清洁生产在啤酒厂的推广和应用
2016-08-01卢雯
卢 雯
(辽宁省抚顺市环境科学研究院,辽宁 抚顺 113006)
清洁生产在啤酒厂的推广和应用
卢 雯
(辽宁省抚顺市环境科学研究院,辽宁 抚顺 113006)
摘要:通过清洁生产工作,提高了企业及员工对清洁生产审核的认识,审核了研究对象有关单元操作、原材料、产品、用水、能源和废物的资料。确定了废弃物的来源、数量及类型,并根据审核结果制定了废弃物消减的目标,制定了经济有效的废物控制对策。从而提高了企业管理水平,提高了原材料、水、能源的使用效率,降低了成本,减少了污染物的产生及排放量。提高了员工素质,促进了企业技术进步,为企业带来一定的经济、环境和社会效益,为其他企业提供了范例。
关键词:清洁生产;啤酒厂;备选方案;可行性分析
1引言
清洁生产是对企业生产全过程的重点或是优先环节、工序产生的污染进行定量监测,找出高耗能、高污染的原因,然后通过清洁生产工作,提高企业及员工对清洁生产审核的认识,审核有关单元操作、原材料、产品、用水、能源和废物的资料;确定废弃物的来源、数量及类型,并根据审核结果制定废弃物消减的目标,制定经济有效的废物控制对策,找寻出企业效率低的瓶颈部位和管理上的疏漏之处。
2清洁生产应用分析
2.1企业概况
辽宁天湖啤酒有限公司坐落在全国著名的大伙房水库之滨,是辽宁省啤酒制造行业的骨干企业之一,是抚顺啤酒产业的技术企业。现拥有固定资产1.5亿元,占地面积18.79万元m2,建筑面积5.97万m2。
天湖啤酒是抚顺市重点污染源之一,主要污染物是高浓度的有机废水(表1)。为达到环境、经济效益双丰收,天湖啤酒有限公司2013年开展了清洁生产审核,提出并实施了清洁生产方案,进一步减少了污水和污染物排放量。该公司制酒车间是全公司重点水污染的来源。因此选择制酒车间开展清洁生产。

表1 废水物流特征 t/d
废物对生产工艺、作业场所和周围环境的影响分析如下。
(1)废水制酒车间排放的废水包括:刷锅(糖化、压滤机、煮沸锅、沉淀槽等)用水、清洗管路废水、清洗薄板冷却器用水、清洗大罐(发酵罐、清酒罐等)废水、冲地废水等有机及无机废水,形成BOD、COD的高负荷,是全厂废水污染源的主要方面,另外生产过程中的机械与冷介质的换热需大量的非工艺冷却水占污水量的较大比重。
(2)废物制酒车间的废物主要有糖化粉尘、废酒糟、废酵母、废硅藻土等,对于废酒糟,由于酒糟中含有残糖和水,所以在夏天需堆存,直接影响厂区景观,同时造成二次污染。而非废酵母及废硅藻土其主要是有机物污染严重,COD严重超标,同样是影响废水的主要部分。
制酒车间产污最大,制酒工艺用水存在“跑冒滴漏”现象,水的回收率很低,废碱水等污染物排放缺乏组织性,增加了污水的处理负担。
2.2确定审计重点
由上述评估制酒生产特点及备选评估重点说明,决定将整个制酒车间全部列入备选重点,见表2、表3。

