自卸车货箱底板焊接工艺探析
2016-08-07马中勇向万军
马中勇 向万军
(重庆望江工业有限公司 重庆市江北区 400000)
自卸车货箱底板焊接工艺探析
马中勇 向万军
(重庆望江工业有限公司 重庆市江北区 400000)
自卸车货箱底板在焊接的过程中经常会出现变形等现象,这种变形不仅影响到产品的性能,而且还使生产的效率降低,给企业带来了巨大的经济损失。本文针对控制底板变形的策略进行探究,探索有效的措施。
货箱底板;焊接;工艺;变形
底板是货箱生产的基础,其在货箱生产、加工等环节中,底板的加工是一个相对重要的部分,这个部分影响着产品成型的质量以及生产的效率。所以,我们在生产的过程中,探索有效的提升生产效率以及提高产品质量的生产方式就显得尤为重要,这也是一项非常关键的技术因素。因此,本文将主要针对这个问题进行有效的探索,希望为广大工作者提供技术的参考。
1 提出问题
在实际工作中我们发现,由于一些不良的操作技术以及生产方式,我公司出现了一些产品质量不达标,生产的效率低下等问题。因此,公司决定组织专门的专家学者采用先进的技术手段对底板的焊接及一些质量问题进行探索、分析、处理。项目小组进行了有针对的考察,实地参观了一些车间工厂,分析它们生产的过程以及优势,将其与公司的具体情况做了有针对性的结合,经过多方面的鉴定、考证,最终各方面达成了一致:我公司目前所出现了质量不高、效率差等一系列问题出现的原因主要是技术手段、技术方法的落后,另外,工人操作不规范也加剧了问题的严重性。所以,要想达到加工的工艺及质量的提升应该主要从工艺手法上入手,首先整顿装备以及操作手段,对于一些必要的装备等进行及时的更新,在此基础上确定新的工艺方法及施工的顺序,此来提升施工的效率以及质量[1]。
2 确定工艺参数及流程
为了使所设计出来的底板可以更好的满足公司生产的状况,从而提升生产的效率,降低焊接变形情况的出现,使本公司生产的产品对天车的依赖强的状况得到改观,经过讨论证实,针对一些流程等情况进行对比分析,反复讨论后,最终确定了如下的工艺方案。
焊接工位的传送主要通过滚送来进行传递,初步计划之中的焊接位置主要有三个:骨架组装——本体拼接及骨架与本体点装——骨架与本体焊接,并且需要按照相应的顺序来进行焊接[2],其工艺参数以及相应的设计标准主要如表1所示。
3 焊接的结构设计
3.1 降低焊缝的数量
我们在进行材料采购及下料时需要综合考虑一些其他的因素,比如底板长度、宽度等,尽量使得本体拼接出的焊缝数量最少,我们需要尽可能纵向两块拼接的底板本体,使得其横向无焊缝,从而使得焊缝的长度大量的降低,纵向的收缩以及变形也会相应的减少[2]。
3.2 选择好焊缝的尺寸以及形状
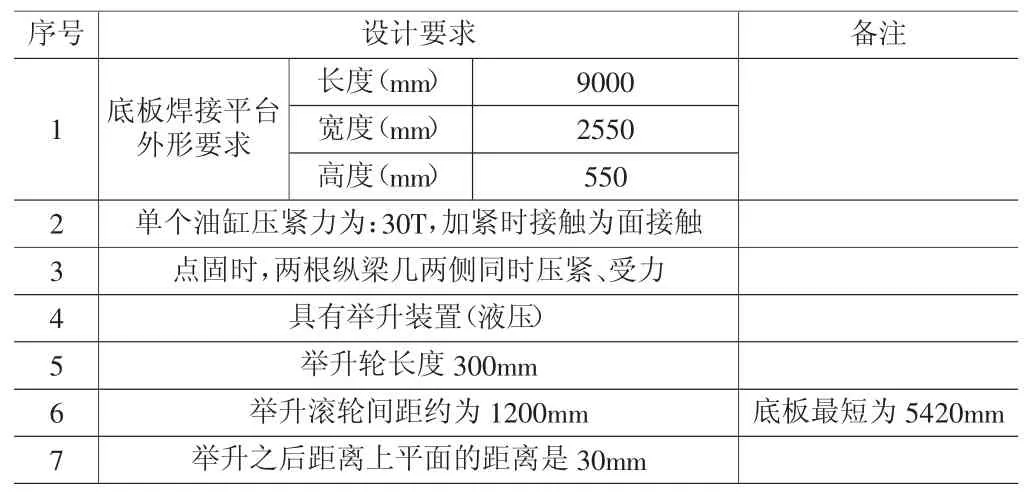
表1 焊接底板加工工艺参数
焊缝的尺寸以及变形量的大小都和工作量有着密切的联系,我们在设计的时候需要尽可能的选择一些尺寸较小的焊缝,但是又不可以过小,不然极其容易产生裂纹,从而导致热影响区的硬度相对较高。因此,我们需要在保证底板承载力的情况下按照厚度等来选择合适的焊缝尺寸。
