提升机大型卷筒失效分析及其结构改进
2016-08-02汪辉兴王孝义安徽工业大学机械工程学院安徽马鞍山43000宝钢集团上海梅山钢铁股份有限公司设备部南京0039
汪 飞,刘 权,汪辉兴,王孝义(.安徽工业大学机械工程学院,安徽马鞍山43000;.宝钢集团上海梅山钢铁股份有限公司设备部,南京0039)
提升机大型卷筒失效分析及其结构改进
汪飞1,刘权2,汪辉兴1,王孝义1
(1.安徽工业大学机械工程学院,安徽马鞍山243000;2.宝钢集团上海梅山钢铁股份有限公司设备部,南京210039)
针对干熄焦提升机大型卷筒的失效问题,运用ANSYS软件对卷筒结构的强度进行分析,给出卷筒在正常载荷下的应力分布规律,分析其失效的原因。利用FE-SAFE软件对该卷筒进行疲劳寿命分析,确定其容易出现疲劳破坏的位置,并预测卷筒的疲劳寿命。根据提升机卷筒的失效部位及其特点,对卷筒实施局部结构改进措施,对比分析改进前后卷筒的应力分布规律,确定既添镶圈又增壁厚的卷筒结构综合改良方案。研究结果可对提升机大型卷筒的改进设计与维修提供指导。
干熄焦卷筒;强度;应力;提升机
提升机是通过改变势能进行运输的大型机械设备,主要用于垂直提升或水平、倾斜拽引重物[1]。卷筒是提升机主要承载部件,担负缠绕钢丝绳、承担全部提升负荷、进行动力传递、完成提升和下放重物等任务[2-3]。卷筒失效不仅影响提升设备正常运行,而且直接威胁生产安全。魏巍等[4]对提升机筒壳进行了静力状态下的三维有限元分析,计算木衬对筒壳应力分布及强度大小的影响。何风梅等[5]对卷筒支轮位置进行优化设计以大幅提高卷筒的强度和刚度。然而,由于提升机的具体应用领域差异性,导致卷筒的结构与尺寸不尽相同,难有普适性的设计指导。特别对于大型卷筒,往往用于重载生产,更需避免或减少失效发生,非常有必要进行针对性的具体分析。
某公司焦化厂干熄焦提升机卷扬滚筒直径近2 m,是一种大型卷筒。该卷筒于2011年1月开始投用,于2013年11月9日发生失效,检查发现该卷筒表面存在不同程度的筒皮开裂,进一步观察发现支撑板处出现裂纹,而其他零件无损。提升机卷筒是干熄焦设备起吊的关键部件之一,在焦罐起吊过程中若出现严重断裂将导致严重事故。因此,弄清裂纹出现导致早期失效的原因,对指导卷筒结构改进,提高卷筒使用寿命具有重要工程实践意义。
1 提升机卷筒的结构参数及失效形式
1.1卷筒的结构参数
如图1所示,提升机卷筒为单层双排结构,主要由主动长轴、从动短轴、端盖和支撑板等焊接而成。其总体尺寸为Φ1 730 mm×2 060 mm,筒体外径1 623 mm,由44 mm厚筒皮钢板卷制而成。在卷筒两端170 mm处各有20圈螺旋绳槽,绳槽节距40 mm,其中左端为左旋绳槽,右端为右旋绳槽。在卷筒两端法兰595 mm处焊接支撑板,支撑板厚达28 mm。支撑板将筒体分隔成三部分,端部以32 mm厚的钢板封头,中间支撑板与筒身内壁以3 mm高的台阶定位,支撑板与筒身采用单面角焊缝焊接连接。另外,钢丝绳断面半径R1=19 mm,卷筒绳槽半径R2=20 mm。提升机卷筒筒体由Q345B材料制成。

