盲孔加工切屑的自动清理装置设计*
2016-08-22刘殿江
王 玲,刘殿江,赵 娟
(1.青岛港湾职业技术学院 轮机工程系,山东 青岛 266404;2.青岛越洋工程咨询有限公司,山东 青岛 266071;3.青岛理工大学 机械工程学院,山东 青岛 266033)
盲孔加工切屑的自动清理装置设计*
王玲1,刘殿江2,赵娟3
(1.青岛港湾职业技术学院 轮机工程系,山东 青岛266404;2.青岛越洋工程咨询有限公司,山东 青岛266071;3.青岛理工大学 机械工程学院,山东 青岛266033)
为保证大型构件上台阶盲孔的精度,复杂的加工工艺下经常需要多次停车以进行人工除屑,大批量加工此类盲孔时不仅费工费时,频繁停机会影响设备的使用,除屑时还因不安全因素而造成人身伤害等事故。结合盲孔的加工工艺分析了切屑的特征,针对不同形状的切屑讨论了孔加工时的自动除屑方案,依照方案制作了自动除屑的工具,试验了自动除屑效果,基本实现了切屑的自动、安全清理,同时将单个盲孔的加工时间由原来的3~5min缩短为约2min。
盲孔加工;切屑特征;自动清理装置
0 引言
构件的组成往往是较为复杂的,大型构件之间的相互连接更是如此,有时要在构件上加工深的台阶盲孔(如车辆转向架构架上的空气弹簧孔)以便于与其它部件相连。为保证此类盲孔的加工精度,往往要经过多道工序才能完工。在孔加工过程中,每次加工产生的切屑都会对后序的加工精度产生一定影响。为此,工人会在每次加工后,停机用磁棒和铁钩进行人工除屑,这不仅会降低孔的加工效率,还会因每次清理切屑都要穿梭于构件和工作台之间,地面上的切屑、油污和切屑液等可能会给除屑人员带来一定的安全隐患。据调研,95%以上的孔加工师傅对此都感到头疼。
从文献来看,研究孔加工理论者[1-3]较多。而在盲孔除屑[4-10]的研究中,有些会使加工设备本身的系统复杂化,有些并不适合批量加工大型件内盲孔的自动清理,伴随机加工过程的自动程序化除屑尚未见报道。本文结合盲孔加工工艺要求,观察分析切屑的形状、特征,设计切屑的自动化清理方案,制作试验用的除屑工具,分析、试验除屑效果,实现切屑的自动、安全清理。
1 切屑的特征
图1所示的是一个上孔径小、下孔径大的待加工台阶盲孔。为保证孔的精度,需将上孔径加工到60mm(孔深97mm)。根据其三次粗镗和一次精镗加工的工艺要求,加工过程中每次粗加工之后都会有切屑残留在孔内,影响下次的加工,而且每次粗加工都因进给量不同而形成不同形状和不同重量的切屑。
依照孔的加工工艺,在实验室内进行加工试验,发现粗、精加工的切屑分别以粒状C形切屑和带状长卷切屑为主。其中第一次粗加工后产生大量的C形切屑,切屑直径约8mm,切屑总量约154g;第二次粗加工后粒状切屑的比例明显降低,绝大部分切屑为带状长卷屑,但带状屑长度均小于50mm,卷屑的直径约5mm,切屑总量达125g;第三次粗加工的切屑主要是以缠绕的带状长卷屑为主,卷屑的直径约3mm,切屑总量达81g。最后精加工时其切屑为少量带状缠绕的细长屑,切屑总量达32g。四次加工后的切屑形状见图2所示。
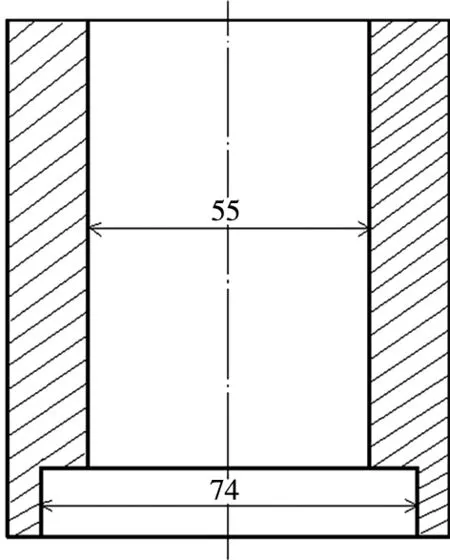
图1 待加工台阶盲孔示意图

