PLANOMAT 406型数控精平磨机床功能扩展与应用
2016-08-31马俊韬魏平安
高 虹 马俊韬 魏平安
(西安航空发动机(集团)有限公司,陕西 西安 710021)
PLANOMAT 406型数控精平磨机床功能扩展与应用
高虹马俊韬魏平安
(西安航空发动机(集团)有限公司,陕西 西安 710021)
针对PLANOMAT 406型数控精密平面成形磨床设备利用率低的问题,利用西门子数控系统的开发性,设计制作机床立磨头安装机构,选配立磨头和精密动力转台,开发用户磨削界面,实现立式磨削主轴无级调速控制。在机床原有平面磨削功能的基础上,扩展端面和内外圆磨削功能,提高了机床加工能力。
数控平面磨床;立磨功能;用户磨削界面
PLANOMAT 406精密平面磨床主要用于精密拉刀的型面磨削加工,因受限于现场配套工作台、磁力平台的规格尺寸,机床只能加工长度L<300 mm的小型号拉刀,加工范围窄、利用率较低。基于此,设计制作全封闭钢结构箱式支架,改善立磨头安装结构,基于西门子810D数控系统的高度开放性,应用MICROMASTER变频调速技术,实现机床立式磨削主轴无级调速控制;应用数控系统HMI用户接口应用技术,实现用户磨削加工界面的设计开发。在保证机床原有平面磨削功能的基础上,实现了端面和内外圆磨削加工功能,拓展了加工范围,解决了机床加工能力不足的问题。
1 PLANOMAT 406型数控磨床
该磨床采用西门子810D数控系统,控制3个闭环数字伺服直线轴(X、Y、Z)和一个模拟卧式砂轮主轴SP1。工作台纵向移动为X轴,SP1砂轮主轴可随Y轴、Z轴上下、前后移动,工件经磁力吸附在平台上,磁力平台固定在工作台上。X、Y、Z轴由西门子1FT6系列紧凑型永磁同步伺服电动机驱动,SP1由直流主轴电动机驱动,美国Parker590+直流调速器控制,机床主要技术参数见表1。
表1PLANOMAT 406数控平面磨床技术参数

设备规格行程/mm移动速度/(mm/min)卧式砂轮主轴参数工作台长度为600mm,工作台宽度为400mm,最大载荷为400kgX轴:725Y轴:550Z轴:250X轴:5~25000Y轴:1~2000Z轴:1~4000额定转速为1650r/min,输出功率为23kW,输出转速为(50~3000)r/min
2 机床功能扩展
2.1硬件选型
既要保证机床原有平面磨削功能,还要实现端面和内外圆磨削功能,意味着既要保留机床卧磨头机构和控制功能,还需加装一套立磨头机构(立磨头和电动机)和精密动力转台,并实现相应控制功能。
2.1.1立式磨削主轴电动机
平面磨削、内外圆磨削的砂轮线速度(S)通常设定在(28~35) m/s之间,为了保证砂轮恒线速度磨削,主轴电动机转速(n)应随着砂轮直径(R)变化而变化,即:砂轮磨削时因磨损直径变小时,需相应提高主轴电动机的转速(n),因此根据现有磨削主轴所安装砂轮直径,可计算得到主轴电动机转速(n)的范围。例如:砂轮直径R=100 mm,线速度S=35 m/s,得到:n=60S/(πR)=60×35/(3.14×0.1)=6 688 r/min。考虑到内圆磨削用的砂轮直径比较较小(Rmin=48 mm),因此确定选用西门子定制型三相交流异步电动机,型号为1LA5990-2AA95-Z,其主要参数见表2。
表2立式磨削主轴电动机的技术参数

额定电压/V额定电流/A额定功率/kW转速/(r/min)工作频率/Hz其他三相220~38010~6.135765~14785100~250直连方式,自然风冷
2.1.2变频调速装置
要满足立式磨削主轴电动机在(5 765~14 785)r/min范围内转速可调,需要另外加装变频调速装置。由于西门子MICROMASTER 440系列变频器采用微处理器和IGBT大功率输出器件,具有矢量控制和V/f控制性能以及过电压、欠电压、过载、过流等保护功能,完全满足上述立式磨削主轴电动机变频调速的要求。根据变频器供电电压、电动机控制方式、输出功率等技术参数进行选型,确定变频调装置型号为6SE6440-2UD24-0BA1,其主要技术参数见表3。
表3变频器的技术参数

电源电压/V额定电流/A额定功率/kW防护等级其他三相38019.07.5IP20无滤波器
2.1.3精密动力转台
为了满足环形件外圆、内孔的加工,兼顾工作台尺寸限制,只能选配直径在(200~300) mm之间的小型精密动力转台,该转台具有旋转功能,不需要定位和分度。BLOHM Maschinenbau GmbH公司精密动力转台(型号为RES220S),采用双速交流电动机驱动、蜗轮蜗杆传动方式,传动精度高、平稳可靠,满足现场使用要求。其主要技术参数见表4。
表4精密转台的技术参数

