基于熵权的短切碳纤维质量模糊综合评价*
2016-08-08刘小康杨峰高娇陆龙生
刘小康 杨峰 高娇 陆龙生
(华南理工大学 机械与汽车工程学院, 广东 广州 510640)
基于熵权的短切碳纤维质量模糊综合评价*
刘小康杨峰高娇陆龙生
(华南理工大学 机械与汽车工程学院, 广东 广州 510640)
为解决短切碳纤维制备过程中存在的质量不稳定及难以控制等问题,对影响短切碳纤维质量的工艺参数进行了研究.选择烘箱温度、压辊压力、刀辊压力和短切速度4种工艺参数为评价因子,长度离散度、宽度均匀性离散度、断口整齐度和断面形貌为质量评价指标,用正交法设计碳纤维短切实验,得到不同工艺参数的短切碳纤维样品,然后基于实验数据采用熵理论确定质量评价指标的客观权重,最后应用模糊综合评价方法对工艺参数进行综合评价.评价结果表明,当烘箱温度为150 ℃、压辊压力和刀辊压力分别为0.2和0.4MPa、短切速度为6.9m/min时,制备出来的短切碳纤维质量最好.
短切碳纤维;质量评价;正交试验;熵;模糊综合评价
碳纤维增强复合材料作为一种先进复合材料,具有质量轻、模量高、比强度大、热膨胀系数低、耐高温、耐热冲击、耐腐蚀、吸振性好等一系列优点,在航空航天、汽车、建筑等领域已有广泛应用[1- 2].碳纤维增强复合材料由碳纤维与基体树脂以不同制备工艺制成,用于增强的碳纤维主要分为连续碳纤维和非连续碳纤维.拥有最好机械性能的纤维增强复合材料都是由连续纤维增强制成的,但是这种复合材料并不适合于大批量生产,而非连续纤维增强复合材料不仅适合于快速大批量的生产,而且成本更低[3].短切碳纤维作为非连续碳纤维的一种重要应用形式,能克服长纤维轴向性能不均的弊病,其综合性能均匀,能够与注塑、喷射和搅拌等传统成型方式结合,制造工艺简单,更为灵活多样和高效[4].
短切碳纤维是将碳纤维切断为毫米、微米量级纤维片段,其几何尺寸、形貌特征和微观结构直接决定着碳纤维应用产品的性能[5].目前,关于短纤维的研究主要集中在短切碳纤维增强复合材料的制备及其性能等方面.徐任信等[6]制备了短切碳纤维/AlN/环氧树脂复合材料,并研究了其热、电和力学性能,Ozkan等[7]对短碳纤维增强聚碳酸酯复合材料性能进行了研究,施凯[8]对短切碳纤维表面改性,制备了短切碳纤维增强PTFE复合材料,郭领军等[9]制备了短切炭纤维增强的沥青基C/C炭复合材料,并研究了表面处理对C/C复合材料体积密度和抗压强度的影响.此外,近几年还有很多学者研究了短纤维长度与短纤维增强复合材料性能之间的关系,如Rezaeia等[5]研究了碳纤维长度对短纤维增强聚丙烯复合材料热性能的影响,结果表明碳纤维长度的增加可以提高复合材料的热稳定性;Karsli等[10]研究了短纤维长度和含量对碳纤维增强尼龙6复合材料力学性能的影响.Shen等[11]简单提到过碳纤维的短切过程,但其目的主要是为了揭示碳纤维短切过程中刀具的磨损机理.迄今为止,很少有学者对短切碳纤维制备工艺参数进行研究.
不同工艺参数会使得短切碳纤维产品质量不好控制,造成长度、宽度、断口整齐程度不一以及断面形貌不稳定等问题.针对此问题,文中首先采用碳纤维短切工艺参数的正交试验方法,分析短纤维长度离散度、宽度均匀性离散度,并对断口整齐程度和断面形貌进行评分,尝试采用熵权模糊综合评价方法计算短切碳纤维质量的综合评价值,优化选择最佳工艺参数,解决短切碳纤维产品中存在的长度、宽度、断口整齐程度以及断面形貌不稳定等问题.