表2 备选评估重点情况说明
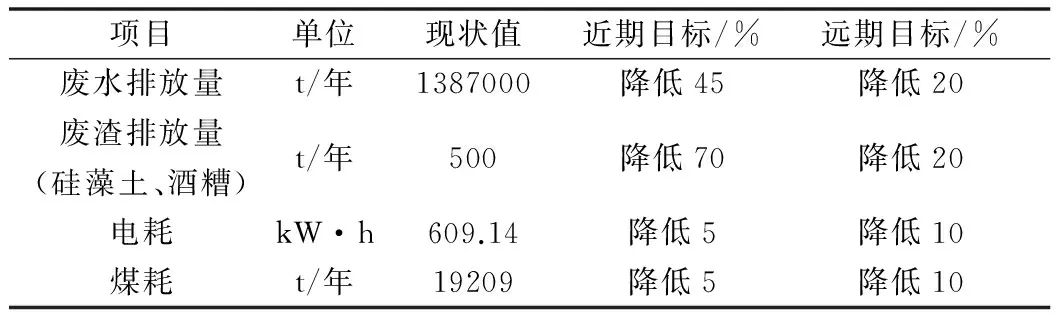
表3 清洁生产目标设置汇总
2.3备选方案的初步筛选
经过天湖啤酒厂清洁生产评估小组及外部评估小组共同讨论,对备选方案进行了初步筛选。
在筛选过程中,对所有的备选方案都考虑了下列要求:①方案对改善环境的具体影响。②方案的投资、经济效益。③方案的技术可行性、工艺复杂程度。④方案的成功机会。
方案的筛选采用了简易的方法,通过对现场的实际考察,各种方案的讨论比较,企业评估小组与外部专家组共同对所有的备选方案进行了初步筛选,筛选结果见表4。

表4 备选方案的初步筛选
2.4中高备选方案的进一步筛选
经过上述筛选得出的待初步分析中高费备选方案,因为投资额较大,而且一般对生产工艺过程有一定程度的影响,因而需进一步研究,初步分析工作结合企业实际情况,考虑了方案所涉及的工艺技术、设备、经济效益、环境效果几大因素,评估小组,专家进行了进一步筛选。初步分析结果分为三类,即:暂时拒绝——为目前不可行的中高费备选方案;初步可行——须进行可行性分析的中高费备选方案。筛选结果如表5所示
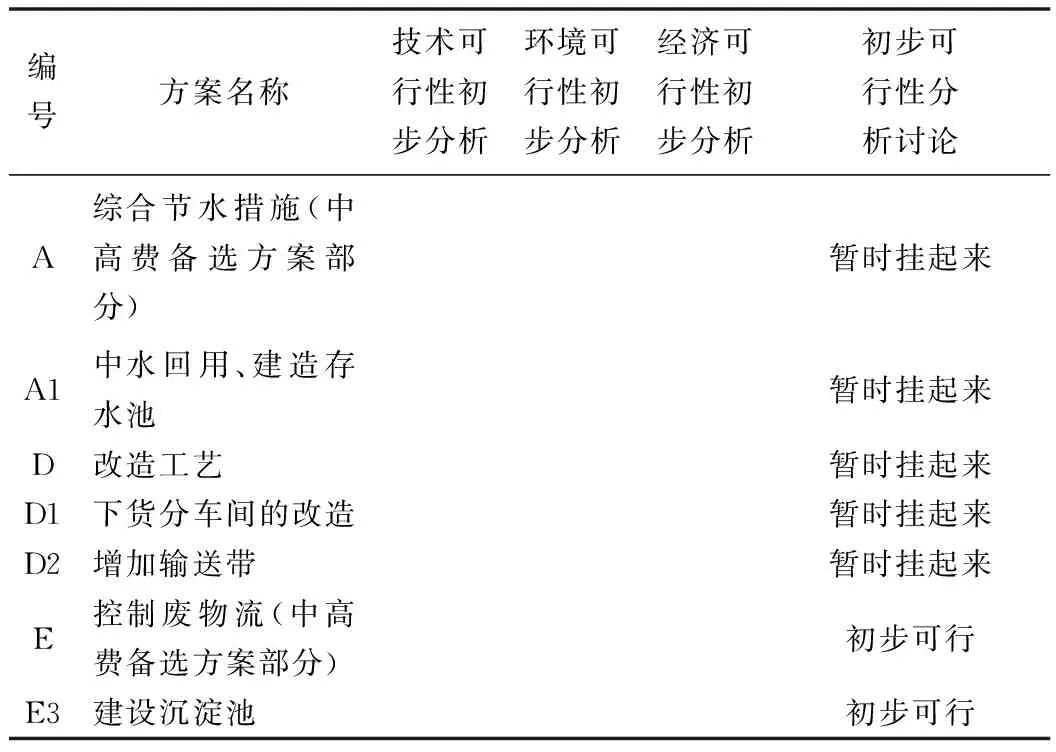
表5 中高费备选方案的初步可行性分析结果
2.5可行性分析
经过初步筛选结果,得出3个中、高费方案,审核小组对A2、E3、E5进行技术、环境和经济评估,以得到最佳的可行方案。
2.5.1技术评估
方案A2:在制酒车间冷冻站,原来的氨压机氨气换热为水冷却,效率低且浪费了大量的自来水,而新型的氨压机的氨气换热为空气换热,只需少补水便可达到理想的冷却效果,在大型啤酒行业中已普遍采用,按每日工作24 h计算可节约自来水62 t,每年节水18000 t。
方案E3:制酒车间的废酵母、废藻土含有大量的有机废物流,未经处理直接流入污水处理站,加大了污水的有机负荷,增加了运行费用,而且管线和设备因此经常堵塞,又增加了维护费用。本方案通过铺设新的下水管线,新建沉淀池,增加格栅处理,将废物流截流在沉淀池中沉淀、定期清理,减少污水站末端处理的压力,即可减少污水站运行费用,也可节约设备费用,同时可将硅藻土与废酵母泥同酒糟一同出售。
方案E5:污水站自投入运作以来,污水处理已达标。但是,处理合格的污水直接排放到环境中去,没有得到二次利用。这些水可以回收,用于污水场空压站冷却、锅炉车间排渣、夏天喷洒草坪及地面,也可用做养鱼。本方案针对解决上述问题提出,通过增加管道、阀门、离心泵等设备建设贮水池,把处理达标的水引入贮水池,再经过进一步自然沉淀,用水泵把水抽送到各个车间,再次利用。通过排放水的再次利用,可节水6万t/年,具体见表6。