电源电压/V额定功率/kW额定电流/A电机转速/(r/min)传动比转台转速/(r/min)三相3800.18/0.251.05/1.11430/28601:7618.7/37
2.2方案实施
2.2.1全封闭钢结构箱式支架设计
将原砂轮及护罩拆除,保留卧式主轴部分,对安装位置进行测量,采用钢板焊接结构,重新设计、制作全封闭式安装支架,见图1。该支架由4个φ10 mm螺钉固定于卧式磨削主轴端面上,其侧面通过4个φ10 mm螺钉将立磨头机构固定,并设计一个偏心销,用于调整与工作台垂直度,见图2。为了避免加工中冷却液喷溅到卧式磨削主轴上,四周设计封闭式挡板进行保护,这样既保留了原卧磨头,其结构强度也符合新装立磨头机构的安装要求。依据磨头结构尺寸,设计不同长度和粗细的磨杆,以适应不同规格砂轮的安装要求,经现场试运行机床状态良好。


2.2.2立式磨削主轴控制功能实现
原数控系统已配置3个数控直线伺服轴和1个卧式模拟砂轮主轴SP1,现在增加1个立式模拟砂轮主轴SP2,需要设置相应的NC参数,例如:MD10000[4]=SP2, MD20070[4]=5,MD35000[4]=2,MD30300[4]=1,MD30310[4]=1,MD35100[0]=12000,MD35110[0]=10800。
修改机床PLC程序实现主轴SP2的转速控制功能。在西门子810D系统中,CNC主轴转速指令通常通过2种途径送到PLC:一是通过NCK通道信号DB21或进给轴/主轴信号DB3*读取;二是通过PLC功能块FB2(Read GET NC variable)读取,相比而言,采用第一种方法读取转速指令并进行处理较方便。方法如下:由PLC直接读取DB35.DBD88,与MCP面板主轴倍率进行运算处理后,调用带形参数的功能块FC106,在0~10 800 r/min转速之间进行规范化处理,转化为PLC模拟输出模块需要的0~27 648之间的16位整数,再经SM332模拟输出模块的QW35以单极性模拟电压(0~10 V)输出,送到变频器的模拟输入通道1(端子3、4),作为变频器频率给定信号。其中对SP2转速指令进行运算、规范化处理的部分PLC程序及说明如下:
AN DB11.DBX6.2(自动、MDI方式)
JNB _002
L DB35.DBD88(读取SP2转速指令)
T MD204
_002:NOP 0
A(
A(
A(
L MD204
L MD224(读取的SP2主轴倍率)
*R
T MD212(运算MD212=MD204×MD224)
AN OV
SAVE
CLR
A BR
)
JNB _013
L 100
T MD216(赋值MD216=100)
SET
SAVE
CLR
_013:A BR
)
JNB _014
L MD216
DTR
T MD228(将MD216转化为实数)
SET
SAVE
CLR
_014:A BR
)
JNB _015
L MD212
L MD228
/R
T MD220(运算MD220=MD212÷MD216)
_015:NOP 0
A M0.0
=L0.0
BLD 103
A M0.1
A M111.0(立磨方式)
JNB _017
CALL FC106(规范化功能块)
IN0:=MD220
IN1:=1.080000e+004(主轴转速上限)
IN2:=0.000000e+000(主轴转速下限)
IN3:=L0.0
RET_VAL:=MW102
OUT4:=QW35(SP2转速指令送到模拟输出模块QW35)
上述工作完成后,需要设置MM440变频器参数。在BOP上按照SP2主轴电动机铭牌上电压、电流、频率、转速等参数(见表2)设置电动机参数P304~P311,设置频率给定源P1000=2(选择模拟输入通道1),命令给定源P700=2(端子控制方式),P701=1(端子5为启/停控制);模拟输入1设置P756=0(选择ADC类型为单极性电压0~10 V),设置P758=0、760=100对应于0%~100%的标度。
2.2.3用户磨削界面的开发
西门子810D数控系统人机界面PCU50.3为用户开发特殊功能、专用界面提供了较好的开放性平台。为了满足该机床内外圆磨削特点和工艺要求,需开发专用用户磨削、修整界面。经分析可采用以下3种途径开发:(1)在系统标准界面上通过用户扩展接口功能开发;(2)通过西门子Wincc Flexible组态软件编程实现;(3)利用其他外部HMI开发软件。考虑到该机床磨削和修整画面嵌套并不复杂,决定采用第1种。
用户扩展接口是系统自带的文本结构的编译器,通过编写ASCII文件配置来实现。具体来讲,在系统HMI Advanced操作界面中,定义窗体内空白操作软键(水平或者垂直)的显示文本和图形标签,当按下软键时,系统会自动调用相应的组态文件(COM文件),通过组态文件内部的编程,形成用户个性化的界面,并显示在HMI界面上。本次开发针对“加工JOG”页面,其对应的组态文件为MA_JOG.COM,在该文件里编写画面程序,利用扩展页面第6水平空白键可以调用用户磨削画面,还可以实现画面/窗体的设计和相互切换。该机床立式磨削用户界面包含“装载位置”、“砂轮参数设置”、“磨削位置”和“修整位置”4个画面,画面调用结构示意见图3。
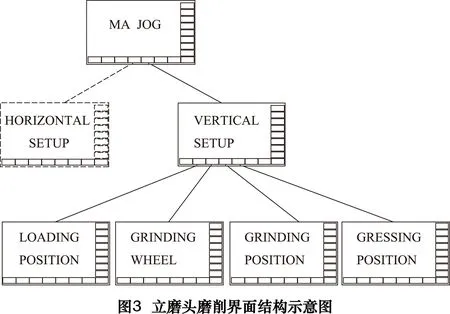
(1)LOADING POSITION:设置工件装载位置(X、Y、Z),加工完成后机床回到该位置。
(2)GRINDING WHEEL:设置砂轮T号(T1~T10)、D号(D1~D10)、砂轮半径、砂轮宽度、最大线速度。
(3)GRINDING POSITION:设置砂轮对刀点位置(X、Y、Z)。
(4)DRESSING POSITION:设置修整器的修整位置。
下面仅以“LOADING POSITION”页面的组态程序为例进行说明,见图4。
//M(FORM11/"V-LOADING POSITION"/"LOADING.BMP")(定义窗体,窗体名,插入图片名)
DEF LOAD_XP=(R3///,"X LOADING POSITION","mm"/WR2//"MYMR[30]"/250,50,300/400,50,120)(定义变量,可读写,R30,在窗体中的位置)
DEF LOAD_YP=(R3///,"Y LOADING POSITION","mm"/WR2//"MYMR[39]"/250,80,300/400,80,120)(定义变量,可读写,R39,在窗体中的位置)
DEF LOAD_ZP=(R3///,"Z LOADING POSITION","mm"/WR2//"MYMR[38]"/250,110,300/400,110,120)(定义变量,可读写,R38,在窗体中的位置)
VS8=("RETURN")(定义“返回”软键)
PRESS(VS8)
LM("FORM10")(调用“FORM10”窗体)
END_PRESS
//END(窗体结束)