1 实验材料和方法
1.1实验材料
选用中复神鹰碳纤维有限公司生产的碳纤维,其型号和性能参数见表1.碳纤维被切断前,需要对其上浆处理,这一方面是为了使碳纤维得到较好的集束,另一方面是为了在后续工艺中增强碳纤维与树脂基体之间的粘结力.实验中选用由中国科学院上海有机化学研究所提供的浓度为2.8%的PU上浆剂.

表1 碳纤维参数
1.2实验方法
1.2.1短切碳纤维制备流程
短切碳纤维制备示意图如图1所示,胶辊由电机驱动,胶辊转动带动碳纤维纱锭放丝,碳纤维丝束经过浆槽上浆后,进入烘箱,上了浆的碳纤维丝束被烘干后,在压辊的作用下碳纤维丝束被压实在胶辊上,胶辊的转动使碳纤维丝束沿着胶辊表面运动,同时,刀辊在气缸的作用下对胶辊施加压力将碳纤维丝束切断,从而得到短切碳纤维.短切碳纤维及其断口形貌和断面形貌如图2所示.在制备过程中,短切碳纤维长度、宽度、断口整齐程度和断面形貌等主要质量指标受到烘箱温度、压辊压力、刀辊压力以及短切速度等因素的影响.

图1 短切碳纤维制备示意图
Fig.1Schematicdiagramofpreparationofchoppedcarbonfiber
1.2.2正交试验设计
为减少试验次数,同时不降低各试验数据的信息量,采用正交分析法设计实验,选择烘箱温度、压辊压力、刀辊压力和短切速度作为试验因子,为确定各因素水平值,首先进行多次前期实验,以制备出短切碳纤维外观形貌较好的工艺参数为第2水平值,对各参数前后浮动一定范围,制定出第1和第3水平值,从而得到一个四因素三水平的正交试验表L9(34),试验因素水平和试验方案分别如表2、3所示.

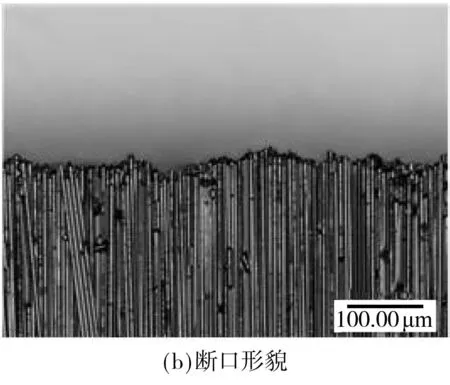

图2 短切碳纤维及其断口形貌和断面形貌
