进入高浓废水初沉池。为地下式钢筋混凝土结构,平面尺寸:L×B×H=3.2 m×1.40 m×2.3 m, 有效水深2.0 m,停留时间:1.0 h,其中中和时间为30 min,混凝时间为30 min。池内安装有型号为JBJ-600的浆式搅拌机2台,电机功率1.5 kW。
3.4IC厌氧反应器
IC厌氧反应器(IC-Internal Circulation),即内循环厌氧反应器,废水在反应器中自下而上流动,污染物被细菌吸附并降解,净化过的水从反应器上部流出。
IC反应器实际上是由两个上下重叠的UASB反应器串联组成的。由下面第一个UASB反应器产生的沼气作为提升的内动力,使升流管与回流管的混合液产生密度差,实现下部混合液的内循环,使废水获得强化预处理。利用自身产生的沼气作为提升的动力来实现混合液内循环,使废水获得强化预处理和精处理,使出水达到预期的处理要求。最适宜的pH控制在6.5~8.0之间,最佳温度控制范围为35.5~37.5 ℃之间,第一反应室容积负荷率取20 kgCOD/m3·d,第二反应室容积负荷率取6 kgCOD/m3·d。大部分COD在第1厌氧反应室去除,第2厌氧反应室起“精”处理作用。形式为地上碳钢结构,具体尺寸:φ×H=4.0 m×16 m。
3.5混合调节池
IC反应器出水与厂区内生活污水管网来的生活污水进行混合,调节水质水量;地下式钢筋混凝土结构,带盖板;平面尺寸:6.71 m×6.00 m×4.8 m,有效水深4.3 m,池底设置潜水搅拌器,停留时间:13.8 h,池内安装型号为QJB2.2/8-320/3-740的潜水搅拌机,电机功率2.2 kW。
3.6生物接触氧化池
生物接触氧化池分为两段,内设组合填料,填料层高度为3.0 m,池底设微孔曝气器,利用微生物的新陈代谢作用将污水中的有机物脱氮除磷,进一步去除COD为目的。微孔曝气器采用XJBQ-215P,外型球冠形,内丝,材质为橡胶膜+ABS,数量90个,填料为Φ150弹性立体填料。填料区容积90 m3,气水比10:1,平面尺寸6.0 m×5.0 m×5.0 m,有效水深H=4.7 m停留时间:11.3 h,池内安装回流污泥泵1台,流量Q=5 m3/h,H=16 m,电机功率0.75 kW。
3.7二沉池
进行泥水分离,去除部分COD、BOD、SS等强化出水水质。半地下式钢筋混凝土结构,外形尺寸:L×B×H=6.0 m×2.4 m×5.0 m,池内安装斜管,倾角60°,斜长为1 m,水力负荷0.87 m/h,沉淀时间3.0 h。
3.8曝气生物滤池(清水池)
两座水池合建(上下层),去除COD、BOD,氨氮,并通过滤料的截留和吸附作用,强化出水水质,降低悬浮物浓度,储存处理后的出水。采用地下式钢筋混凝土结构,设计有V型进水布水槽、配水配气渠、反冲水排水渠,曝气生物滤池空塔停留时间为2.8 h,清水池停留时间为2.4 h。
平面尺寸为5.64 m×3.08 m,地下为3.0 m,地上4.0 m。
曝气生物滤池滤速为1.05 m/h,滤料层高度1.5 m(2),陶粒粒径为3~5 mm,曝气采用单孔膜空气扩散器,每平方米安装36个,气水比为反冲采用气水联合反冲洗,气冲强度为36 m/h,水冲洗强度为9 m/h,下向流,反洗周期24 h。
3.9污泥池
