电镀电流参数的节能PID控制方法
2016-08-12毕立恒
赵 鹏, 毕立恒
(黄河水利职业技术学院 自动化工程系,河南 开封 475004)
电镀电流参数的节能PID控制方法
赵鹏,毕立恒
(黄河水利职业技术学院 自动化工程系,河南 开封475004)
摘要:电镀是将电能转换成化学能的过程,转换过程中电流不能合理控制是影响电镀工艺的重要因素。提出电镀电流参数优化的PID控制方法,在传统PID电流控制的基础上,将MinMax原则和电流密度范围、被镀工件表面积等指标作为约束条件,进行PID参数整定,使电镀过程充分考虑这些因素,实现在约束条件下的最优工艺控制。仿真实验表明,该方法可以较好的降低电镀过程的能耗。
关键词:PID控制器; 闭环控制系统结构; PID整定方法
引 言
近年来电镀技术应用于众多工业领域[1],随着国家对相关行业节能减排工作的重视[2],在电镀生产工艺过程中,如何通过技术优化实现高质量生产的目标,成为现代企业急需解决的问题[3]。
电镀过程就是利用外部供电,完成化学物质的电解过程,依靠这一原理,在特定金属区域镀上一薄层其他合金材料。其中电解工艺的精度是影响金属氧化、耐磨性、导电性、反光性及抗腐蚀性等性能的重要因素,该过程的电流高精度控制是关乎整个电镀工艺流程是否合格的主要因素。电流的高精度控制会影响电镀产品的质量和生产效率,是电镀行业面临的一个大问题,电镀中电解过程的高精度控制对整个电镀产品质量会产生重要影响。
随着电镀工业中对工艺精度的要求越来越高,对电解过程的高精度PID控制成为相关学者研究的重点。电解过程的PID控制过程主要是通过对电流的高精度控制完成的。本文提出一种基于电镀电流参数优化的PID控制方法,并通过实验验证,提出的方法可以有效提高电镀工艺中的镀层结晶质量。
1 电镀中电流参数的控制PID方法原理
研究表明,只有在电镀生产进程中对电流进行高精度控制,才能提高镀层结晶的质量。电镀生产中,当前用于电流整定处理的PID参数在针对较为宽广电镀电流环境时,控制效果不理想,还容易引起电流参数发生波动,导致闭环架构崩溃,造成电流输出时发生较大波动,影响电镀工艺质量。针对此情况,本文做出了相应的改进,首先分析PID控制器结构原理,设定符合电镀中电流参数属性特征值,以此为基础,通过添加约束条件,整定PID控制参数进程,有效约束电镀电流的不确定参数,以MinMax原理和电镀生产指标为约束条件,对PID参数进行整定,提高电镀生产中对电流的控制精度,实现对电镀过程的精密控制,达到提高镀层晶体质量的目的。
1.1电流PID控制器的参数离散化处理
电镀工艺中,为了保证电镀产品质量,生产控制过程主要是通过PID控制器完成。对PID控制器参数进行离散化是完成高精度电流控制的关键。PID电流控制是在获取电镀电流参数动态属性特征的基础上,根据PID控制器与电镀电流参数构成的闭环调控结构完成的,图1为PID控制流程。

图1PID控制流程简图
在PID控制过程中,PID控制器与后置滤波器进行整合,对后续控制滤波器的输出作滤波处理,避免电镀电流控制作用过强,引起的控制电镀结构振荡,导致对电镀生产控制过程失去约束力,利用公式(1)计算图1中的控制参数:
(1)
其中,Kc为比例增益,Ti为积分时间,Td为微分增益和微分时间常数的乘积,Tf为后置滤波器常数。
针对电镀生产进程中,电流会出现过阻尼波动现象,利用公式(2)对PID控制器中的参数进行计算:
(2)
其中,Ts为取样时间,e为指数常数。将PID控制器中的差分转化成微分,对控制器中的电镀电流参数进行分散化处理,利用公式(3)表示PID控制器的分散增量:

(3)
其中,Ts为取样时间,Td为微分增益和微分时间常数的乘积。对公式(3)的PID控制器的分散增量进行离散化处理:
(4)
将公式(3)与公式(4)作差,计算其离散化参数数值,Δu(k)=u'(k)-u(k)
(5)
若Δu(k)能被Ts整除,则PID控制器参数经离散化的形式可利用公式(6)表示:
(6)
1.2PID控制器中电镀电流参数整定与优化
在PID控制器中每个参数进行离散化后,为提高电流控制精度,首先要计算电镀电流参数的最优值,依据MinMax原理对电镀PID参数的最优值进行整定后,再搜索最优的电镀电流PID参数,使电镀PID参数性能指标达到最优。不同的电镀控制器PID参数的约束条件包括电流强度、电镀件面积及电流密度范围三个参数,本文从电镀电流参数高精度控制方面考虑,选用这三个参数加权后的EISE指标作为约束条件:
+(1-λ)f[y(t)]
(7)
其中,f[y(t)]为电镀工艺电流控制过程中达到稳定前,控制作用的最差状态,λ为加权系数,t为控制时间,dt为时间的积分,y(t)为PID控制器经离散化后的形式,N为调节常数。
在以EISE指标为约束条件的电镀PID控制器参数整定过程中,运用最大最小化运算规则优化该参数:
minmaxEISE
(8)
Kc,Ti,Td,TfK,T,f
对电镀PID控制器参数进行整定时,在最大/最小化的规范下,PID控制器中电镀参数控制问题通过MinMax原理转化为电镀电流PID控制参数的极值问题。
以MinMax原理为基础的电镀PID参数整定过程中,因为引入了EISE约束指标,会引起非线性的波动问题,可运用序列二次规划算法的非线性控制能力解决该问题。
其基本思想为在固定约束条件下,将电镀电流非线性控制问题转化成独立QP子问题,对QP子问题进行剖析,可获取下一个控制参数x(k+1),分析控制参数x(k+1)的内敛性,当x(k+1)的内敛性大于设定的阈值时,该参数可以看出电流非线性规划问题的最优值;否则,x(k+1)将继续创建新生QP子问题,在未达到收敛条件最优值前x*将继续进行迭代参数计算,有效的处理了非线性问题,使电镀电流参数控制结构在最优电镀PID参数条件下具有良好的收敛速度。
2 实验结果与分析
以镀锡过程为试验环境进行分析,实现电镀工艺中的电流参数高精准度控制。在电镀生产进程中,通过电机驱动控制输出电流量,使其达到相应值且可以测试。通过对电镀电机的闭环控制,可实现电流的PID控制,PID直流电机结构如图2所示。
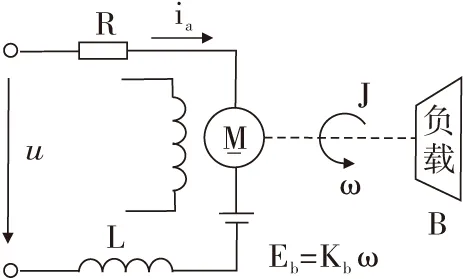
图2 PID直流电机结构图
电镀工艺中直流电机的电枢回路负责产生电流,衡量电压平稳性的平衡方程为:
(9)
其中,u(t)为电枢电路中电机的电压;L为总电感;ia为电流;R为总电阻;Kb为电枢绕组内部切割磁力线所感应的电动势相对于转速的比例系数;ω为转子角速度。
将电镀直流电机的电枢回路电路平衡方程与电阻结合,得到电镀直流电机的电流平衡方程为:
(10)
其中,J为电机轴上由刚体旋转所呈现的惯性量值;b为电机与电能转换成其他形式的能的装置折合到电机轴上呈现摩擦力与物体运动速度的比值;T1为电机所需带动负载要求的转矩;K为电机带动机械转动的力量常数。
2.1直流电机对象的PID参数整定结果比对
通过电镀生产中电流参数PID控制中的电流输出进行测量,在不确定度为40%时对直流电机对象的PID参数整定结果如表1所示。
表1对直流电机对象的PID参数整定结果