Fig.2Choppedcarbonfibersanditsfracturemorphologyandsectionmorphology

表2 正交试验因素水平表
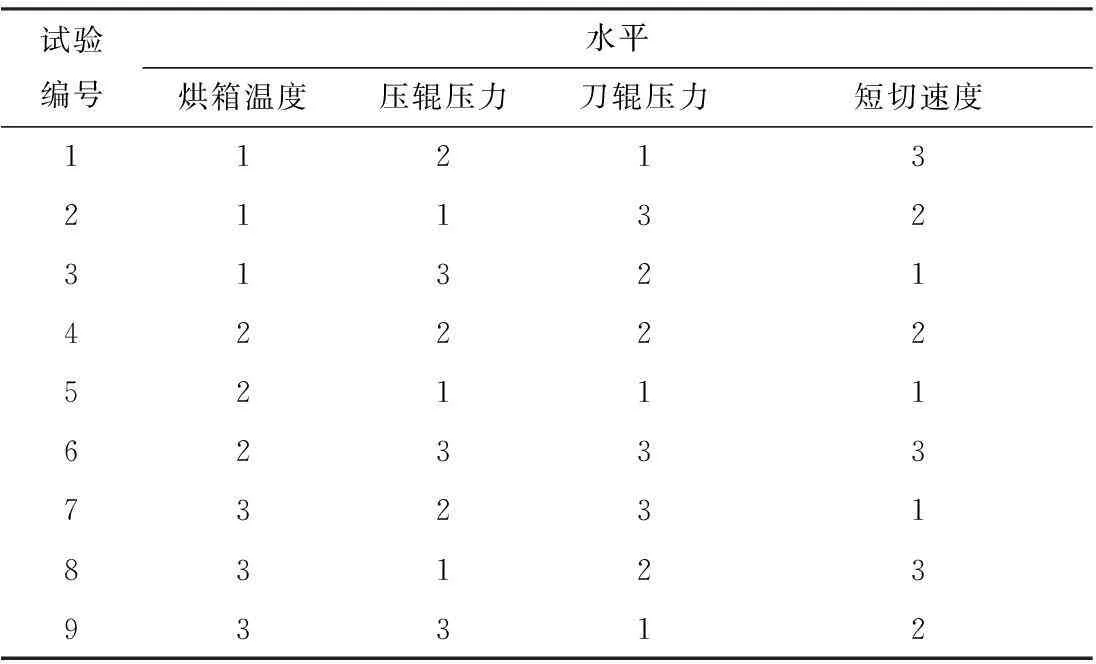
表3 正交试验方案
1.2.3评价指标的选定及其测定方法
短切碳纤维的制备过程中主要有长度、宽度均匀性不一,断口整齐度不一致、断面形貌差异较大等问题,因此选择短切碳纤维长度、宽度均匀性标准差以及断口整齐度和断面形貌作为评价指标.其中,短切碳纤维长度标准差和宽度均匀性标准差分别按式(1)和(2)计算.
(1)
(2)

(3)
式中,bmax(ij)和bmin(ij)分别表示正交试验中第i组试验第j个样本的宽度最大值和最小值.
选用型号为VH-Z100R的基恩士超景深显微镜观测短切碳纤维的断口整齐程度和断面形貌,并邀请8名短切碳纤维学习小组成员分别对9组正交试验样本的断口整齐程度及断面形貌按照感官程度进行评分,感官程度最好的评9分,最差的评1分,最终的评分结果取平均值.
2 基于熵权的短切碳纤维质量评价方法
对于复杂系统的综合评价问题,权重的确定是一个至关重要的问题.典型的权重确定方法主要有专家打分法、德尔菲法、熵权法、主层次分析法、聚类分析法、层次分析法等[12- 14].其中,专家打分法和德尔菲法的赋权结果完全依赖于专家意见,不可避免地受到专家主观倾向的影响[15].文献[16]指出,采用熵权法计算不同评价指标的客观权重可有效减少人为因素对评价结果的影响.
熵权法的基本思想是:权重系数应当是各个指标在指标总体中的变化程度和对其他指标影响程度的度量,赋权的原始信息应当直接来源于客观环境,可根据各指标所提供的信息量的大小来决定相应指标的权重系数[17].