(a)第一、二次粗加工后的切屑

(b)第三次粗加工和最后精加工后的切屑
2 自动除屑方案
针对每次加工后沉积到孔底的切屑,拟采取在不停机的情况下清理,不同形状的切屑用不同的除屑工具,并将工具作为刀具安装在标准刀柄上,预先配置在刀具库中。加工时根据加工顺序,在需要除屑时,通过加工中心的换刀指令进行自动取屑、退屑操作即可。
2.1带状长卷切屑的除屑方案
对于较长的切屑,考虑用夹取法或缠绕卷取法,拟采用夹具或卷钳作为除屑工具。
首先:根据切屑本身重量及相互间的作用力,设计清理带状长卷屑的夹具及卷钳的结构,通过计算、校核各部件强度及刚度,确定各部件的尺寸。
其次:制作试验用的夹具及卷钳。然后在实验室内进行粗、精镗孔加工,并观察用夹具及卷钳的除屑效果。试验过程中逐步优化参数和调整工具的结构,改善除屑效果。
最后,确定清理长卷屑的除屑工具。
2.2粒状C形切屑的除屑方案
根据磁棒对铁屑的吸附作用原理,对于粒状C形切屑的清理工具,拟采用永久磁铁或电磁工具。电磁除屑工具用直流电,根据电磁力大小与气隙大小之间的关系进行计算和设计。永久磁铁除屑工具根据磁场强度和强磁体磁力线的分布情况模拟分析吸附铁屑的能力。
对比永久磁铁和电磁工具的除屑效果,确定适合C形粒状屑的除屑工具。
3 试验验证与分析
3.1带状长卷屑除屑工具的设计与除屑分析
(1)夹具的结构设计及除屑试验分析
夹具设计成可旋转的结构,如图3所示:主要结构:刀柄、外夹、复位弹簧和内夹。在外夹上设有一个转动槽,内夹上部的横杆沿转动槽向上运动时会带动内夹相对于外夹转动,从而实现取屑动作。当需要清理铁屑时,利用加工中心的换刀指令将夹具换装到主轴上,主轴移到盲孔上方后向下移动,内夹上的横杆被盲孔上表面阻挡,从而在外夹的转动槽中向上运动,铁屑被缠绕并夹住。由于在转槽的上部还设有一个定位槽,这样就保持了内夹与外夹的夹取状态。待主轴带着夹具及夹取的铁屑移出盲孔后,在指定的放屑位置处设置挡块,可使内夹上的横杆脱离定位槽。然后横杆在复位弹簧的作用下沿转动槽向下运动,被夹取出来的切屑便掉落在此。本次除屑动作完后,再由换刀指令将夹具换回刀具库,继续完成后面的加工程序。

图3 夹具
用此夹具除屑时,其铁屑可能会通过转槽进入内夹或卡在转槽中,致使夹屑动作无法继续完成,除屑效果会不理想。
(2)卷钳的设计与除屑试验分析
卷钳取屑按照螺旋正转的反向拉力作用进行设计,主要结构包括两部分:取切屑用的螺旋弹簧部分和退切屑用的退屑座,如图4所示:退屑座固定在机床上,螺旋弹簧部分可以固定到刀杆上作为一个刀具。螺旋弹簧材料选用B组碳素弹簧钢丝,除屑过程分析如下:

(a)卷钳

(b)退屑座
需要清理带状长卷屑时,通过加工中心的换刀指令将卷钳换装到主轴上。主轴带动卷钳移动到盲孔的上方后正转,同时Z轴负方向进给。调整好转速和运动速度,使螺旋弹簧的尖端缓慢下移,进入盲孔。待其接触铁屑后继续下移,将铁屑卷绕到螺旋弹簧上。主轴下降一定距离后停转,Z轴正向进给,将揉成了团状的带状长螺卷切屑钩出。然后主轴水平移动,向退屑座靠近。待螺旋弹簧靠上退屑座后,再调用攻丝程序,使主轴反转,Z轴负向进给,将铁屑留在退屑座上,完成一次自动除屑过程。
除屑时,因螺旋卷钳除屑工具的弹簧材料强度高,取屑、放屑动作较简单,卷钳的结构也简单,其除屑效果会比较理想。
(3)带状长卷屑的除屑试验及方案确定
综合上述两种工具的结构和除屑效果分析,带状长卷屑的除屑工具宜采用螺旋卷钳。
3.2粒状C形切屑除屑工具的设计与除屑分析
(1)电磁除屑工具的设计及除屑分析
电磁除屑机构设计如图5所示:此工具主要由刀柄、固定机构、定位销、发电机和电磁铁组成。同样,按照自动除屑要求,当需要清理铁屑时,通过加工中心的换刀指令将其换装到主轴上,定位销与加工中心上的定位孔配合,使固定机构可以与刀柄产生相对转动。发电机的输入轴与刀柄连接,主体通过连接法兰与固定机构连接,当加工中心的主轴以一定速度带动刀柄旋转时,发电机可以产生电流使电磁铁工作,产生一定的磁吸引力。同时,通过主轴移动将此工具伸进需要清理铁屑的盲孔内吸附铁屑。电磁铁吸附C形粒状铁屑后,主轴移动将此工具移出除屑孔,到达指定放屑位置后,主轴停转,电磁铁消磁,吸附的铁屑掉落在此,完成本次除屑动作,然后换刀继续后续加工过程。
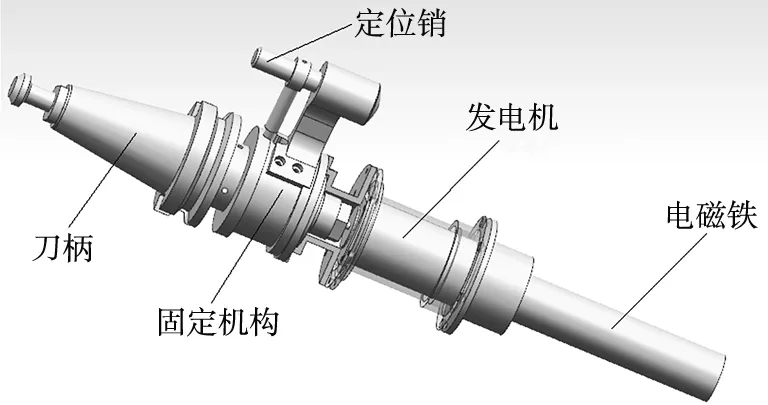
图5 电磁除屑工具结构图
电磁除屑工具结构较复杂,除屑过程中因主轴旋转,稳定性较差。为确保安全,装置中发电机的电压需在36V以下,由于受盲孔所限,电磁铁不能太大。但电磁铁在36伏电压下产生的磁力很小,将无法完成除屑工作。
(2)永久磁铁除屑工具的设计及除屑分析
永久磁铁除屑工具利用了较强的铁磁吸附作用吸附切屑和离心式解锁以退磁去屑的原理,其结构图如图6所示。
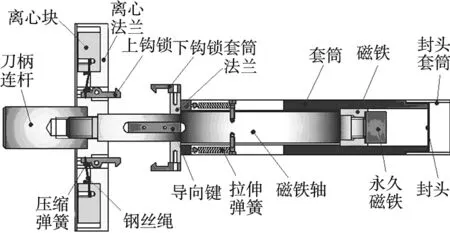
图6 永久磁铁除屑工具结构设计图
永久磁铁除屑工具的结构主要有离心法兰、上下钩锁、退屑套筒等。用此工具清理粒状C形切屑的过程分析如下:通过加工中心的换刀指令将其换装到主轴上。主轴移动将其定位到需要除屑盲孔的上方,然后Z轴负方向进给,当退屑套筒的封头(软磁铁)碰到铁屑后继续运动,使上下钩锁钩在一起(需要经过多次试验来确定此距离,以便在程序中设定好距离以确保每次下降时上下钩锁均能钩挂在一起)。Z轴正向进给,移出除屑孔。待主轴水平移动到指定的放屑位置后正转,设置好转速使上钩锁在离心力的作用下与下钩锁脱开,同时退屑套筒在拉伸弹簧的作用下回弹,即可完成自动退屑的过程。
永久磁铁采用强磁性能的钕铁硼合金[11],其磁力强能吸附的铁屑量较大,经校核永久磁铁除屑工具的强度满足要求[12]。此工具在结构上无任何电器元件,工作较稳定,其除屑安全系数高,除屑效果会较好。
(3)粒状C形切屑的除屑方案确定
通过对比分析,选择粒状C形切屑的清理工具为永久磁铁除屑工具。
3.3制做自动除屑工具与除屑试验
按照上述设计方案,制作清理带状长卷屑的工具卷钳和清理粒状C形屑的永久磁铁除屑工具,分别见图7、图8所示。

(a)卷钳工具

(b)退屑座
为减轻除屑工具的整体重量,永久磁铁除屑工具的大部分零件选用铝合金材料制作。为保证装置的整体强度和离心块的离心力,离心块和中心轴均用45号钢制作。

(a)离心解锁部件
(b)永久磁铁除屑部件
在实验室内进行了多次的除屑试验,试验过程中取屑、放屑过程顺畅。其中,用卷钳工具清理长卷屑时,一次基本上即可将长卷屑取出并顺利放到指定的放屑位置。使用永久磁铁除屑工具清理粒状切屑时,最多需要3次即可将碎屑基本清理干净。图9显示了第一次清理长卷屑和第3次清理粒状C形屑的结果,试验验证了两种除屑工具均达到了预期的除屑效果。实现了程序自动化除屑的要求,并提高了孔的加工效率,单个盲孔的加工时间由原来的3~5min缩减到约2min。