3 结语
本次应用,通过功能开发与技术改进,在机床原有磨削功能基础上,成功实现了端面、内外圆及圆弧磨削功能,解决了机床加工范围有限、效能低的问题。经过一段时间的现场使用,基本满足生产现场环形件外圆、内孔、圆弧的加工要求。
实践证明,设备维修技术人员通过不断学习新技术、新知识并持续改进,改善机床结构,开发系统软件功能,挖掘设备潜能,能够提升设备加工能力,不断适应航空产品快速发展的需求。
(编辑汪艺)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
·名词解释·
外圆磨床外圆磨床是使用的最广泛的,能加工各种圆柱形和圆锥形外表面及轴肩端面的磨床。万能外圆磨床还带有内圆磨削附件,可磨削内孔和锥度较大的内、外锥面。基本的磨削方法有两种:纵磨法和横磨法。前者在磨削时,工件作圆周进给运动,并随工作台作往复纵向进给,横向进给运动为周期性间歇进给,当每次纵向行程或往复行程结束后,砂轮作一次横向进给,磨削余量经多次进给后被磨去。纵磨削的磨削效率低,但能获得较小的表面粗糙度;而横磨削又称切入磨法,磨削时,工件作圆周进给运动,工作台不作纵向进给运动,横向进给运动为连续进给。砂轮的宽度大于磨削表面,并作慢速横向进给,直至磨到要求的尺寸。横磨削的磨削效率高,但磨削力大,磨削温度高,必须供给充足的冷却液。不过外圆磨床的自动化程度较低,只适用于中小批单件生产和修配工作。
重结晶退火应用于平衡加热和冷却时有固态相变(重结晶)发生的合金。其退火温度为各该合金的相变温度区间以上或以内的某一温度。加热和冷却都是缓慢的。合金于加热和冷却过程中各发生一次相变重结晶,故称为重结晶退火,常被简称为退火。这种退火方法,相当普遍地应用于钢。重结晶退火也用于非铁合金。
“高档数控机床与基础制造装备”国家科技重大专项课题:伺服驱动及电机测试规范、标准研究与测试平台(2012ZX04001051)
Functional extension and application of PLANOMAT 406 numerical precision flat grinding machine
GAO Hong, MA Juntao, WEI Ping’an
(Xi’an Aero-Engine(Group)Ltd., Xi’an 710021, CHN)
To the problem of low utilization rate of the equipment of the PLANOMAT 406 type numerical control precision flat grinding machine, use openness of SIEMENS numerical control system, design and make vertical grinding installation mechanism, select vertical grinding head and precision power turntable, develop user grinding interface, realize stepless speed regulation control for vertical grinding spindle. Based on the original plane grinding function, extend end face and internal and external cylindrical grinding function, improve the processing ability.
numerical horizontal surface grinding machine; vertical grinding function; user grinding interface
TG582
B
高虹,女,1966年,高级工程师,从事设备管理与维护工作,已发表论文2篇。
2015-11-10)
160552