2.1构建综合评价指标矩阵
设在某决策问题中有p个评价对象和q个评价指标,第i′个评价对象的第j′个评价指标取值为xi′j′(1≤i′≤p,1≤j′≤q),则初始决策矩阵为
(4)
2.2评价指标矩阵的标准化处理
将初始决策矩阵进行归一化.指标可以分成两类:一类是大者为优的效益型指标,另一类是小者为优的成本型指标.两者归一化公式分别为式(5)和(6):
(5)
(6)
由此可得经归一化处理后的隶属度矩阵:
(7)
2.3指标熵及熵权的确定
在信息论中,熵值反映了信息化的有序化程度,可以用来度量信息量的大小,某项指标携带的信息量越多,表示该指标对决策的作用越大,熵值就越小,则系统有序度越高;反之,指标携带的信息量越少,表示该指标对决策的作用越小,熵值也就越大,则系统有序度越低[18].系统的熵Hj′形式如下:
(8)

第j′个指标的熵权定义为
(9)
2.4模糊综合评价
由标准化的特征矩阵和综合权向量W,根据模糊数学矩阵的符合运算规则,可求得模糊综合判定矩阵C:
C=W×RT=(w1,…,wj′,…,wq)×(ri′j′)q×p=
(c1,…,ci′,…,cp)
(10)
式中,ci′表示第i′个评价对象的综合评价值.ci′值越大,表示所对应的评价对象越优.
3 结果与讨论
实验得到的短切碳纤维长度、宽度均匀性标准差以及对断口整齐程度、断面形貌的评分(平均值)见表4.
表4短切碳纤维质量评价指标测试数据
Table4Testdataofchoppedcarbonfibers’qualityevaluationindexes
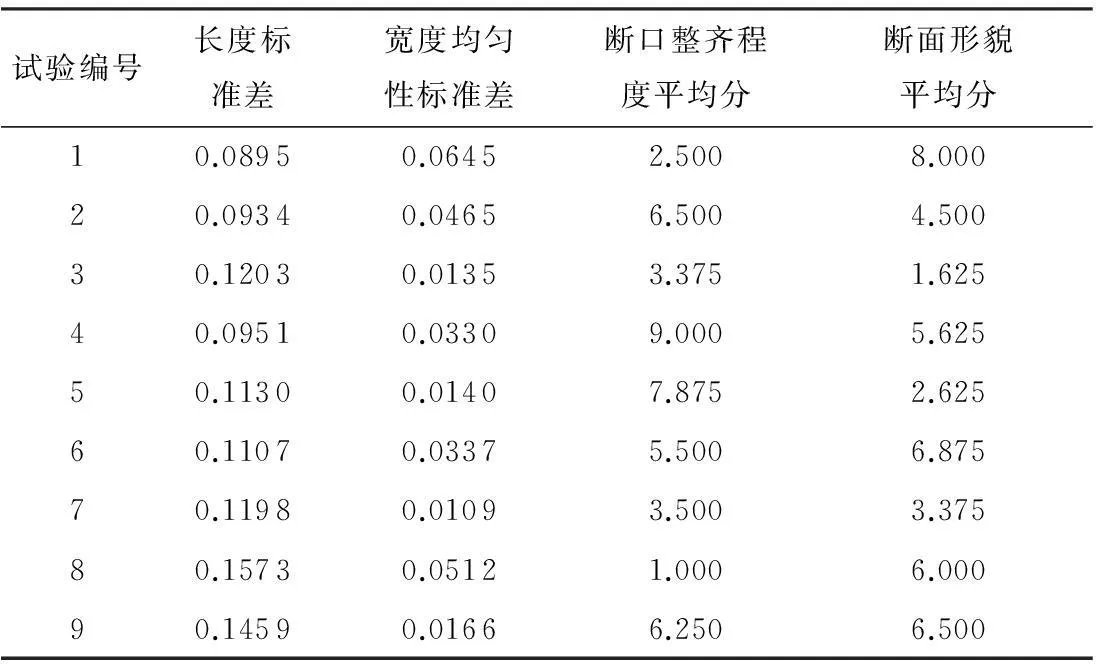
试验编号长度标准差宽度均匀性标准差断口整齐程度平均分断面形貌平均分10.08950.06452.5008.00020.09340.04656.5004.50030.12030.01353.3751.62540.09510.03309.0005.62550.11300.01407.8752.62560.11070.03375.5006.87570.11980.01093.5003.37580.15730.05121.0006.00090.14590.01666.2506.500
由表4可知,初始决策矩阵为

