滚切式定尺剪剪刃间隙调整机构原理及改造
2016-08-02徐向岐
徐向岐

摘 要:滚切式定尺剪的剪刃间隙调整机构是由一台变频电机、四套蜗轮机构、四根丝杠、四组楔块组和四组弹簧装置组成,电机带动动蜗轮机构,蜗轮旋转带动与蜗轮装配的丝杠做垂直运动,丝杠的另一端与楔块组的移动楔块连接,弹簧压紧装置紧压着上刀架,消除了上刀架与楔块之间的间隙。当丝杠做垂直运动时,带动移动楔块做垂直运动,通过改变楔块组的厚度,改变上刀架水平方向的距离,从而达到调整剪刃间隙的目的。通过对定尺剪滑板和键的改造,提高滑板和键的使用寿命,降低定尺剪设备故障。
关键词:定尺剪;滑板;键
1 剪刃间隙调整机构机械运动原理
滚切式定尺剪的剪刃间隙调整机构主要由一台变频电机、四套蜗轮机构、四根丝杠、四组楔块组和四组弹簧装置组成,它是滚切式定尺剪一个重要的组成部分。它与定尺剪的机架、减速箱、前面板、弹簧压紧装置共同作用,才能达到调整定尺剪上下剪刃之间距离的目的。
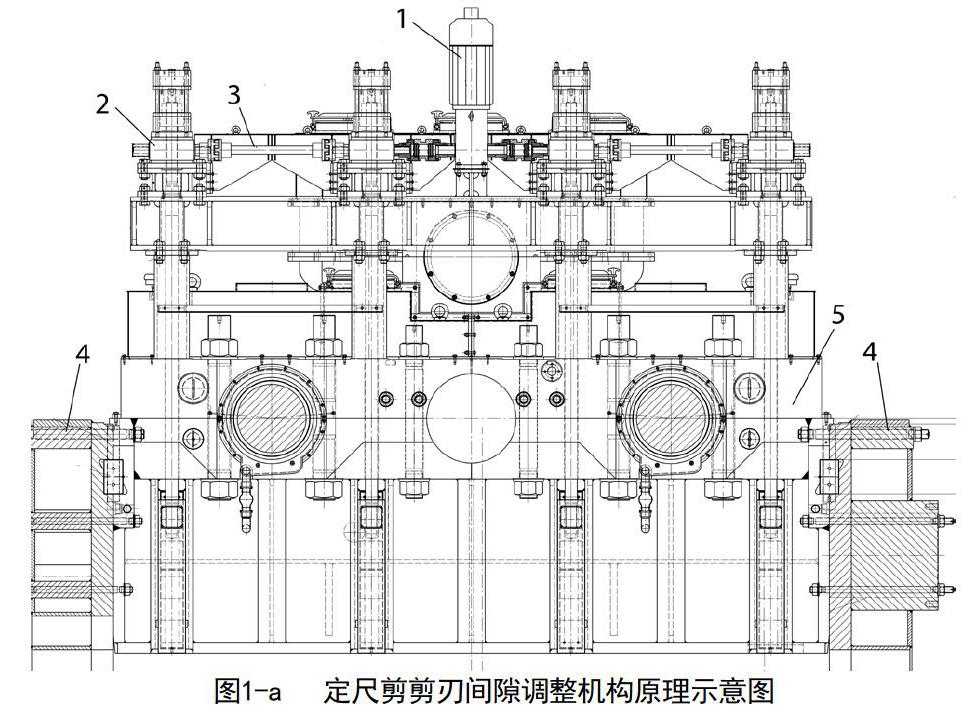
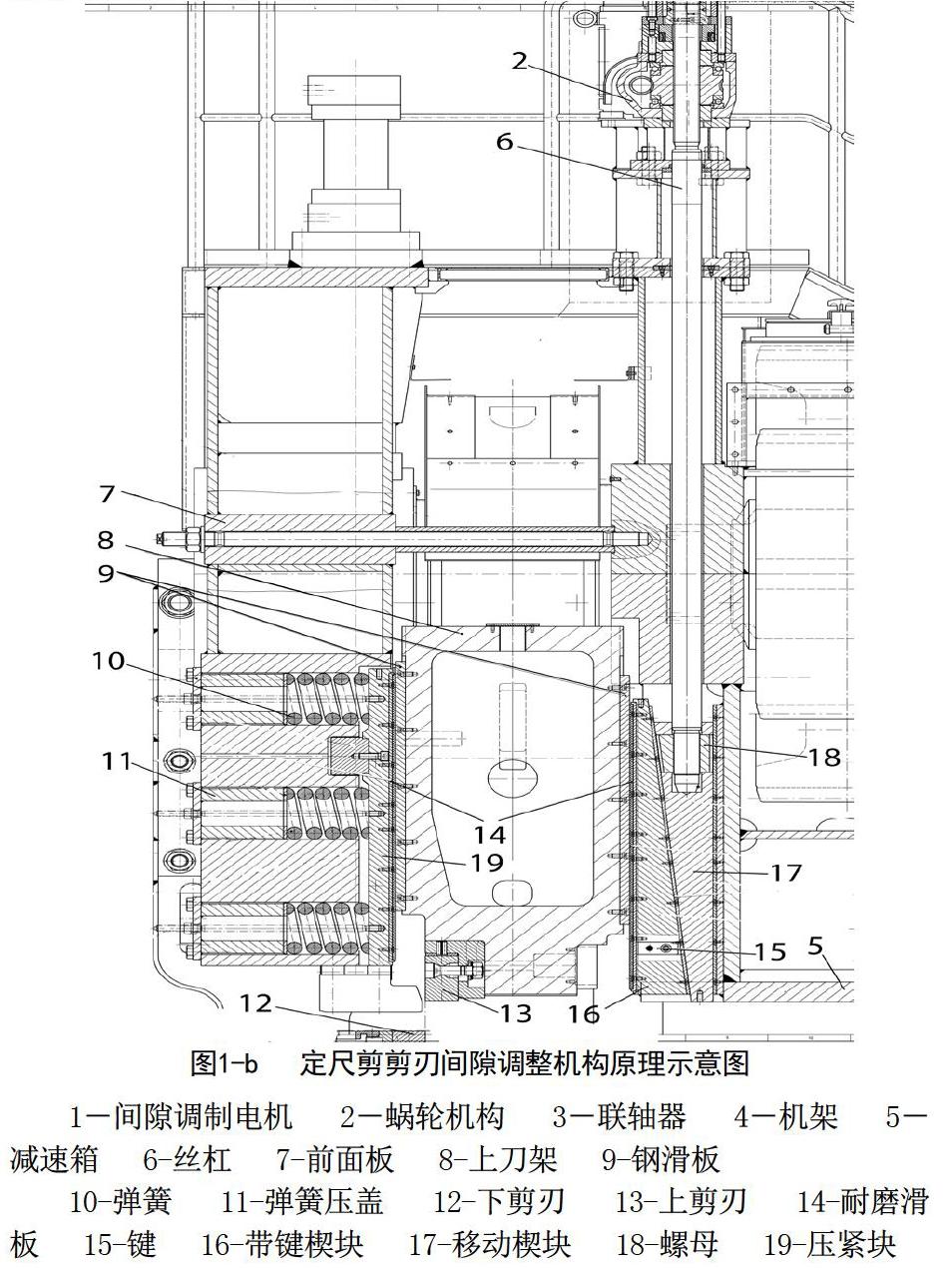
定尺剪的剪刃间隙调整机构机械运动原理如图1-a和图1-b所示:
定尺剪两侧的机架(4)是固定在地面基础上的,机架(4)把减速箱(5)、下剪台和前面板(7)固定在一起,形成一个稳固的不动体,下剪刃(12)安装在下剪台里,故下剪刃也是固定不动的,为了调整上下剪刃之间的距离,即剪刃间隙,就要求上剪刃(13)能够在水平方向上移动,而剪刃间隙调整机构与定尺剪各个装置共同作用,就可以达到调整定尺剪上下剪刃之间距离的目的。
由电机(1)带动与电机连接的齿轮箱,齿轮箱通过联轴器(3)带动蜗轮机构(2),蜗轮旋转带动与蜗轮装配的丝杠(6)做垂直运动,丝杠(6)的另一端通过螺母(18)与楔块组的移动楔块(17)连接,弹簧压紧装置紧压着上刀架(14),消除了上刀架(14)与楔块之间的间隙。当丝杠(6)做垂直运动时,带动移动楔块(17)做垂直运动。由于弹簧压紧装置紧压着上刀架,上刀架紧压着带键楔块(16),所以移动楔块(17)的垂直运动,改变了由带键楔块(16)和移动楔块(17)组成的楔块组的厚度,即改变了上刀架水平方向的距离,从而达到了调整剪刃间隙的目的。
