变径尾管防止抽油机卡泵的可行性研究
2016-08-18赵晓非蒋昊琳张震超
葛 丹,赵晓非,蒋昊琳,张震超
(东北石油大学 化学化工学院 石油与天然气化工重点实验室,黑龙江 大庆 163318)
变径尾管防止抽油机卡泵的可行性研究
葛丹,赵晓非,蒋昊琳,张震超
(东北石油大学 化学化工学院 石油与天然气化工重点实验室,黑龙江 大庆 163318)
对于三元复合驱油井结垢造成抽油泵卡泵问题,实验采用在泵下预设一段尾管,并对尾管做变径处理,预想通过紊流达到促垢,吸附的目的,进而减缓抽油泵处垢的吸附与堆积。结果显示,镶嵌式连接尾管,使总成垢率大多在93%以上,两寸半管∶三寸管=1∶3时最高,结垢率达96%,而全为二寸半管时,总结垢率为85.04%。随管径变换频率的增高吸附垢的比重减少,而悬浮垢的比重增加。实验表明通过在稠油泵下增设一段尾管,用以促垢,吸垢的设计目的可行,在极大程度上降低了卡泵几率。
三元复合驱;油井结垢;卡泵;变径尾管
近年来,三元复合驱油井结垢造成的卡泵现象频发,使得采油成本增加,严重影响采油作业[1-3]。以大庆油田为例,从常规水驱转为三元复合驱驱油后,碱性流体加剧了碳酸盐的成垢,造成故障频出,作业井次明显增加,严重影响油井生产。在很多研究[4-8]中都提到了流速变化对成垢有一定影响。众所周知,温度对碳酸盐结垢有着至关重要的作用,但当温度一定时,流速对结垢的影响作用变得尤为突出[9]。Mourad Hamachi和Martines mietton-peuchot利用污垢层厚度测量的方法[10],对污垢沉积情况在流速分别为0.055,0.193,0.304m·s-1时进行了详细分析和研究,高流速增大质量输运,而且强化剥蚀,起到较好的抑垢作用。
为解决三元复合驱油井结垢而造成卡泵的问题,本文提出在抽油泵下端增设一段变径尾管,迫使钻井液流速、静压力的改变,研究湍流效应对促进成垢的规律,以解决卡泵问题。现场作业油管多为内径为二寸半、三寸管,实验室预采取镶嵌式串联尾管(见图1)达到促垢的目的,预通过人为改变采出液的流速、流体静压力,制造紊流状态,以实现促进结垢与提高垢吸附挂壁比重的目的。

图1 镶嵌式串联尾管促垢的理论模型Fig.1 Theoretical model of mosaic tandem stern tube promoting scale
1 实验部分
1.1主要药品与仪器
CaCl2、MgCl2、FeCl3、BaCl2、H2SO4、NaHCO3、Na2CO3、羧酸钙指示剂、乙二胺四乙酸二钠盐(EDTA·2Na),均为市售分析纯药剂;N80钢片(扬州市正中不锈钢有限公司)。
DK-98-Ⅱ型恒温水浴锅(天津市泰斯特仪器有限公司);85-2型恒温磁力搅拌器(江苏省金坛市荣华仪器制造有限公司);800型离心机(上海手术器械厂)。
1.2实验方法
本文中采用旋转挂片法(见图2),考查流速对模拟结垢水成垢的影响,使用具有一定内表面积的钢质容器,以某固定转速使内置溶液搅动,在杯内壁能达到所需考察的流动速度,采用转动模拟流动、时间替代长短的方法,控制转数与时间段来研究尾管变径对结垢的影响。实验模拟尾管总长度为150m(10m·根-1),流量为40m3·d-1,以下实验时间均按此计算。