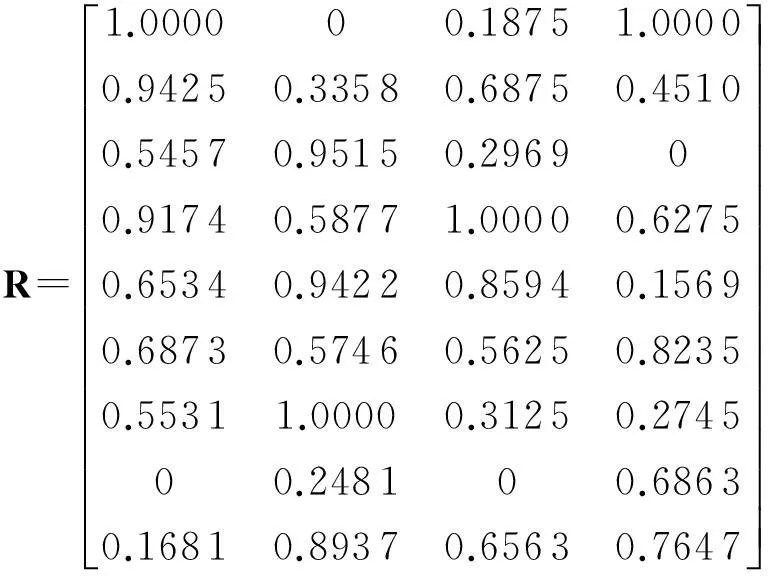
长度标准差和宽度均匀性标准差这两项评价指标属于成本型指标,其相对隶属度根据式(6)计算;而断口整齐度平均分和断面形貌平均分这两项评价指标则属于效益型指标,其相对隶属度根据式(5)计算.由此可得到归一化的指标矩阵:
根据式(8),计算得到各指标的熵值为

根据式(9),计算得到各指标的熵权为

因此,短切碳纤维质量的模糊综合评价矩阵为
C=W×RT=(0.586,0.590,0.447,0.760,0.621,0.675,0.545,0.268,0.626)T.
根据模糊综合评价矩阵,可知短切碳纤维质量由好至差的试验编号排序为:4、6、9、5、2、1、7、3、8.由排序结果可知,第4组试验得到的短切碳纤维样品质量最优,第8组试验得到的短切碳纤维样品质量最差,说明当烘箱温度为150 ℃、压辊压力和刀辊压力分别为0.2和0.4MPa、短切速度为6.9m/min时,切断出来的短纤维质量最好;当烘箱温度为180 ℃、压辊压力和刀辊压力分别为0.1和0.4MPa、短切速度为11.5m/min时,切断出来的短纤维质量最差.因此,对于文中试验参数,为了得到最好的短切碳纤维质量,选择烘箱温度为150 ℃、压辊压力和刀辊压力分别为0.2和0.4MPa、短切速度为6.9m/min的参数组合较合适.
4 结语
文中通过正交试验得到9组不同试验参数组合条件下的短切碳纤维样品,并确定了4种评价指标,首次采用基于熵权理论的模糊综合评价方法对短切碳纤维质量做了综合评价,得到了最好的短切碳纤维质量.文中基于熵权的模糊综合评判法能够将具有不同量纲的指标进行标准化处理,反映了指标的真实水平和评价指标数据之间的关系,评价结果具有一定的科学性.另外,通过对短切碳纤维质量进行多指标综合评价,有助于生产厂家在碳纤维短切工业生产中,依据评价结果确定最合适的参数组合,提高短切碳纤维产品质量的稳定性和可靠性.
[1]UNTERWEGERC,BRÜGGEMANNO,FÜRSTC.Effectsofdifferentfibersonthepropertiesofshort-fiber-reinforcedpolypropylenecomposites[J].CompositesScienceandTechnology,2014,103:49- 55.
