AP1000反应堆蒸汽发生器制造难点与案例分析
2016-08-01陈中灼
陈中灼
(中核集团三门核电有限公司,浙江 三门 317112)
·生产与管理·
AP1000反应堆蒸汽发生器制造难点与案例分析
陈中灼
(中核集团三门核电有限公司,浙江三门317112)
摘要:阐述了AP1000反应堆蒸汽发生器的设计特点、制造难点,结合三门核电一期工程蒸发器的制造及质量监督实践,特别是在制造过程中发生的具体案例,提出了一些经验反馈和核电业主监造应对措施。
关键词:反应堆蒸汽发生器;制造难点;案例分析
反应堆蒸汽发生器(以下简称蒸发器)是压水堆核电厂一回路、二回路的枢纽,它将反应堆产生的热量传递给蒸发器二次侧,产生蒸汽经一、二级汽水分离器干燥后推动汽轮机做功。该设备是核电站中最为关键也是造价最为昂贵的设备之一。
作为我国三代核电自主化依托项目,三门核电一期工程引进了由美国西屋公司设计的AP1000三代压水堆核电技术。AP1000蒸发器基于成熟的二代核电技术并吸收了多年的核电运行经验及工业界最新的技术进展进行了改进型设计。三门核电1、2号机组蒸发器是全世界首批AP1000蒸发器从设计转化成实际产品,其设计和制造完全依照美国ASME规范进行,作为核电运营业主,我公司全程参与了设备制造的整个质量监督过程,并参与了质量问题的处理,积累了第一手资料。
目前三门核电1、2号机组蒸发器均已交付。因此总结分析AP1000蒸发器的设计特点、制造难点和制造典型案例,对后续设备国产化过程中设备制造和质量监督具有积极的指导意义。
一、AP1000蒸发器的技术特点
AP1000机组采用两台典型的直立式带有一体化汽水分离器的U形管自然循环蒸发器。蒸发器一回路侧属于核安全一级和抗震I类部件,二回路侧属于核安全二级和抗震I类部件,设计寿命为60年,采用改进型的Delta125型(Delta75的扩容型)。
Delta125型蒸汽发生器有如下主要技术特点:单台热功率是M310机组(法国设计的二代机组)的1.77倍;传热管数量为10025根,传热管的材料为Inconel690-T T,传热管外/内径为17.48/15.4mm;壳体和管板采用全锻件形式,下封头、上封头采用一体化的管嘴;主泵泵壳直接焊接在水室封头出口接管上。
二、AP1000蒸发器制造难点和案例分析
