角焊缝超声波检验方法及其缺陷的分析
2016-08-07田野
田野
(中国核工业华兴建设有限公司)
角焊缝超声波检验方法及其缺陷的分析
田野
(中国核工业华兴建设有限公司)
介绍L型、T型角焊缝超声波检验的基本方法,通过理论的学习与实践的经验对核电厂钢结构超声波检验发现的缺陷能够准确判断其位置,并对缺陷类型进行归类与总结,避免发生漏检与误判,确保焊接质量的稳定。
超声波检验;全熔透L型;T型焊缝;未熔合缺陷
引言
随着工业的发展,新能源越来越多被人们所利用,而核能作为清洁、高效、经济的新能源必然成为我国的发展趋势及其被广发应用。因此核电厂的建造期间的质量要严格把关,而核电厂的钢结构工程也显得尤为重要,特别是T型角焊缝的焊接质量,根据《钢结构工程质量验收施工规范》(GB50205-2001)的要求为:全焊透的一、二级焊缝应采用超声波检验,由于焊接工艺的差异,检验人员经验的不足等诸多因素影响,对检验结果产生误差较大,为避免漏检与误判,所以正确使用超声波检验方法对检验结果显得尤为重要。
1 角焊缝的焊接
角焊缝的拼装,一般是在腹板侧开K型、单V型坡口,K型坡口焊接时一般先在腹板一侧施焊,另一侧反面清跟后再施。角焊缝的焊接一般采用手工电弧焊或CO气体保护焊。超声检验一般要了解被检试件的焊接工艺参数、焊接方法、坡口类型、材质规格、热处理状态等先决条件。下面我们以图1 L型焊接接头和图2 T型焊接接头两种焊接结构为例来做分析。

图1 L型焊接接头
2 超声波检验的基本条件
2.1 检验仪器的选择
为了能够精确定位,选择线性误差较小的仪器,为了能够精确定量,选择垂直线性好,衰减器精度高的仪器,并且仪器的性能指标符合有关标准的规定。
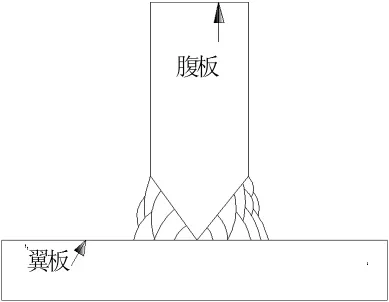
图2 T型焊接接头
2.2 探头的选择
对于上述两种焊接接头我们选择纵波直探头、横波斜探头。频率一般选择5MHz,对于母材厚度较大或材质衰减较明显的焊缝,可考虑较低的频率。为了提高检测效率横波斜探头一般选择13mm×13mm的晶片尺寸。纵波直探头一般选择∮20mm的晶片尺寸。探头K值的选择应使斜探头的声束能扫查到整个检测区截面,斜探头的声速中心线应尽量与该焊缝可能出现的危险性缺陷垂直,根据腹板厚度来选择K值。
2.3 耦合剂的选择
耦合的好坏决定着超声能量传入工件的声强透射率高低,一般选择流动性、无污染的化学浆糊,少量工件也可用机油。
2.4 DAC曲线的制作
根据相关标准要求的试块来校验仪器的组合性能,并准确制作DAC曲线,确保检验结果的准确性,这里不做细说。
2.5 其他
超声检验前确保焊缝外观质量符合有关文件规定。
3 L型、T型角焊缝未熔合缺陷超声波检验基本方法与分析
角焊缝常见的缺陷有气孔、夹渣、未熔合、未焊透、裂纹等。而T型、L型角焊缝焊接接头未熔合又是长见的危险性缺陷,对钢结构焊接接头危害极大。下面我们以未熔合为例来介绍超声波检验的基本方法。
未熔合是指焊缝金属与母材金属,或焊缝金属之间未熔化结合在一起的缺陷。按其所在部位,未熔合可分为坡口未熔合,根部未熔合,层间未熔合三种。就T型角焊缝而言它可能产生在翼板与熔化金属的结合处,也可能产生于腹板坡口与熔化金属的结合处。对于翼板处未熔合缺陷我们以纵波直探头检验为主。灵敏度的确定有两种:一种是标准规定的有关试块进行调节,这里我们用第二种,即被检焊缝翼板母材无缺陷完好部位来调节灵敏度。这样即可可避免耦合、粗糙度、声程等引起误差的影响,又可以节约成本避免购置大量试块。灵敏度调整好以后,可对工件进行检验。