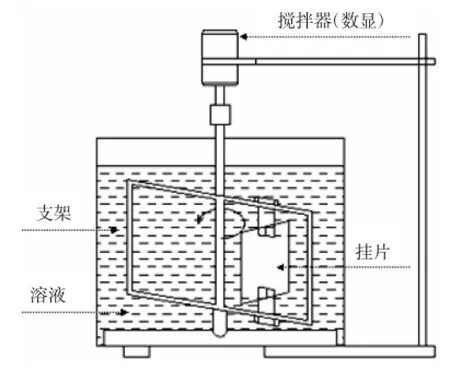
图2 旋转挂片结垢测定装置Fig.2 Device of rotary hanging piece scaling test
2 结果与讨论
实验首先对大庆采油五厂采出液进行水质分析,结果见表1。实验室据此配置模拟液,在45℃恒温水域中反应。

表1 大庆采油五厂水质分析表Tab.1
按照图2,连接好装置,配制上述模拟液(除钙镁离子),待恒温至45℃后,调剂搅拌速度,加入定量钙镁离子溶液,并开始计时。
2.1在恒定速度的结垢情况
全为加速段时,总反应时间16min18s,反应后结果见表2。
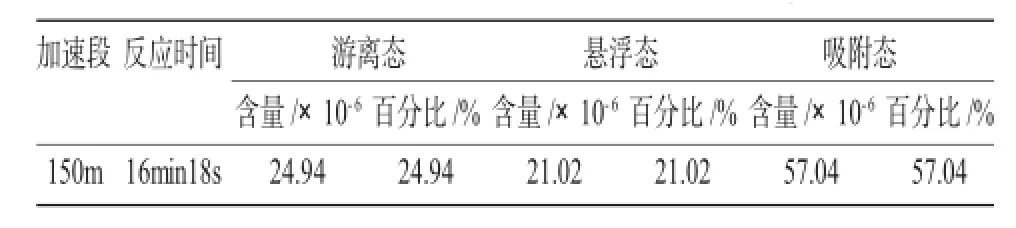
表2 全二寸半管成垢数据表Tab.2 Datas of 2.5 inch pipe scaling
全为吸附段时,总反应时间24min29s,反应结果见表3。

表3 全三寸管成垢数据表Tab.3 Datas of 3 inch pipe scaling
这说明,尾管全部采用二寸半管时,尾管截留的垢质量较少,为57.04%,溶液中的悬浮垢及游离的成垢离子含量较多,则通过尾管后继续成垢及吸附的可能性更大。全采用三寸管时,尾管截留的垢质占初始钙镁总量的69.21%,未吸附的垢质更少,尾管的促垢效果更明显。下面考察三寸管与二寸半管衔接时的结垢规律。
2.2模拟不同镶嵌比的流速变化
二寸半管为加速段,三寸管为吸附段,两段式是指三寸管与两寸半管前后搭配,镶嵌式是指三寸管和两寸半管按一定比例穿插衔接。

表4 二寸半管与三寸管长比1∶4Tab.4 2.5 inch:3 inch=1:4

表5 二寸半管与三寸管长比1∶3Tab.5 2.5 inch:3 inch=1:3
由表4、5结果表明:
(1)无论是两段式还是镶嵌式,随着尾管中二寸半管数量的增加,管壁吸附的垢量逐渐降低。即三寸管越多,管壁上吸附截留的垢越多,经过尾管后残余的游离态钙镁及悬浮的垢量也越少。
(2)当采用三寸管与二寸半管串联时,同等长度下,镶嵌式比两段式管壁吸附的垢量更大,即流速的多次变化比单次变化更能促进结垢与吸附,处理后溶液中悬浮的垢及游离的钙镁离子和更低。但是总量仍不如只有三寸管的情况。
(3)这表明,管路内的速度变化的确会促进成垢与吸附,但是这种促进的影响,似乎并不如直接加大管径从而延长反应时间来的更加明显。
2.3三寸管与二寸半管的衔接
按150m尾管(将单根管视为10m计算),均以镶嵌式反应操作,其中细管为2寸半管,粗管为3寸管,实验结果见表6。
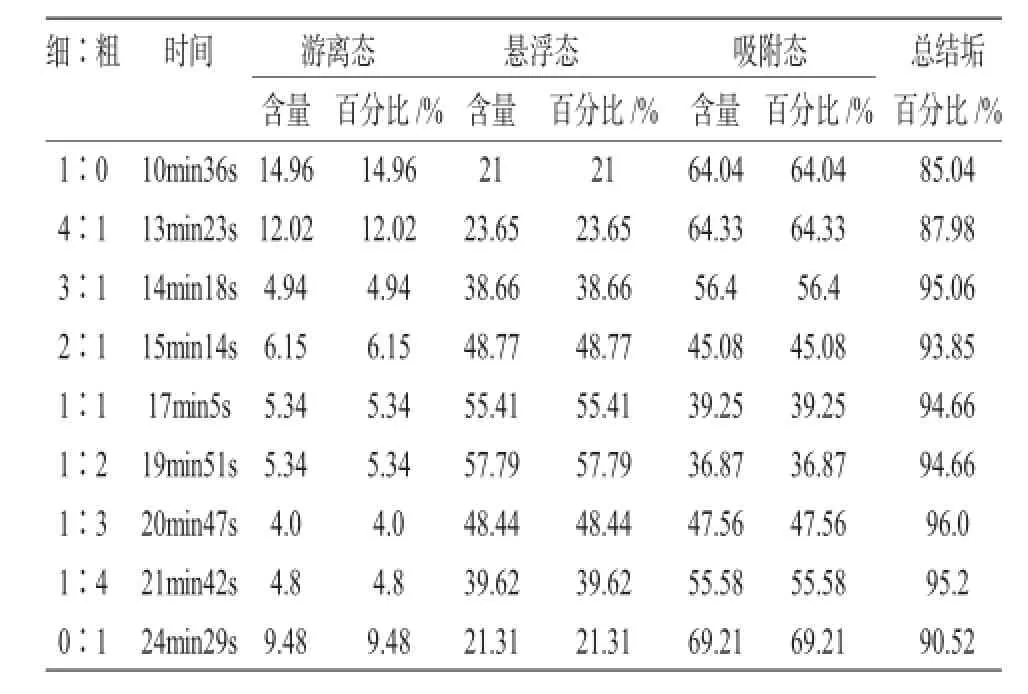
表6 二寸半管与三寸管在不同镶嵌比下的结垢规律Tab.6 Scaling pattern of different mosaic ratio
由表6绘制规律曲线得图3。
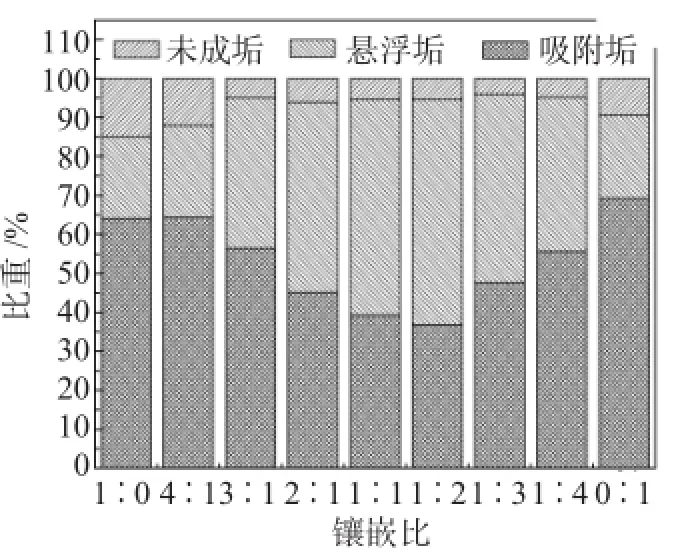
图3 二寸半管与三寸管在不同镶嵌比下的结垢规律Fig.3 Scaling pattern of different mosaic ratio
镶嵌比为二寸半∶三寸1∶1时,流速变换(管径交替)频率最快,往两端变换频率降低,由图3可看出:
(1)镶嵌式连接,总成垢率大多在93%以上,最高为二寸半∶三寸=1∶3时结垢率为96%,而全为二寸半管时,总结垢率最低为85.04%。结垢率随着两种管交替频率增多而增多,二寸半∶三寸=1∶1附近成垢率均在94%左右,而一种管径占主导时,结垢率不足90%。
(2)挂片上的吸附垢随流速变换频率的增高而减少,而悬浮垢恰恰与此相反,镶嵌比为二寸半∶三寸=1∶2时吸附垢仅占36.87%,悬浮垢57.79%;而全为三寸管时,吸附垢占69.21%,悬浮垢为21.31%。
(3)流速对结垢过程的影响表现在两方面,一方面流速的增大能加快溶液中成垢离子向管壁表面的扩散,使结垢加剧,但另一方面,垢层所受到的流体剪切力也在增大,剥蚀也在随之加剧,所以说最终的沉积率要看两个方面的共同作用。小流速时,扩散控制占主要作用,当增至一定程度后,流体对污垢的剥蚀影响加剧。也正是存在沉积和剥蚀两个互相相互制约的因素存在,污垢过程的最终沉积量才会呈现渐进的趋势。
然而对于油井尾管结垢来说,流速与反应时间是一对矛盾,在日采出量一定时,对于特定管径,平均流速是定值,流速大会增加溶液中成垢组分的碰撞几率,但是尾管停留时间将大大缩短。
综上所述,尾管变径对于促垢理论上不会有效果,但是增加尾管内径,增加尾管长度,增大尾管内流通路径,则会通过延长反应时间、增大吸附面积与提高碰撞几率等方面,有促进结垢的效果。
3 结论
通过研究三寸管、两寸半管以及两种管径的镶嵌连接,再考虑到成本因素等,可得出结论:
(1)在现阶段室内考察方式及得到的结果来看,现场施工时全为三寸管比其他形式更好,总成垢量已达92.53%,并且其中69.21%的垢可由尾管吸附。此外在二寸半管。
(2)不同管径尾管的镶嵌串联,对于采出液流压的变化影响有限,但会使得采出液流速产生变动,通过产生的紊流,实现促垢的目的。
(3)实验结果表明,通过在稠油泵下增设一段尾管,用以促垢,吸垢的设计目的可行,在极大程度上降低了卡泵几率。
[1] 王玉普,程杰成.三元复合驱过程中的结垢特点和机采方式适应性[J].大庆石油学院学报,2003,27(2):20-22.
[2] 姜民政.三元复合驱油井结垢分析及防垢剂研制[J].石油化工腐蚀与防护,2003,2(3):25-27.
[3] 柏琳.三元复合驱抽油机井卡泵规律研究[D].东北石油大学硕士论文.2012.
[4] 涂乙,汪伟英,吴萌,等.注水开发油田结垢影响因素分析[J].油气储运,2010,29(2):97.
[5] 李科星,蒲万芬,宋丹.稠油CO2吞吐腐蚀、结垢和沥青沉淀研究进展[J].特种油气藏,2007,14(5):23.
[6] 何志平.韦2断块油田井下结垢分析[J].小型油气藏,2005,10 (3):50-54.[7] 李宏伟,李洪建,刘攀峰.CaCO3结垢诱导期及其影响因素研究[J].断块油气田,2009,16(2):112-113.
[8] 全贞花,陈永昌,马重芳,等.碳酸钙于换热表面结垢影响因素的模拟分析[J].工程热物理学报,2008,29(11):1944-1946.
[9] 张兵强,李云,徐志明.CaCO3析晶污垢成垢过程影响因素的实验研究[J].东北电力大学学报,2008,28(1):52-53.