接缝口的形状需要采用其所需要的金属来进行填充,这样才有利于对裂缝变形的控制。在接头的地方还需要保障工作的条件,在一些相对不重要的构件焊接时,应该使用搭线来进行焊接,接口处虽然受力不均匀,但是其抗疲劳的强度高,虽然其在焊接之前的准备以及装配上比较简单,横向的收缩量也是相对较小,但是其在底板的拼接时使用的较多。焊脚的尺寸以及工艺选取上也需要保证合适、合理。
3.3 焊接的工艺措施
在焊接前先将焊接的结构装配成和焊接变形相反的方向来预先进行反变形,这样在一定程度上可以防止结构产生变形而且还可以减少焊接剩余的应力,从而达到提升焊接质量的目的,确保焊件安装的精确度。
刚性固定的方法也是一种较好的方法,对于那些刚性比较小的焊件,可以采用夹具或者临时支撑的方式来操作,适度的增加焊件的刚性,从而达到降低焊件变形的目的。夹具不仅可以防止钢板的移动而且可以导热来缩小温度场,这样便可以减小参与部分的变形。
4 焊接的顺序
(1)首先,我们可以采用对称焊接的方法。该方法需要保证工人的配合操作,尽量成对的来进行,这样在一定程度上可以降低变形,使其相互之间抵消掉一部分。
(2)对于一些焊缝分布不均匀的焊件,我们应该首先选择接缝较少的一部分来进行焊接。
(3)需要根据焊接的相应特点,利用焊接的程序来对焊接量进行控制。
在对底板的所有焊接缝进行分析时,可以将其归纳为两类,分别是平角焊缝和立焊缝。经过对相关资料的查阅,发现对焊接变形会产生直接影响的最大焊缝是立焊缝。所以,我们在进行焊接的时候需要充分考虑这个问题。我们可以按照变形较小的平角焊缝、变形较大的立焊缝等顺序来进行。
5 收益的计算
在对工装的使用过程中,通过减小了中间使用的时间及搬运的时间,从而降低了对天车的依赖性,这样底板车间每天多出1块底板。平均每月可以多做20块底板,在其他工位能力保证的前提下,每月可以多完工20台车,若按每台车子500元利润计算。每月可多产生利润1万元,一年可增加利润12万元。
6 结束语
综上所述,经过底板焊接的操作后形成的货箱完全可以达到日常生活的标准,我们在对其原理、焊接工艺参数、施工措施等环节进行充分的考察并且结合相应的方法的优点之后来确定焊接的参数、顺序,这样能够有效地提升生产的效率,并且保证成品的质量。不仅如此,焊接裂缝出现的较少、劳动强度降低了,生产的安全性能也得到了有效的保障。
[1]于喜年,杨盈彧,王建国,等.某核电厂混凝土底板模块化吊装设计及应用[J].核动力工程,2013(6):132~135.
[2]李玲,王卫,井少华,等.大型储罐底板施工变形控制[J].油气田地面工程,2013(8):86~87.
[3]赵晶英,项顺伯,陈英俊,等.轻型卡车底板纵梁生产线的机器人焊接仿真[J].机械设计,2010(4):26~31.
U463.32
A
1004-7344(2016)25-0254-02
2016-8-17
马中勇(1986-),男,甘肃会宁人,专用车事业部货箱工段(工段长兼技术员),本科,从事货箱工段的日常管理,现场技术指导,员工培训等。此工段主要是以货箱结构件的焊接为主工作。