AP1000设计上的特性导致了设备制造上一些的难点。壳体全部采用重型锻件,材料为锰-钼-镍低合金钢,在ASME规范里材料牌号为SA508Gr3Cl2,要求总锻造比不低于3.5,制造规范采用ASME第Ⅲ卷NB部分。管板和水室封头都需要120MN以上的锻压机。由于60年的寿命设计,要求大锻件制造过程中提高钢水纯净度,严格限制硫、磷、铜、钴、氢和低熔点杂质元素,要求锻件韧脆转变温度低至-21℃(国内在建二代加机组要求-12℃),锻件和焊材性能试样都需进行48h模拟热处理试验(传统上一般进行24h)。其中管板、下封头、锥形过渡段筒体(锻件两侧有直段)为其中最难的三个大锻件。目前全世界只有少数几家锻件厂能够制造,国内制造厂中国一重经过三门核电项目艰难的实践攻关,也突破了这一类锻件生产技术。
管板镍基堆焊一直是蒸发器制造的难点之一。由于管板直径、厚度增大,增加了管板的刚性,使得管板镍基堆焊对制造厂提出了更高的工艺要求;由于管板厚度增加也大大提高了管板深孔钻钻20050个孔的难度。
AP1000机组蒸发器采用主泵泵壳直接焊接在蒸发器出口管嘴上是一个全新的设计,因此给制造、检测、试验带来了全新的难题。
三门核电1、2号机组蒸发器由国际、国内顶尖的核设备制造厂承制,由于AP100机组蒸发器设计的独特难题,也遇到了诸多问题,下面结合三门核电1、2号机组蒸发器制造过程中的典型问题进行总结。
1.管板大面积镍基堆焊
1号机组蒸汽发生器2块管板在堆焊后进行超声波探伤的时候发现了大量的裂纹,裂纹深度已超过堆焊层厚度。
制造厂在确认工艺执行和控制满足规程要求后,通过与在制的其他项目管板(且没有焊接缺陷)制造工艺参数比较(见表1),发现相当重要的参数差别是管板的厚度与直径差异(AP1000管板较WattsBarR SG厚度增加了43%,直径增加了21%),这个尺寸效应限制了管板焊接后的微变形(如表1,焊接后挠度为接近0mm),应力无法释放,使得内部的残余应力增大,在第2块管板随机取7处进行了残余应力分析,数据表明残余应力在22.4~34.8ksi,为管板材料抗拉强度(90~115ksi)的三分之一左右。另外,1号机组的蒸汽发生器管板使用的单真空熔炼工艺,氢含量偏高,接近该种材料的饱和氢含量。最终确认是由于AP1000管板尺寸效应造成的残余应力和氢含量偏高(母材氢含量偏高以及焊后扩氢不够)共同导致了氢致裂纹。
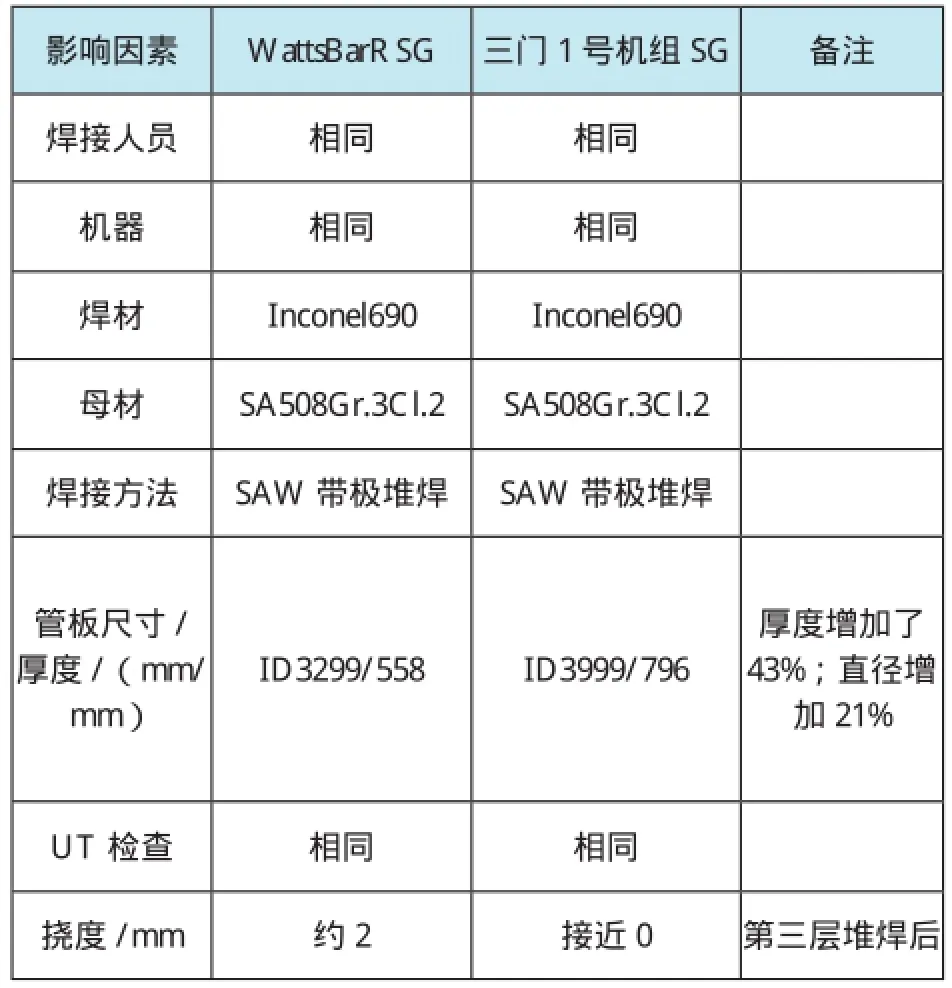
表1 AP1000管板与工厂在制的其他管板制造工艺参数比较
在返修工艺中,管板镍基第二层堆焊后在后热的基础上增加了一次焊后热处理。返修后无损探伤未发现裂纹。
2.管板钻孔
超厚的管板不但给一次侧镍基堆焊带来了很大的挑战,对于管板的钻孔也带来不小的困难。表2列出了AP1000管板与秦山二期、大亚湾机组(M310机组)蒸发器管板钻孔制造工艺参数对比。