提高污泥池排泥水的含固率,采用地上式钢筋混凝土结构,具体平面尺寸:5.64 m×1.12 m ×5.00 m,有效高度4.5 m,停留时间13 h。
3.10鼓风机房
鼓风机房输送空气至生物接触氧化池和曝气生物滤池,提供微生物新陈代谢和硝化所必需的氧气,同时对曝气生物滤池提供反洗所需要的空气。
曝气风机3台(2用1备),单机流量Q=2.1 m3/min,升压49 kPa,电机功率4 kW,反洗风机1台,单机流量Q=3.5 m3/min,升压49 kPa,电机功率7.5 kW。
3.11压滤机房
选择带宽500 mm的带式压滤机一台,处理能力0.5~3.0 m3/h,同时配备PAM加药装置1套,加药量50 L/h,加药浓度0.2%,设置螺杆泵2台(1用1备),流量Q=5 m3/h,扬程H=60 m,功率N=2.2 kW。
4 实际运行效果和分析
污水处理站经过一段时间稳定运行后,废水样由当地环境监测部门进行5次连续检测,数据均为连续监测的平均值,处理前后的水质指标如表3所示;污染物指标去除效果见图2。

表3 工艺进出水水质检测值及去除率
从表3数据可以看到,出水水质符合标准要求。
从图2数据可知,工艺对CODCr、BOD5、SS和TN去除率分别达到99.6%、99.4%、98.1%和86.8%,出水完全符合《发酵酒精和白酒工业水污染物排放标准》(GB27631-2011)标准要求。
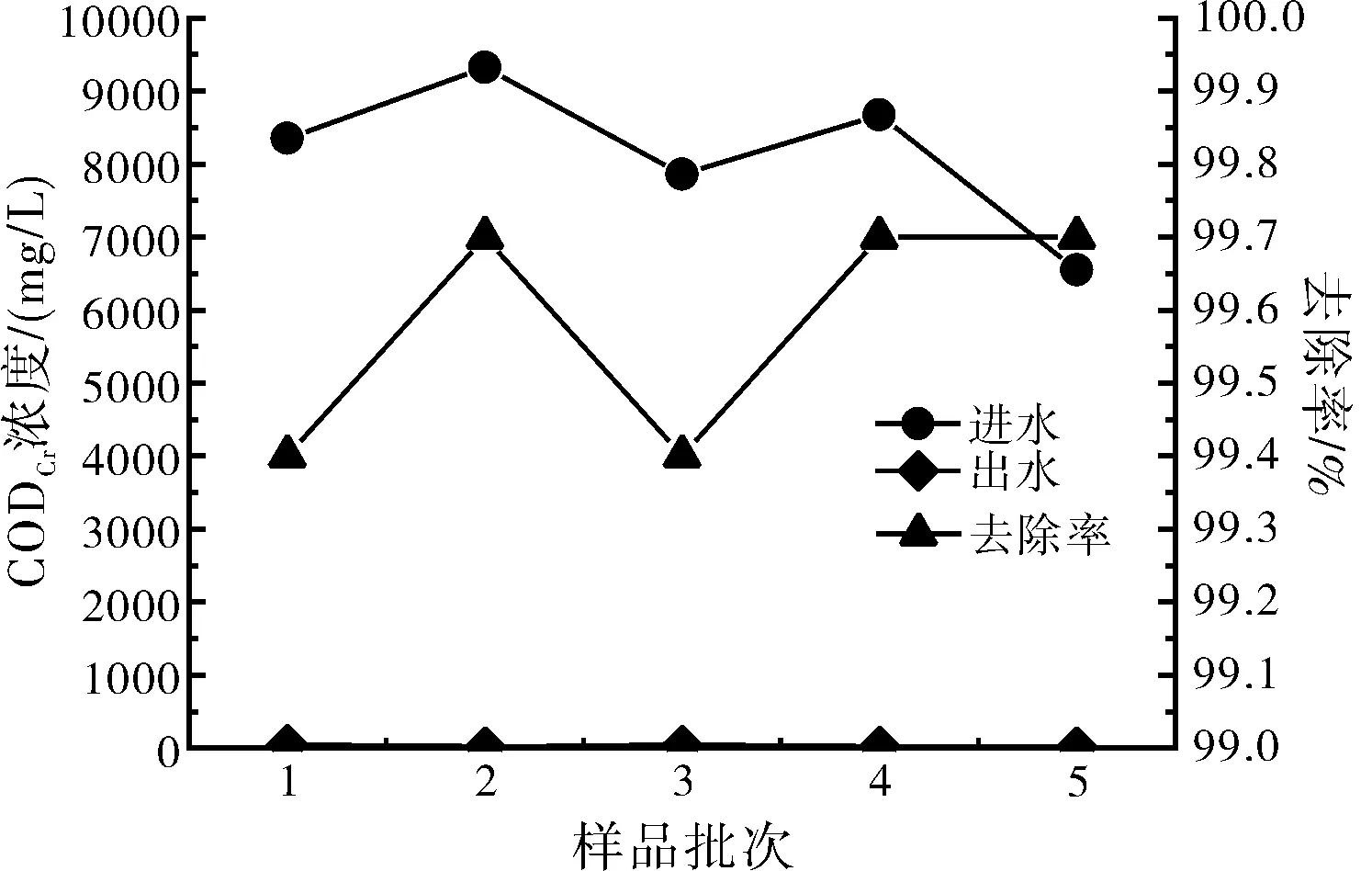



图2 CODCr、BOD5、SS和TN去除效果
5 效益分析
5.1投资与成本
本次酿酒废水处理项目费用包括建设期投资费用与运行费用两部分。建设总投资210.26万元,吨水投资7001元。工程运行费用包括:电费、人工费、药剂费以及污泥处置费,经验算总运行成本约为2.07元/吨水。
5.2经济效益
本项目IC塔COD去除率一般可达80%~85%,平均每处理1 kgCOD能产生0.45 m3左右的沼气,平均每天可产沼气约470 m3,按每立方米沼气1.2元计算,每天收益564元,沼气收益为1.88元/吨水。
5.3环境效益
每年可减少COD排放量877吨,每年可减少SS排放量93吨,每年可减少TN排放量11吨。
6 结 论
(1)该工程实践表明,针对酿酒废水的特点,采用“中和混凝沉淀-IC厌氧反应器-接触氧化-曝气生物滤池”工艺,经过运行发现,此工艺成熟稳定,治理效果良好,出水水质能到达《发酵酒精和白酒工业水污染物排放标准》(GB27631-2011)中污染物排放限值。
(2)对于IC厌氧反应器,一定要控制好进水温度,保持进水温度在35.5~37.5 ℃之间,这样COD的降解率最高;由于采用下向流曝气生物滤池,气水为逆向流,空气在一定程度上阻止水流将污水中的固体物质带入滤床深处,从而使固体物质聚集在滤池的表面,滤池容易堵塞,运行周期短。
(3)本项目具有良好的经济及环境效益。要充分利用沼气,防止沼气外泄对周围居民环境的污染,同时可以取得良好的经济效益。
[1]唐受印,戴友芝,刘忠义,等.食品工业废水处理[M].北京.化学工业出版社,2001.
[2]朱永全,曾凡中.酒厂高浓度有机废水处理工程设计[J].工业用水与废水, 2001,32(1):32-33.