弹簧压紧装置由弹簧压盖(11)、弹簧(10)和压紧块(19)组成,弹簧压盖(11)固定在前面板(7)上,前面板(7)固定在机架(4)上,弹簧(10)在受到弹簧压盖(11)的压力后,就把压力传递到与上刀架紧密接触的压紧块(19)上。压紧块(19)把压力继续传递到上刀架上,上刀架由通过带键楔块(16)把压力传递到移动楔块上,移动楔块把压力传递到与之紧密接触的减速箱上,由于减速箱是固定不动的,所以,前面板与减速箱之间的零部件(压紧块、上刀架、带键楔块、移动楔块等)在受到弹簧的压力的作用下,消除了各个零部件接触面的间隙。
由于上刀架要在压紧块与带键楔块之间做滚切式剪切运动,为了减小上刀架与压紧块和带键楔块之间的摩擦力,在上刀架上安装了钢滑板,在压紧块和带键楔块安装了带自润滑材质的耐磨滑板(14)。
为了使带键楔块在水平方向上可以移动,二垂直方向上不能运动,在带键楔块上安装键(15),键通过螺栓固定在楔块(16)里,键外露部分安装在减速箱上的键槽里,这样就满足了带键楔块既可以在水平方向上移动,又不能在垂直方向上运动的要求。
2 剪刃间隙调整机构在实际使用过程中存在的问题
由于耐磨滑板和键拆除时,必须拆掉夹送辊装配、前面板和上刀架等较大的零部件,还必须拆除与定尺剪钢板压紧装置有关的油管,拆卸、安装一次滑板和键,直到定尺剪检修后试车,需要连续工作70多个小时,費时费力,影响生产节奏。
在定尺剪设备实际使用过程中,耐磨滑板和键容易损坏,从2006年11月到2007年4月滑板和键共损坏3次,其中耐磨滑板使用寿命最短的一次为1个月,每次都是键碎裂、带键的楔块向下做运动,间隙无法满足生产需要,拆开后,发现固定滑板的螺栓断折,螺栓头部在滑板上有深度划伤,使滑板不能使用,而所用的备件均为进口备件,经过分析,认为原设计的滑板固定方式、滑板、键、弹簧力等设计存在问题,通过对键、耐磨滑板、弹簧力等关键件进行了改造,解决了问题。
3 改造方案
原设计耐磨滑板底座为一块整体式,在定尺剪进行剪切时,固定滑板的小螺钉容易因受力而松动,掉出的螺钉在耐磨滑板与钢滑板之间滚动,给耐磨滑板造成很深的划伤,使滑板无法使用,经过重新计算,设计,把滑板底座做成两块,每块滑板底座与相应的耐磨滑板做成整体式,然后把滑板底座安装到楔块上。两块滑板底座的长度尺寸和与原设计的滑板底座长度尺寸相同。