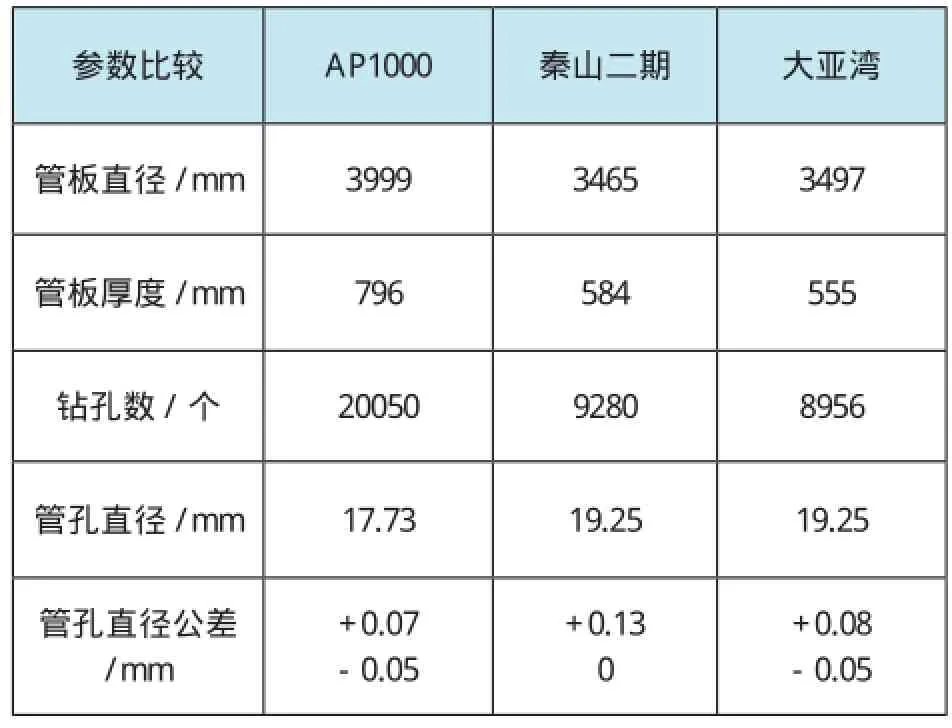
表2 AP1000管板钻孔制造工艺参数与其他项目比较
2号机组蒸发器B(以下简称SG2B)钻孔过程中检查发现二次侧有3个孔钻偏,受其影响共6个孔间距(孔桥)不满足设计要求。制造厂按照设计方的结构分析方法进行了复核,按照堵管的方案进行了传热管穿管、胀管以及堵管的模拟试验。经评估,设计方批准按照3个钻偏的孔穿管后堵管的方案,也得到了核安全监管机构的审查通过。
制造厂检查发现,钻孔机床(5轴)的其中一个钻头的轴套密封圈破损,分析认为钻孔过程中钻头轴套移动时有铁屑落入其中,导致轴套端部破损,进而导致无法卡紧钻头杆,最终产生了钻孔尺寸偏移。制造厂认为考虑到AP1000机组蒸发器管板厚度以及损坏轴套表面状况,其按照常规经验设置的每5000个孔(5轴,即1000次行程)更换钻头轴套的要求不够保守。
因此制造厂提出了纠正行动措施:操作人员在钻孔时检查钻头轴套处漏油量;将钻头轴套的使用寿命从每5000个孔一换降至每3000个孔一换,以减少工具表面磨损并避免轴套破损情况再次发生;每次换钻头时对钻头轴套进行目视检查并清除其中铁屑;在轴套筒管内增加一套喷气装置,尽可能减少铁屑落入卡入其中。此后制造厂在该块蒸发器管板后续钻孔及第2台蒸发器管板钻孔过程中,均未发生类似问题。
3.主泵泵壳的焊接及焊缝检测
AP1000的蒸发器直接在出口接管焊接主泵泵壳,省去了主管道过渡段,减小了环路压降。这是一个新的设计。而其他的压水堆核电站都是通过主管道过渡段将蒸发器与主泵连接起来,在核电安装现场焊接。
AP1000主泵泵壳材料为SA-351CF8A,奥氏体不锈钢铸件,水室封头材料为SA508Gr3Cl2,低合金钢锻件。焊缝属异种金属焊接,因此为提高焊缝成型性能,在蒸发器出口接管端部镍基焊材(ER NiCrFe-7)预堆边,泵壳端部堆焊一层309不锈钢。该条焊缝的焊接技术是蒸发器制造过程中最难的几个关键技术之一。主泵泵壳与蒸汽发生器的焊缝属承压边界焊缝,按照ASMEIII卷需要进行水压试验检验。三门核电监造人员在审查制造厂提交的质量计划时,发现该焊缝只有渗透检测(PT)和射线检测(R T)工序,缺少水压试验程序以及后续在核电厂役前检查过程需要执行超声波检测(UT)工序。设计规范书和图纸规定该焊缝的水压试验可以用现场系统回路冷态水压试验代替。