图1 提升机卷筒结构(mm)Fig.1 Structure of hoist drum(mm)
提升卷扬机共装4根钢丝绳和2个卷筒。每个卷筒的左右两侧分别由外向内对称缠绕1根钢丝绳。钢丝绳一端固定在卷筒的外侧端部,另一端穿过焦罐吊具滑轮固定在提升框架的平衡臂上。因此提升机工作过程中由8根钢丝绳同时承担整个焦罐及其附件质量(额定240 t)。由提升机额定起质量和钢丝绳股数可知,卷筒左右两边引出端钢丝绳的最大静拉力均为300 kN。
1.2卷筒的失效形式
裂纹主要分布在从动短轴端卷筒表面,在卷筒内部支撑板对应部位的纵向位置发生整圈开裂;在主动长轴端卷筒表面也发生了开裂,但其裂纹较细、较短。进一步取样分析表明,卷筒筒皮开裂起源于卷筒钢板内表面角焊缝根部,裂纹产生的原因是应力集中和材料性能不足。材料性能不足主要来源于焊接缺陷,故文中重点探讨应力集中与疲劳破坏引起裂纹形成的可能性。
2 提升机卷筒有限元模型的建立及分析
2.1卷筒有限元模型的建立
提升机卷筒属大型焊接型卷筒,其2块支撑板焊接在卷筒内表面。为精确获取卷筒在支撑板附近的应力情况,应考虑支撑板与卷筒内表面的焊接接触。UG作为高端三维建模软件,其定义的焊缝可被ANSYS识别,故用UG建立卷筒三维模型(如图2),并定义其支撑板处的焊缝(如图3),再将模型导出为x_t格式文件。

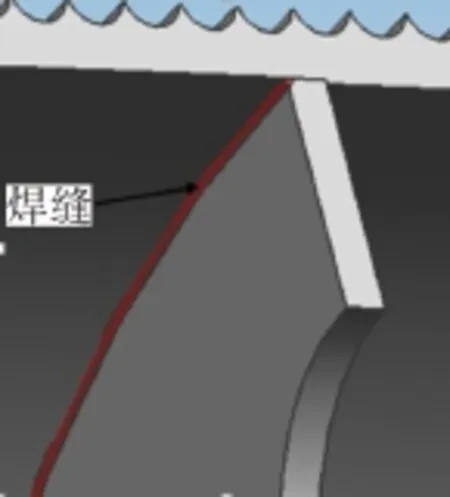

图4 提升机卷筒有限元模型Fig.4 Finite element model of hoist drum
为了提高模型有限元分析精度和速度,对模型作以下处理:忽略卷筒表面的次要结构(螺纹孔、倒角等);卷筒为封闭良好的圆筒,金属结构各向同性;把绕在卷筒表面的钢丝绳圈看作封闭圆环[6]。
选择用于模拟3D实体结构的8节点的实体单元Solid185划分卷筒模型,且整个卷筒模型均采用六面体网格。因为六面体单元计算精度相对较高且对于复杂的曲面边界适应性好。对卷筒若干应力可能集中的危险区域和绳槽区域进行网格细化程序处理。图4为提升机卷筒有限元模型,其中节点数为754 300个,单元数为640 856个。根据卷筒实际工况,其主动长轴端应该施加固定全约束,从动短轴端只保留其轴向和周向的自由度。
2.2卷筒载荷分析
提升机卷筒在工作过程中,钢丝绳由于张力作用会慢慢绕到卷筒上,从而达到提升焦罐的目的。在钢丝绳绕到卷筒的过程中,卷筒主要承受三类载荷作用[7]:弯矩、扭矩和压缩载荷。前2种载荷主要由未绕到卷筒上的那部分钢丝绳产生,压缩载荷则由已绕到卷筒上的那部分钢丝绳产生。由此可见,卷筒不但如传动轴一般承受扭转和弯曲,而且还像浸没在水中的密闭圆筒的表面那样受到均匀压力(卷筒两端不受侧面压力)[8]。
当钢丝绳绕满整个卷筒时,卷筒处于最恶劣的工况。根据文献[9]可得,当卷筒的长度L不大于其3倍直径时,其扭转应力和弯曲应力不会高于其压缩应力的10%到15%,所以在对卷筒进行分析计算时可以只考虑压缩应力对其的影响。而提升机卷筒的长度L=2 060 mm,直径D=1 623 mm,L<3D,所以在对其卷筒进行分析计算时可以不考虑扭转应力和弯曲应力的影响。可把钢丝绳对绳槽的压力当作作用在绳槽中的均布载荷来处理。
为了研究卷筒单元梁的受力,先视钢丝绳的拉力为常数并假定钢丝绳对卷筒筒壁的作用力是轴对称的。如图5所示,在卷筒筒壁上截取单元宽度来分析,并把所得结论推广到整个卷筒。
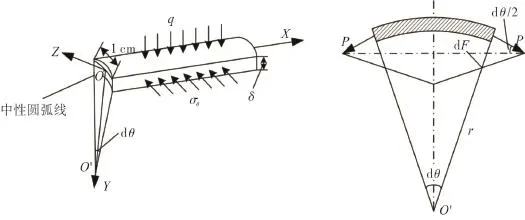
图5 钢丝绳对卷筒的压力Fig.5 Pressure of wire rope on hoist drum
该单元宽度截取条件为:X轴要与卷筒筒壁轴线平行,且经过O点;Y轴经过O点且指向卷筒轴心线。在其上建立坐标轴,称此为单元梁,以O′为原点,OO′长为半径所画的圆弧为中性圆弧线。这是轴对称问题,所以采用柱坐标系。其中:O点是中性圆弧线与dθ角平分线的交点;O′点在卷筒轴心线上且为圆弧截面圆周角的圆心;q为卷筒表面截取单元的载荷集度;σθ为其侧面所受的周向压应力;P为引出端钢丝绳的最大静拉力;r为卷筒半径。
计算卷筒单元梁上的载荷集度q,由图5知,