(a)带状长卷切屑第一次除屑
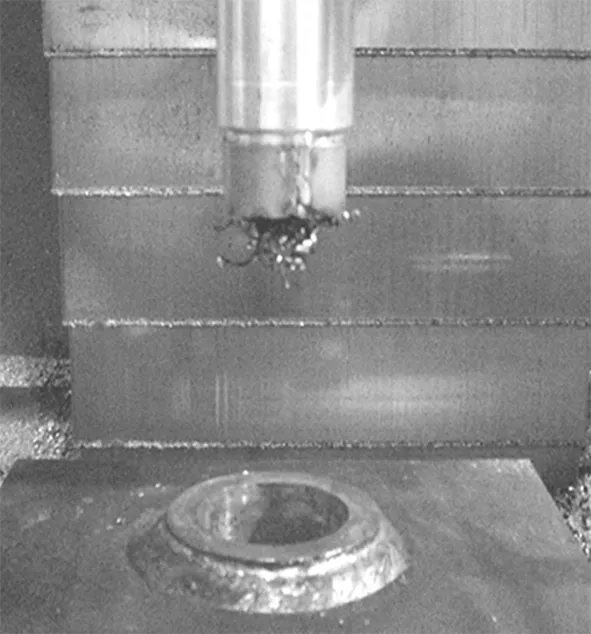
(b)粒状C形切屑第三次除屑
4 结论
结合批量加工大型构件上的盲孔加工工艺,分析、设计、实现了盲孔加工切屑的自动清理。试验验证了切屑的自动清理效果,基本达到了清理要求,实现了切屑的自动、安全清理,避免了人工除屑事故的发生。实现自动除屑后,单个盲孔的加工时间约减少了一倍,提高了盲孔的加工效率,也为其它盲孔的批量加工提供参考。
[1] 邱泉水,苗鸿宾,沈兴全.深孔加工中再生型颤振的分析和仿真[J].组合机床与自动化加工技术,2015(8):90-92.
[2] 杨顺田,杨天雄,彭美武.深孔钻断排屑机理与变切加工数控宏程序研究[J].组合机床与自动化加工技术,2012(4):80-83.
[3] 贾永鹏,景旭文,刘传君,等.基于Deform-3D的船用柴油机机身深孔加工仿真研究[J].组合机床与自动化加工技术,2014(12):141-144.
[4] M.R.Horgan.真空吸附技术[J].轻工机械,1998(4):41-43.
[5] 樊铁镔.深孔加工的切屑处理[J].工具技术,1998(9):35-40.
[6] 龚慧生.盲孔除切屑机的研制与应用[J].制造技术与机床,2000(3):52-53.
[7] 黄伟.高压内排屑深孔加工[J].有色设备,2003(3):23-26.
[8] 马清艳,马青华.机械式轴向深孔振动钻削系统的设计[J].机械设计与研究,2013,29(4):86-87.
[9] 赵如意,关世玺.深孔钻削切屑形态的研究[J].新技术新工艺,2010(2):42-43.
[10] 朱俊生.深盲孔排屑吹管[P].CN102921673A 2013-02-13.
[11] 温旭东.永磁材料磁性能的研究[D].郑州:郑州大学,2012.
[12] 陆敏,裴景玉,徐霖,等.自卸式铁屑甩油离心机转鼓应力分析[J].化工机械,2013,40(3):373-375.
(编辑李秀敏)
Device Design on Chips Auto-Cleaned from Machining Blind Hole
WANG Ling1,LIU Dian-jiang2,ZHAO Juan3
(1.Department of Marine Engineering,Qingdao Harbor Vocational & Technical College,Qingdao Shandong 266404,China;2.Qingdao Yueyang Engineering Consultant Co., Ltd.,Qingdao Shandong 266071,China)
Machining technology of blind hole in large structural component is complicated in order to ensure the precise degree in processing. Since the chips produced in each step would affect the machining precision in the following steps,it usually needs to stop machining and clear up chips manually.When mass-producing, which is potentially dangerous to personal safety,time-consuming as well as affecting the machine with stop-and-go driving.This paper,analyzes the characteristics of chips in blind hole processing according to the machining technology,puts forward automatic cleaning ways and makes instruments.After experiments,it is proved that the automatic chips cleaning is safe and effective,and the time of processing a blind hole is from 3 to 5 minutes to about 2 minutes.
machining blind hole;characteristics of chips;auto-taking and auto-putting device
1001-2265(2016)07-0135-04DOI:10.13462/j.cnki.mmtamt.2016.07.038
2015-09-06;
2015-10-08
青岛港湾职业技术学院科技计划项目(QDGW2014Z06)
王玲(1973—),女,河南南阳人,青岛港湾职业技术学院副教授,硕士,研究方向为轮机工程设备与制造,(E-mail)181127795@qq.com。
TH122;TG65
A