考虑到主泵泵壳开口(与主泵电机连接开口以及冷却剂出口管嘴两处)较大,水压试验封堵比较困难,而且将主泵泵壳与蒸发器作为一个整体结构进行一回路侧水压试验以前都没有经验;该条焊缝的设计为新型设计,全世界尚无参考电站。三门核电经过评估,决策接受该条焊缝水压试验用系统回路水压试验代替,但制造过程中增加UT,即该焊缝在车间需进行UT、PT、R T。
三、案例经验总结和核电运营业主管理和监造应对措施
1.优化设备供应链,确保业绩卓越的供应商承制关键设备
三门核电1号机组是世界首台AP1000机组,三门核电2号机组是设备国产化首台机组,由于三代核电AP1000机组采取了革新型的设计改进,大大增加了关键设备开发、制造的难度。目前国内各大设备厂也在解决各种困难和问题的过程中,锻炼了一批精干的技术人员队伍,建立和开发了一整套经过实际考验的制造规程和工装,形成了具有承接世界最前沿的核电设备制造技术和质量管理体系,为后续核电大发展,核电设备供应商走向世界承揽订单夯实基础,也为国际客户选择核设备中国制造树立了信心。后续机组建造应优先考虑这些业绩优异的制造厂承制关键设备,这将为核电厂设备质量提供坚实的基础。
2.制造厂须做好充分的技术准备
制造厂在进行工艺方案准备时,谨慎对待新设计跟已有制造经验的不同之处,从人员、制造设备、原材料、规程、环境、检测各个角度管控可能出现的风险。如三门核电2号机组管板钻孔问题从发生到评审、返修合格共用了11个月,严重影响了设备最终交货时间。
因此,对于设备的关键工序,在进行工艺评定试验之后,充分、合理的模拟试验考核制造方案的可靠性和稳定性,对降低制造风险非常必要。产品制造过程中,做好工前技术交底会,各方质量监督人员也参加,确保工艺实施要求得到准确无误的理解;关键工序制造前,要求每班次实际制造前先进行一两次模拟试验,确保工人技能和工器具的稳定性。通过这些措施,有效保证关键工序的制造质量。
3.重视设备在工厂的预役前检测
按照ASME规范来说,一般制造过程中体积检测使用射线检测是强制的,超声波检测是可选的,而对反应堆役前和在役检测标准来说,体积检测通常使用超声波检测。由于两种检测方法对缺陷的敏感性不同,往往会对检测结果产生分歧。而且制造过程中超声波检测遵循的是ASMEIII卷要求,役前和在役检测遵循ASMEX I卷要求,检测的方法和验收标准有不同之处。目前国内核电站建设过程中多次出现这样的案例,在制造厂车间检测合格的,在核电站现场进行役前检测发现相关显示,由于届时已经在核电站调试、商运的关键路径上,时间紧,环境工况复杂,往往比在车间处理花费几倍的人力、物力,给核电站业主造成巨大的工期和经济损失。
