20G变径管接头裂纹分析与研究
2020-12-28吴海青
吴海青
(太原工业学院 机械工程系,山西 太原 030008)
1 研究背景
一批碳钢集箱在进行工作压力1.5倍、保压5 min[1]的水压试验时,发现某个集箱的两个20G变径管接头处有漏水现象,随后对这两个变径管接头进行渗透无损检测,着色后出现沿变径管径向方向的裂纹。最后对未安装的剩余400件变径管接头进行渗透无损检测,均未发现缺陷。
与外协厂沟通得知该批变径管接头采用热压工艺压制,生产工艺为:20G钢管入厂检验→锯床下料→去除毛刺→坡口倒角→燃气炉加热→模压→自然风冷→除锈→机加工→尺寸检测→无损检测。
集箱20G变径管接头位置示意图如图1所示,出现裂纹的两个变径管接头两侧均有焊接筋板且裂纹均沿变径管径向方向,因此可以断定裂纹产生的原因是一致的。为了查明缺陷的性质和产生的原因,抽取其中一件进行检测和分析,以便与外协制造厂沟通,进而避免类似失效现象的再次发生。

图1 集箱20G变径管接头布置示意图
2 理化检测
2.1 试样制备
对其中一个变径管接头的裂纹部位取化学、金相试样,编号为化1、金1、金2、金3,变径管接头裂纹部位取样示意图如图2所示。
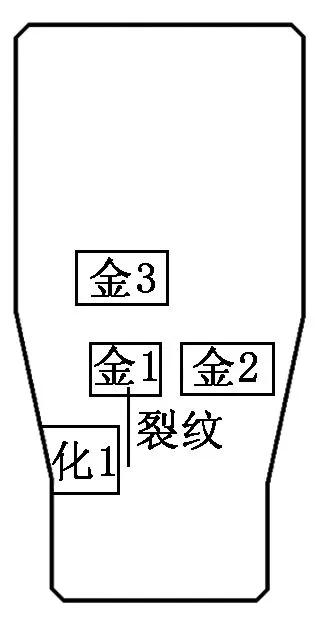
图2 20G变径管接头裂纹部位取样示意图
2.2 化学成分分析
依据标准GB/T4336—2016[2],采用ARL3460火花发射光谱仪对化1试样进行化学成分分析,分析结果见表1。试样的化学成分均符合产品技术条件要求。

表1 化学成分分析结果(质量分数) %
2.3 金相分析
依据标准GB/T13298—2015[3]和GB/T6394—2017[4],采用ZEIZZ AXIO光学显微镜对金1、金2和金3试样显微组织进行检测,并对晶粒度进行评定,检测结果见表2和如图3~图5所示。
由表2和图3可知:金1号试样存在穿晶裂纹及沿晶裂纹,裂纹左侧的金相组织为铁素体+珠光体+魏氏,为完全正火恢复阶段但未到再结晶阶段,平均晶粒度等级为8级;右侧的金相组织为铁素体+颗粒碳化物,为Ac1~Ac3不完全相变组织,平均晶粒度等级为6级。

图3 金1号试样金相组织
由表2和图4、图5可知:金2、金3号试样金相组织均为铁素体+珠光体,为20G正常组织即Ac3再结晶阶段,平均晶粒度等级为7级。

表2 显微组织及平均晶粒度检测结果

图4 金2号试样金相组织(100×) 图5 金3号试样金相组织(100×)
2.4 硬度试验
依据GB/T231.2—2012[5]采用Wilson BH3000布氏硬度仪对金1(左、右侧)、金2、金3试样进行硬度测试,选用2.5 mm硬质合金压头,测量力值为187.5 kg,试验结果见表3。均符合DL/T438—2016[6]附录C电站常用金属材料硬度值。

表3 硬度测试结果
3 结论
(1)由金1、金2、金3号试样显微组织可知(见表2),存在裂纹的变径管金相组织存在三种热过程组织,说明变径管在燃气炉内受热不均匀(与变径管在炉内的摆放位置有关),导致钢管在模压过程中未能形成理想组织。
(2)焊接筋板会对20G变径管薄弱的金相组织产生二次应力,导致产生了穿晶、沿晶裂纹。
(3)建议对库中渗透检测未发现裂纹的20G变径管进行正火处理,使组织恢复正常。