探头放在角焊缝所对应的翼板上进行(见图3 L型、K型焊接接头缺陷位置及探头位置),如图3 L型、K型焊接接头缺陷位置及探头位置所示,探头垂直于焊缝中心线做往复运动,由A→B→C→D→E依次循环做。当探头在位置A时,仪器荧光屏上将出现翼板处多次反射底波,假如焊缝无缺陷,探头位置由B→C移动时,荧光屏上底波的反射波将会向右移动。当探头移动到位置C时,反射脉冲波将会消失,因为声波能量将会传入腹板而消失。当探头位置由D→E移动时,仪器荧光屏上会出现一个向左移动的直至底波的位置稳定下来的多次脉冲反射波。焊缝如有缺陷,L型接头可通过荧光屏上反射波来辨别,一般来说探头在翼板上移动时(翼板与熔化金属这个区域),荧光屏上有反射脉冲波,并且探头移动时,波形比较稳定,回波波形宽,一般是未熔合。K型接头则发生在B到D的区域,此位置出现的未熔合与未焊透相似,缺陷最高反射时探头位于B或D的位置,一般可产生与底波位置一致的多次反射脉冲波,波形圆滑,幅值可能较大,也可能较低。对K型焊接接头翼板侧焊缝下层状撕裂也有发生,故检测时需注意,纵波直探头的检测很重要。对腹板侧我们用横波斜探头检测,这时选取K值很重要,根据相关标准及工作经验我们选取K=2.0的探头较为适宜。如果腹板坡口与熔化金属间纯在未熔合缺陷,把探头放在腹板处,当超声波发射出的主声束垂直于角焊缝的坡口时信号反射最强,即仪器荧光屏上的反射波最高,这时我们将探头沿角焊缝方向平移,未熔合反射缺陷波基本不会发生变化,再固定探头,对焊缝进行转角检验,会发现该反射波以对称性减弱。
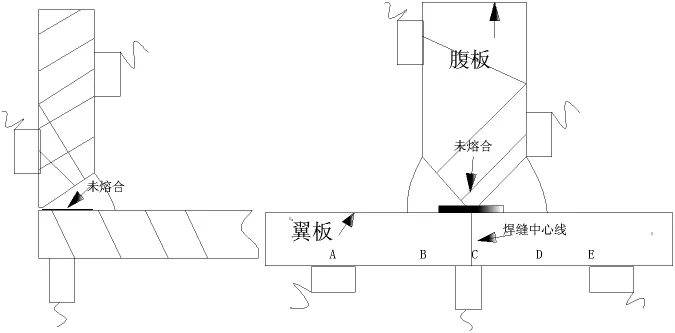
图3 L型、K型焊接接头缺陷位置及探头位置
4 非缺陷回波的识别
超声波校验能够检测各类缺陷,与此同时也会产生各类非缺陷回波,这就要求检验人员有很高的技能、很强的责任心。下面介绍几个常见的横波斜探头的非缺陷回波。
4.1 工件轮廓回波
当超声波射达工件的台阶等轮廓时在荧光屏上将会引起一些轮廓回波,条件允许时可用手沾油触摸法来鉴别工件轮廓回波。
4.2 端角反射波
超声波在两个平面构成的直角处将产生端角反射波。既可能有根部焊接缺陷产生的回波,也可能有焊缝内成型或错边引起的端角反射波。检测时应注意动态波形的特点加以区分。除此之外还有探头杂波、山形波、幻想波、草状回波等。总之,在检测时会出现各种各样的非缺陷回波,此时应注意应用超声波反射、折射和波型转换理论,并计算相应回波的声程和时间来分析判别可能出现的各种非缺陷回波。
5 未熔合缺陷的产生与防止
未熔合缺陷产生的主要原因有:焊接电流过小;焊接速度过快;焊条角度不对;产生了弧偏吹现象;焊接处于下坡焊位置;母材表面有污物或氧化物影响熔敷金属与母材间的熔化结合等。未熔合是一种面积型缺陷,坡口未熔合和根部未熔合对承载截面积的减小都非常明显,应力集中也较为严重,其危害性仅次于裂纹。采用较大的焊接电流,正确地进行施焊操作,注意坡口部位的清洁等能有效的防止未熔合的发生。
6 总结
超声波作为一种常规的检验手段,对L型K型角焊缝焊接接头检验起着至关重要的作用,而焊接接头又是钢结构制作过程中的重中之重,也相对薄弱,这就要求我们要牢固掌握超声波检验的基本方法,对未熔合等危险性缺陷能够了解并熟悉,提高检验的准确性。通过缺陷产生的位置及其规律,及时对焊接工艺进行改进,避免未熔合等缺陷的发生。
[1]郑晖,林树青.超声检测第二版[M].北京-中国劳动社会保障出版社,2008.
[2]国家标准.《钢结构工程施工质量验收规范》(GB50205-2001)[S].北京:中国标准出版社,2001.
TG441.7
A
1004-7344(2016)25-0311-02
2016-8-21