其筒壁上的作用微元面积dA为

其中b为卷筒与钢丝绳的接触面宽度。由式(1),(2)得

考虑到缠绕在卷筒上的钢丝绳,每一绳圈的拉力都是不一样的,引入钢丝绳拉力降低系数C。故卷筒单元梁上的载荷集度为

卷筒与钢丝绳的接触为弹性接触,根据文献[10]知其接触面宽度为

式中:R1为钢丝绳断面半径,19 mm;R2为卷筒绳槽半径,20 mm;E1为钢丝绳弹性模量,150 GPa;E2为卷筒的弹性模量,210 GPa。考虑到是单层缠绕的情况,可取C=0.8,由式(4),(5)得

2.3卷筒表面应力分布的有限元分析
经有限元分析,卷筒表面的米塞斯应力分布如图6。
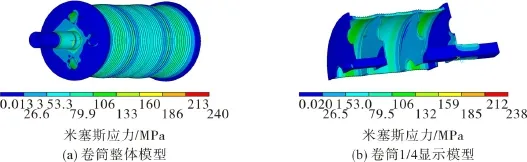
图6 卷筒表面应力的有限元分析结果Fig.6 Finite element analysis results of surface stress of hoist drum
由图6可知,提升机卷筒的米塞斯应力最大值为240 MPa,出现在支撑板与卷筒内表面的角焊缝根部,其中支撑板对应的顶绳槽处的米塞斯应力最大值为213 MPa,且大于其他绳槽处的米塞斯应力。由此表明如果卷筒表面产生裂纹,一般先在卷筒钢板内表面角焊缝根部,并由内而外形成开放性裂纹。
2.4卷筒的疲劳寿命分析
进行疲劳分析时首先要获得承受交变载荷零部件的载荷谱[11-12]。提升机卷筒的载荷谱可依据干熄焦设备的工作制度和卷筒表面载荷变化情况绘制。经调研可知该提升机卷筒装置辅助完成1次干熄焦的操作制度,如表1。
提升机卷筒装置在辅助完成1次干熄焦过程中,卷筒左右两侧钢丝绳均是匀速缓慢地绕上卷筒,此时卷筒表面的载荷可认为是线性变化的。当卷筒左右两侧钢丝绳各绕完卷筒第20圈(4 min)时,运行机构开始把焦罐水平移动到干熄炉处并等待卸料。在卸料过程中焦罐中的焦炭匀速倒入干熄炉,为计算简便,认为此过程中卷筒表面的载荷也呈线性变化。焦罐及其附件的质量远远小于焦罐中焦炭的质量,所以在卸料后平移和下放焦罐的过程中,忽略其对卷筒的影响。根据上述条件,利用MATLAB软件编制的程序输出卷筒装置辅助完成1次干熄焦时,卷筒表面的载荷变化图,即卷筒周期性载荷谱,如图7。
经FE-SAFE软件计算得卷筒的疲劳寿命分布,结果如图8。从图8可看出,包括卷筒端盖和长短轴在内的绝大部分区域寿命为107个干熄焦周期,而卷筒支撑板对应的顶绳槽处疲劳寿命有所降低,卷筒最小寿命为105.122 6个干熄焦周期,该寿命即为提升机卷筒的疲劳寿命,即132 617个干熄焦周期,如果按卷筒每辅助完成1次干熄焦需8.5 min,每天工作1342min,1年340d计算,则该卷筒的寿命约为2.5a。