[3]文芒.ABR-接触氧化组合工艺在酿酒废水处理工程中的应用研究[D].成都:西南交通大学地球科学与环境工程学院,2010.
[4]何晓娟.IC-CIRCOX 工艺及其在啤酒废水处理中的应用[J].给水排水,1997,23(5):26-28.
[5]王倩,楚昊.UASB+缺氧+二级接触氧化组合工艺处理酿酒废水[J].贵州化工,2011,36(5):40-41.
[6]王定晖.UASB-生物接触氧化法处理高浓度酿酒废水之探讨[J].青海环境, 2004(2):014.
[7]杨爽,张雁秋.对内循环厌氧(IC)反应器的探讨[J]. 工业安全与环保,2008,30(8):5-7.
[8]张雷,周婷婷,荣文兵,等.内循环(IC)反应器运行规律研究[J].环境科学与技术,2011,34(2):156-158.
The Treatment of Winery Wastewater by IC Anaerobic Reactor-contact Oxidation-biological Aerated Filter Technology
SU Xian-zhen
(Hunan Huda Weijia Environmental Technology Co., Ltd., Hunan Changsha 410070, China)
This design adopted the neutralization coagulation precipitation-IC anaerobic reactor-contact oxidation-biological aerated filter technology to treat the winery wastewater produced by Guilin Xiangshan Wine Co., Ltd. The test results showed that the process had a favorable effect on CODCr, BOD5, SS and TN removing, which can reach the standard of water pollutants emission limits in fermented alcohol and liquor industry water pollutant discharge standards GB27631-2011. In addition, the process had lots of advantages such as high volumetric load, strong capability of resisting impact, economical efficiency and running stability, and less land requirement.
winery wastewater; IC anaerobic reactor; contact oxidation; biological aerated filter
苏先真(1972-),男,大学本科,工程师,主要从事水污染控制与治理。
X506
A
1001-9677(2016)01-0138-04