因此,三门核电业主要求1号机组蒸发器与泵壳焊缝必须进行超声波检测,检测规程中综合考虑役前检测的要求。对于其他需要役前检测的焊缝,都安排在设备水压试验后结合役前检测的要求进行超声波检测,甚至邀请后续役前检测单位直接到制造厂进行预先检测,起到了良好的效果。
4.加强监造,建立有效的质量监督体系
核电厂业主是核安全的最终承担者。在通过总承包合同委托核电工程公司进行设备采购和质量监督的基础上,三门核电也建立了高效精干的监造体系来保证设备质量。
(1)开发专用监督导则
在项目实施前期,就根据ASME规范建立了各种工艺的监督导则,如无损检验、焊接、水压试验等,解析各种工艺过程,识别出需要关注的关键步骤及影响因素,建立活动检查记录表。监造人员在见证监督相关工序前,必须先熟悉图纸和规范书要求,按照导则要求事先在活动记录表中填写工序执行的具体标准和要求,在执行见证监督时,填写相应记录结果。该方法标准化了监造依据,保证了业主监造人员的监督质量。
(2)关键设备固定监造人员,定期评估监造效能
反应堆蒸发器的制造过程是长周期的,从原材料制造到设备出厂往往需要至少三、四年的时间;设备制造技术要求高,涉及的技术文件繁多。为了保证监造效果,业主应固定一两位监造人员,执行A/B角制度,全程跟踪,归口管理所有相关的文件、问题处理,专业化监造。同时本部监造管理部门应定期对监造驻点进行效能考核,针对考核情况及时调整,确保监造质量。
(3)重大问题引进专家支持,快速决策处理
由于安全级别高,评估和处理时间长,核电主设备出现问题第一时间确定发生原因和准备可行的处理方案对保证设备整体交货期非常重要。业主作为核安全责任的最终承担者,核设备的可靠质量是核安全最重要的保障措施之一。因此在设备发生重大问题时,核电厂不仅组织厂内各专业专家组成工作组快速评估响应,也邀请国内顶尖的专家团队参与工作组评估和决策。实践证明起到很好的效果。
四、结语
通过对AP1000蒸发器的设计特点和制造难点分析,结合制造过程中发生的具体案例,总结三门核电1、2号机组蒸发器的制造过程积累的经验,提出了一些经验反馈和管理应对措施。
参考文献:
[1]林城格,非能动安全先进核电厂AP1000,原子能出版社.
[2]美国机械工程师协会(ASME)第II卷[S].材料A篇铁基材料1998版+2000增补.
[3]杜南麟、陈中灼、陈富彬.三门核电厂2号机组蒸汽发生器管板钻孔偏差原因分析及问题处理[J].核动力工程,2014,35 (3):76-79.
中图分类号:TL35
文献标识码:B
文章编号:1671-0711(2016)01-0047-04
收稿日期:(2015-12-08)