[10] Mourad Hamachi,Martines mietton-peuchot.Analysis of deposit behaviour in Crossflowmicrofiltration by means of thickness measurement[J].Chemical EngineeringJoumal,2002,86(3):251-257.
Feasibility study of adjustable pump pumping card tailpipe prevent
GE Dan,ZHAO Xiao-fei,JIANG Hao-lin,ZHANG Zhen-chao
(Key Laboratory of Chemical Engineering,Oil and Gas,Northeast Petroleum University,Daqing 163318,China)
For the ASP flooding caused by scaling pump oil pump issue cards,we use a preset period of tailpipe at the pump,and do tailpipe adjustable handle,expected to achieve by promoting the turbulence scale,purpose adsorption,and thus slow down at the pump absorption and accumulation of dirt.The results showed that the mosaic connection tail pipe assembly dirt so that the rate of more than 93%in most,two inches and a half pipe∶silver tube=1∶3 the highest fouling rate of 96%,while full-time for two and a half inches pipe summary scale was 85.04%.Share with diameter scale frequency conversion increased adsorption decreases,while the proportion of suspended dirt increases.Experimental results show that by adding a period of heavy oil in the tail pipe to promote scale,designed to suck dirt feasible,to a large extent reduce the probability pump card.
ASP flooding;oil fouling;cards pump;adjustable tail pipe
O69
A
10.16247/j.cnki.23-1171/tq.20160769
2016-03-17
葛丹(1993-),女,辽宁省阜新市人,硕士研究生,研究方向:油田化学。