表6 技术评估参数
2.5.2环境评估
方案A2:冷却站是制酒车间消耗水量较大的地方,通过购置新型节能换热器,可节约用水1.8万t/年;方案E3:把废物流集中沉淀处理可以消减废弃物1620吨/年,消减率为60 %;方案E5:排放达标水没有利用,通过本方案的实施可节约用水6万t/年。
2.5.3经济评估
由于本厂资金有限,缺乏技改项目的投资资金。为使投资能产生最佳效益,审计3个中、高费方案的投资和可能产生的效益进行分析比较,以选择效益最佳的方案。3个方案的投资费用统计结果见表7。

表7 三个方案经济评估指标汇总
由于两个方案内部收益率都远远大于银行利率,从计算结果来看,A2投资偿还期较长,而方案E3、E5净现值率最高,投资偿还期也最短,可以认为E3、E5 经济可行性最佳。但A2的改造直接到啤酒发酵的生产正常与否,即:影响夏季的供冷量,所以公司在资金比较紧张的情况下将氨压机的改造给予落实,为此将E5中水回用工程留用到明年的改造项目中进行。
3结语
通过清洁生产审核,针对企业现状,提出了许多可行的方案,并通过对部分可行性方案的实施,树立了企业形象,提高企业管理水平,提高了原材料、水、能源的使用效率,降低了成本,减少了污染物的产生及排放量;提高了员工素质,促进了企业技术进步,为企业带来一定的经济、环境和社会效益,为其他企业开展清洁生产工作,不断持续地削减污染物,节约用水,减少污水排放,不断改善抚顺浑河水环境质量,提供了范例。
参考文献:
[1]哈尔滨建筑工程学院.排水工程下册[M].4版.北京:中国建筑出版社,2000.
[2]魏先勋.环境工程手册[M].长沙;湖南科学技术出版社,2008.
[3]高延耀.水污染控制工程[M].北京:高等教育出版社,2009.
收稿日期:2016-05-13
作者简介:卢雯(1973—),女,高级工程师,主要从事环境保护方面的研究工作。
中图分类号:X703.1
文献标识码:A
文章编号:1674-9944(2016)12-0182-03