对于损坏的键进行了研究,发现每次键所开裂的位置基本相同,都在螺栓孔边缘的位置,通过实验,把键的材质改为铜材质,以提高强度。
经过对压紧装置的研究,对滑板损坏,键裂等原因分析,滑板、键损坏还与压紧装置的弹簧力有关,通过重新计算弹簧压紧力,在满足生产需要的条件下,对每一个弹簧的弹簧压盖加10mm的垫片,降低弹簧的压缩量,降低压紧装置的压力,降低钢滑板与耐磨滑板之间的摩擦力。
1.改变键(7)的材质,把原来设计的铜锌合金的键材质该为铜材质,改变材质前后的键外形尺寸不变,再把键安装到楔块上。
2.改变耐磨滑板(4)的结构,把原来一块整体的滑板,改为两块分体的滑板,用带螺纹紧固剂的滑板螺栓进行紧固,而滑板的外形总尺寸不发生变化,不需要修改其它配合件的尺寸,再把滑板安装到前面板上,满足使用要求。
3.在弹簧压盖(1)下面加10mm厚的弹簧压盖垫片(10),增长弹簧压盖螺栓10mm,加垫之后,每个弹簧力减小32.86KN,每块滑板受力减小95.58KN,减小了耐磨滑板与刚滑板之间的压力,从而提高了滑板的使用寿命。
4 改造后的使用效果
在改造之后,定尺剪的滑板和键使用寿命明显加长,滑板和键造成定尺剪停切的故障时间降低为零。从2007年4月改造之后到2016年5月为止,键未发生过碎裂现象,滑板没有深度划伤,也未发生过掉落现象。滑板和键使用寿命比原来提高4-5倍。
5 小结
滚切式定尺剪剪刃间隙调整机构机械设计原理简单,由于弹簧压紧装置的作用,消除了前面板与减速箱之间各个零部件的间隙。由于移动楔块的垂直运动,引起了楔块组的水平方向厚度的变化,从而达到了调整剪刃间隙的目的。剪刃间隙调整机构的耐磨滑板与键的作用十分重要,通过实际使用过程中所出现的问题,对滑板外形和键的材质进行改造,提高了定尺剪滑板和键的使用寿命,提高了定尺剪设备的可作业率,为公司降低了成本,提高了产能。
参考文献
1.王海文. 轧钢机械设计. 北京:机械工业出版社, 1983:54-60
2.邹家祥. 轧钢机械. 北京:冶金工业出版社, 2000:291-292
3.刘月洋. 滚切式定尺剪简介.重工与起重技术,2008,(3):23-27