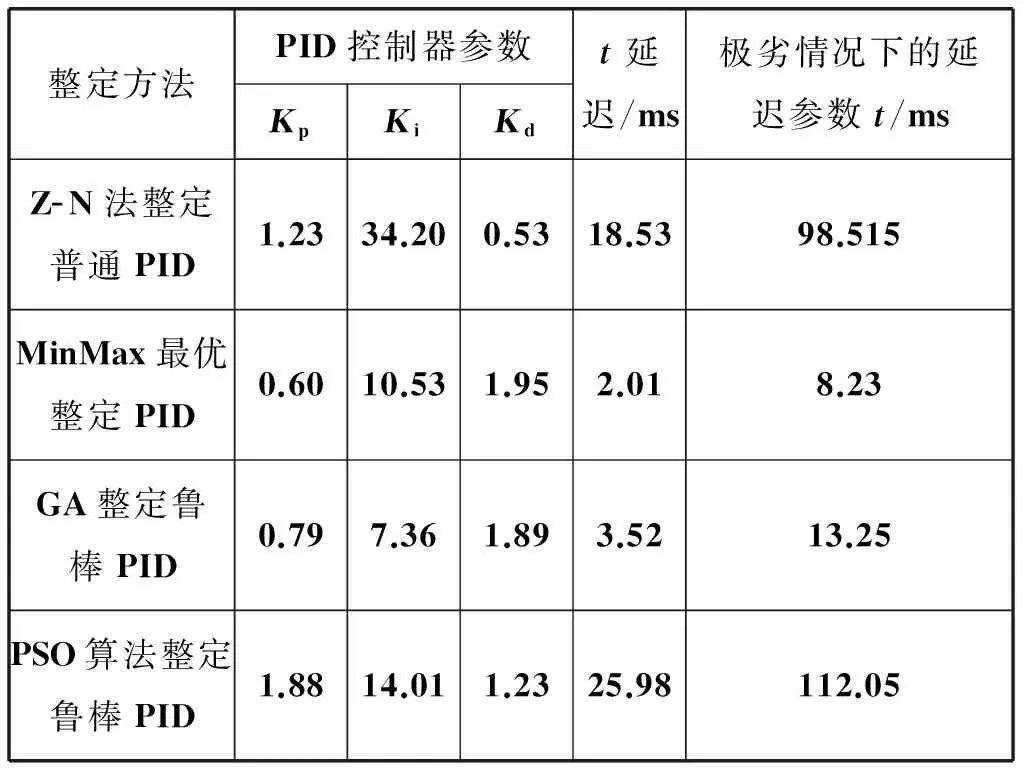
整定方法PID控制器参数KpKiKdt延迟/ms极劣情况下的延迟参数t/msZ-N法整定普通PID1.2334.200.5318.5398.515MinMax最优整定PID0.6010.531.952.018.23GA整定鲁棒PID0.797.361.893.5213.25PSO算法整定鲁棒PID1.8814.011.2325.98112.05
通过对表1进行分析可知,以Z-N法和PSO整定法的传统PID方法作为电镀电流参数整定方法的标版时,在电镀生产中出现极劣情况时,控制器做不到对电镀进程全面控制。本文提出方法通过MinMax改善原理的PID参数整定方法构建的电镀电流参数PID控制器,相比Z-N法和PSO法在极劣情况下性能指标的增加幅度不明显,说明基于本文提出的PID方法在电镀生产中,电流参数在一定区域内发生动态变化时,能达到所需控制效果。
2.2不同算法下PID控制系统单位阶跃响应曲线的绘制
阶跃干扰对电镀生产工艺来说是最不利的干扰形式,同时又是最容易实现的干扰形式。如果电镀生产过程能满足阶跃干扰的控制要求,则在其他形式影响下便都能满足要求。所以本研究采用以阶跃干扰为输入来进行输出分析。图3为正常情况下电镀电流参数单位阶跃响应曲线,图4为极劣情况下电镀直流电机参数单位阶跃响应曲线。
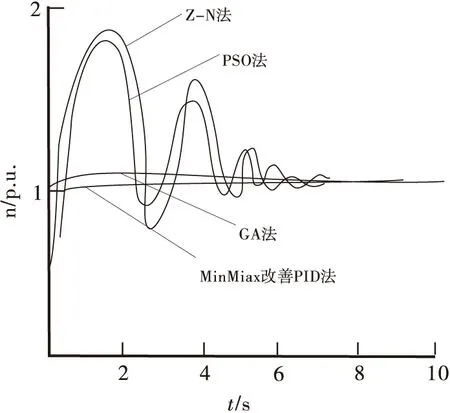
图3 正常情况下电镀电流参数单位阶跃响应曲线

图4 极劣情况下电镀直流电机参数单位阶跃响应曲线
通过对图3、图4进行分析可知,在正常状态和极劣情况下,将本文算法与传统Z-N法和PSO法及PID仿真曲线经对比可知,采用最大最小化的PID参数下,控制响应时间快,调整时间短,最大超调量得到较大的改善,振荡时间也有所减少,使其系统的稳态性得到一定的改善。
2.3PID控制系统下的电镀电流的稳定性测定
将电镀生产中的电流参数进行检测。在电镀工艺进程中,设定Kia=74A,d=50μm,将稳定后的电镀电流进行6次实验得到控制结构的性能,结果如表2所示。
表2结构稳定后的实测电镀电流

组 号123456I/A737275747372
分析表2可知,通过MinMax最优整定PID控制结构设定电镀电流基准后,电流在稳定值附近有小幅度变化,输出误差大约为4%,且电流较为稳定,能够实现在电镀生产进程中有效控制电机驱动的输出电流量,提高电镀电机运行速率,达到高精度控制的目的。
3 结 论
本文提出电镀电流参数约束的PID方法,在传统PID算法基础上进行改进,将MinMax原则和EISE指标进行PID参数整定后,根据闭环控制系统的特性,通过空间分隔方法处理波动干扰,实现对电镀过程的精密控制。该方法可以较好地降低电镀过程的能耗。
参考文献
[1]郑雪钦,郭东辉.一种实时自适应步进电机PID控制器设计[J].控制工程,2015,16(5):643-646.
[2]黄丽莲,周晓亮,项建弘.分数阶PID控制器参数的自适应设计[J].系统工程与电子技术,2013,35(05):1064-1069.
[3]盛秋林,刘仁志.自动控制技术在电镀工艺参数控制中的应用[J].电镀与精饰,2015,37(4):15-19.
[4]顾蓉,王宝忠,刘浪.电镀电源控制算法的研究与仿真应用[J].现代电子技术,2015,(15):145-148.
[5]孙炯,梁锦强,刘凯.一种基于最小二乘法的广义加权组合预测模型[J].科技通报,2013,(8):10-12.