图7 卷筒的周期性载荷谱Fig.7 Periodic load spectrum of drum

表1 卷筒装置辅助完成1次干熄焦的操作制度Tab.1 Drum gear assisted a CDQ operation system

图8 卷筒的整体寿命分布Fig.8 Overall life distribution of drum
该提升机卷筒于2011年1月开始投用,于2013年11月9日卷筒失效,即该卷筒实际使用寿命约2.8 a,超出其疲劳寿命2.5 a,故疲劳破坏是提升机卷筒失效的主要原因之一。
3 提升机卷筒结构改进设计
为了改进提升机卷筒结构,进一步减小卷筒表面应力,提出2种改进方案。方案1如图9(a),在不改变卷筒其他条件的前提下,把卷筒壁厚由44 mm增加至47 mm。方案2如图9(b),在不改变卷筒其他条件的前提下,对卷筒作以下修改:把卷筒的壁厚由44 mm增加至47 mm;在筒身两支撑板处增加100 mm宽的加强板,加强板焊接在筒身内侧,形成两侧镶圈,支撑板焊接在加强板上。2种改进方案的有限元分析结果分别如图10,11。原结构卷筒与改进结构方案的卷筒米塞斯应力对比结果如表2。
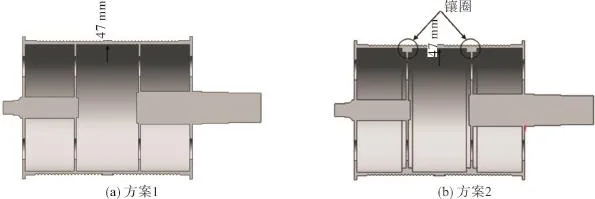
图9 卷筒改进方案Fig.9 Improvement scheme of hoist drum
对比图10,11,结合表2可知:与原结构卷筒相比,方案1卷筒最大米塞斯应力约减少了8.33%,其中最大米塞斯应力出现的位置没有变化,也在支撑板与卷筒内表面的角焊缝根部;方案2卷筒的最大米塞斯应力减少了55%,最大米塞斯应力出现在镶圈与卷筒内表面的角焊缝根部。由此可见,方案2卷筒的最大米塞斯应力减少的幅度比方案1减少的幅度要大。从卷筒最大米塞斯应力减少的幅度来考虑,方案2优于方案1。按2.4节的方法,经FE-SAFE软件计算得到改良卷筒的疲劳寿命分布,结果如图12。
由图12可知,改良卷筒的寿命均为107个干熄焦周期,与原结构卷筒(105.122 6个干熄焦周期)相比较,改良卷筒的寿命提高了很多。
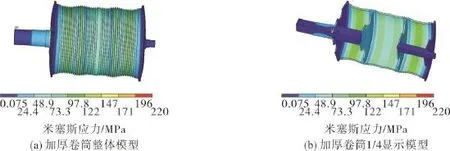
图10 方案1卷筒表面应力有限元分析结果Fig.10 Finite element analysis results of No.1 scheme
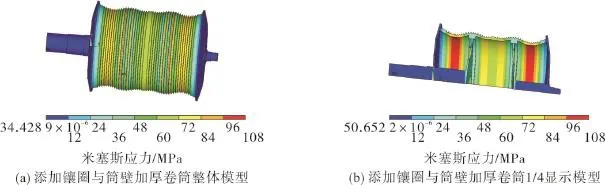
图11 方案2卷筒表面应力有限元分析结果Fig.11 Finite element analysis results of No.2 scheme