[2]GEORGET,DESHPANDEVS,WADLEYHNG.Mechanicalresponseofcarbonfibercompositesandwichpanelswithpyramidaltrusscores[J].Composites:PartA,2013,47:31- 40.
[3]SEYYEDVAHIDM,ALIF.Fatiguebehaviorandmodelingofshortfiberreinforcedpolymercomposites:aliteraturereview[J].InternationalJournalofFatigue,2015,70:297- 321.
[4]MOLAZEMHOSSEINIA,TOURANIH,NAIMI-JAMALMR,etal.NanoindentationandnanoscratchingresponsesofPEEKbasedhybridcompositesreinforcedwithshortcarbonfibersandnano-silica[J].PolymerTesting,2013,32(3):525- 534.
[5]REZAEIAF,YUNUSAR,IBRAHIMNA.Effectoffiberlengthonthermomechanicalpropertiesofshortcarbonfiberreinforcedpolypropylenecomposites[J].Materials&Design,2009,30(2):260- 263.
[6]徐任信,单云刚,鲁学林,等.短切碳纤维/AlN/环氧树脂绝缘导热复合材料性能研究 [J].绝缘材料,2008,41(3):33- 36.
XURen-xin,SHANYun-gang,LUXue-lin,etal.Studyonpropertiesofinsulatingandthermal-conductingshortcarbonfiber/AlN/epoxycomposite[J].InsulatingMate-rials,2008,41(3):33- 36.
[7]OZKANC,KARSLING,AYTACA,etal.Shortcarbonfiberreinforcedpolycarbonatecomposites:effectsofdiffe-rentsizingmaterials[J].Composites:PartB,2014,62:230- 235.
[8]施凯.短切炭纤维表面改性及其增强聚四氟乙烯复合材料性能的研究 [J].新型炭材料,1999,14(1):26- 31.SHIKai.ResearchonthemodificationofchoppedcarbonfiberandpreparationofCFreinforcedPTFEcomposite[J].NewCarbonMaterials,1999,14(1):26- 31.
[9]郭领军,李贺军,李克智.短切炭纤维的表面处理对沥青基C/C复合材料性能的影响 [J].新型炭材料,2009,24(1):89- 92.
GUOLing-jun,LIHe-jun,LIKe-zhi.Effectofsurfacetreatmentsofshortcarbonfibersonthepropertiesofpitch-basedC/Ccomposites[J].NewCarbonMaterials,2009,24(1):89- 92.
[10]KARSLING,AYTACA.Tensileandthermomechanicalpropertiesofshortcarbonfiberreinforcedpolyamide6composites[J].Composites:PartB,2013,51:270- 275.
[11]SHENZF,LULS,SUNJW,etal.Wearpatternsandwearmechanismsofcuttingtoolsusedduringthemanufacturingofchoppedcarbonfiber[J].InternationalJournalofMachineTools&Manufacture,2015,97:1- 10.[12]舒婷,刘泉,艾青松,等.基于梯形模糊数和二元语义需求权重确定方法 [J].武汉理工大学学报,2011,33(12):111- 114.
SHUTing,LIUQuan,AIQing-song,etal.Researchonweightcalculationofcustomerrequirementsbasedonthecombinationoftrapezoidalfuzzynumberandtwo-tuplelinguistic[J].JournalofWuhanUniversityofTechnology,2011,33(12):111- 114.
[13]李洪萍,裴玉龙.快速路系统服务水平的模糊综合评价 [J].华南理工大学学报(自然科学版),2009,37(7):26-30,41.
LIHong-ping,PEIYu-long.Fuzzycomprehensiveevaluationofservicelevelofexpresswaysystem[J].JournalofSouthChinaUniversityofTechnology(NaturalScienceEdition),2009,37(7):26- 30,41.
[14]龚金科,杜佳,鄂加强,等.柴油机微粒捕集器微波再生模糊综合评价 [J].华南理工大学学报(自然科学版),2012,40(5):30- 34,40.