[6]张怀宇.脉冲电镀电源控制系统开发[J].电镀与环保,2014,(05):44-45.
[7]吴强,韩震宇,李程.基于增量式PID算法的无刷直流电机PWM调速研究[J].机电工程技术,2013,(3):63-65.
[8]黄为勇,高玉芹,张艳华.一种采用改进CPSO算法的PID参数整定方法[J].计算机科学,2015,41(11):278-281.
[9]马立新,单冠华,屈娜娜.基于改进粒子群算法的电力系统无功优化[J].控制工程,2015,19(6):14-18.
[10]潘强,鞠玉涛.一种步进电机模糊自整定PID闭环控制系统设计[J].机床与液压,2013,41(13):81-85.
doi:10.3969/j.issn.1001-3849.2016.07.006
收稿日期:2016-02-25修回日期: 2016-03-22
基金项目:河南省科技发展计划基础与前沿研究项目(项目编号:132300410142河南科技厅)
中图分类号:TM762
文献标识码:A
The PID Control Method of Plating Current Parameters for Saving Energy
ZHAO Peng,BI Liheng
(Department of Automation,Yellow River Conservancy Technical Institute,Kaifeng 475004,China)
Abstract:The electroplating is a process to convert the electrical energy into chemical energy.It is the main factor to influence the electroplating process that current in this process can't be controlled appropriately.This paper presents the PID control method to optimize the electroplating current parameter.On the basis of traditional PID current control,the MinMax Principle,current density range and the surface area of the plated workpiece,are as constraints.The PID parameter setting is conducted,so as to take full consideration of these factors into electroplating process,to achieve the optimize process control under these constraint conditions.The simulation experiment shows that this method can well reduce the energy consumption of the electroplating process.
Keyword:PID controller;closed-loop control system structure;PID tuning methods