表2 原结构卷筒与改进卷筒有限元分析结果的比较Tab.2 Compare of finite element analysis results between original and improved scheme for drum
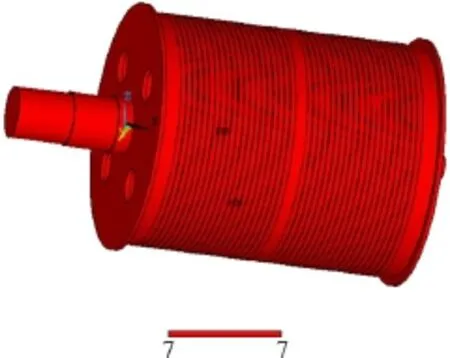
图12 改良卷筒的疲劳寿命分布Fig.12 Fatigue life distribution of improved drum
4 结 论
针对某公司提升机大型卷筒失效问题,提出卷筒局部结构改进措施,通过比较原卷筒与结构改进卷筒的有限元分析结果,得出以下结论:
1)原结构卷筒内表面支撑板角焊缝处存在严重的应力集中,这与卷筒表面的裂纹起源于内表面支撑板角焊缝根部的现象是一致的;
2)与原结构卷筒相比,2种结构改进卷筒的最大米塞斯应力都有所减少,其最大米塞斯应力出现的位置均在角焊缝根部,说明角焊缝部位存在应力集中现象;
3)综合考虑卷筒最大米塞斯应力减小的幅度和其寿命改善的情况,确定增加壁厚并在原筒身两支撑板处增加镶圈式加强板是一种可行的结构改进方案。
[1]李文斌.关于提升机紧急制动的探讨[J].机械工程与自动化,2007,36(1):164-166.
[2]石加联,于占忠.传动机构内置式卷扬机卷筒的有限元分析[J].机械设计与制造,2010,48(12):203-205.
[3]陈清胜,晋民杰.双筒缠绕式矿用提升机卷筒结构的优化设计[J].有色金属工程,2013,3(4):63-66.
[4]魏巍,郭宏,赵灿.木衬对提升机筒壳强度影响的有限元分析[J].辽宁工程技术大学学报,2003,23(5):688-689.
[5]何风梅,赵灿.缠绕式提升机卷筒强度的有限元优化设计[J].矿山机械,2003,31(11):32-33.
[6]钟克,许可诚.JM12.5型卷扬机卷筒的有限元分析及结构优化[J].煤矿机械,2014,35(1):88-89.
[7]蒋志成,陈夫保.提升机卷筒的内部应力及结构[J].煤矿现代化,2004,13(1):33-34.
[8]李毅.单绳双筒缠绕式提升机有限元分析及机械结构优化设计[D].重庆:重庆大学,2009:15-16.
[9]余志良.大型焊接卷筒强度及稳定性分析[D].南昌:华东交通大学,2013:22-23.
[10]王彤.卷扬机卷筒强度及稳定性研究[D].辽宁:辽宁工程技术大学,2006:40-45.
[11]童靳于,潘紫微,包家汉,等.基于ANSYS的扭力杆装置疲劳寿命分析[J].安徽工业大学学报(自然科学版),2013,30(4): 425-429.
责任编辑:何莉
FailureAnalysis of Large Drum and its Structure Improvement in Hoist
WANG Fei1,LIU quan2,WANG Huixing1,WANG Xiaoyi1
(1.School of Mechanical Engineering,Anhui University of Technology,Ma'anshan 243000,China;2.Equipment Department,Meishan Iron&Steel Incorporated Company of Baosteel Group,Nanjing 210039,China)
Aiming at the failure problem of large drum in coke dry quenching(CDQ)hoist,the strength of the drum structure was analyzed with ANSYS software,and the stress distribution rule of the drum under normal load was obtained,and causes of its failure were analyzed.The fatigue life of the drum was analyzed with FE-SAFE software,and its prone to fatigue damage position was determined,and the fatigue life was also predicted.The local structure of the drum was improved according to the position and characteristics of the failure.The optimal scheme,which mounts a ring on the drum and increases the drum thickness was finally given after comparing the stress distribution rules between original and improved structure of the drum.The research result can provide guidance for improving the design and maintenance of large drum in hoist.
coke dry quenching drum;strength;stress;hoist
TH113
A
10.3969/j.issn.1671-7872.2016.01.015
1671-7872(2016)-01-0069-07
2015-04-16
汪飞(1987-),男,安徽马鞍山人,硕士生,研究方向为数字化设计。
王孝义(1970-),男,安徽池州人,博士,教授,研究方向为数字化设计与制造、仿生机械等。