GONGJin-ke,DUJia,EJia-qiang,etal.Fuzzycomprehensiveevaluationofregenerationfordieselparticulatefilter[J].JournalofSouthChinaUniversityofTechno-logy(NaturalScienceEdition),2012,40(5):30- 34,40.
[15]韩英强,吴晓平,王甲生.一种基于熵权和经验因子的模糊综合评价方法 [J].计算机与数字工程,2012,40(11):105- 107.
HANYing-qiang,WUXiao-ping,WANGJia-sheng.Methodoffuzzycomprehensiveevaluationbasedonentropyweightandempiricalfactor[J].Computer&Di-gitalEngineering,2012,40(11):105- 107.
[16]徐保荣,李荣利,魏火明,等.基于熵权模糊综合评价的故障模式危害性分析方法研究 [J].机械设计与制造,2013(6):267- 272.
XUBao-rong,LIRong-li,WEIHuo-ming,etal.Researchonmethodofcriticalityanalysisoffailuremodebasedonentropyweightfuzzycomprehensiveevaluation[J].MachineryDesign&Manufacture,2013(6):267- 272.
[17]彭安华,王智明.基于熵权的模糊综合评判在材料选择中的应用 [J].机械设计与研究,2007,23(1):71- 73.PENGAn-hua,WANGZhi-ming.Applicationoffuzzycomprehensiveevaluationbasedonentropyweightinmaterialchoice[J].MachineDesignandResearch,2007,23(1):71- 73.
[18]刑军,付芝,孙立波.基于熵权的地下水水质模糊综合评价 [J].节水灌溉,2011(8):5- 7.
XINGJun,FUZhi,SUNLi-bo.Groundwaterqualityfuzzysyntheticalevaluationbasedonentropyweight[J].WaterSavingIrrigation,2011(8):5- 7.
Foundationitems:SupportedbytheJointFundoftheNationalNaturalScienceFoundationofChinaandGuangdongProvince(U1201242)andtheResearchFundfortheDoctoralProgramofHigherEducationofChina(20120172130004)
FuzzyComprehensiveQualityEvaluationofChoppedCarbonFiberBasedonEntropyWeight
LIU Xiao-kangYANG FengGAO JiaoLU Long-sheng
(SchoolofMechanicalandAutomotiveEngineering,SouthChinaUniversityofTechnology,Guangzhou510640,Guangdong,China)
Inordertoovercometheinstabilityandcontroldifficultyofthechoppingprocessofcarbonfibers(CFs),theprocessparametersaffectingthequalityofchoppedCFswereinvestigated.Bytakingtheoventemperature,thepressrollpressure,thecutterrollpressureandthechoppingspeedastheevaluationfactorsandbyusingthelengthdispersion,thewidthuniformity,thefracturesectionuniformityandthefracturesurfacemorphologyasthequalityevaluationindexes,someorthogonalexperimentsweredesignedandcarriedout,fromwhichtheevaluationweightofeachqualityevaluationindexwasdeterminedbasedontheentropytheory.Moreover,thechoppingprocessparameterswereevaluatedviaafuzzycomprehensiveevaluation.TheresultsshowthattheCFswiththebestqualitycanbechoppedatanoventemperatureof150 ℃,apressrollpressureof0.2MPa,acutterrollpressureof0.4MPaandachoppingspeed6.9m/min.
choppedcarbonfiber;qualityevaluation;orthogonalexperiment;entropy;fuzzycomprehensiveevaluation
刘小康(1959-),女,教授,主要从事机械设计及理论研究.E-mail:Liuxk58@scut.edu.cn
1000- 565X(2016)06- 0059- 06
TB332
10.3969/j.issn.1000-565X.2016.06.010
2015- 10- 19
NSFC-广东省政府联合基金资助项目(U1201242);高等学校博士学科点专项科研基金资助项目(20120172130004)