防尘盖轴承压盖模具改进
2016-07-28王延日
王延日
(哈尔滨轴承集团公司 小型球轴承分厂,黑龙江 哈尔滨 150036)
防尘盖轴承压盖模具改进
王延日
(哈尔滨轴承集团公司 小型球轴承分厂,黑龙江 哈尔滨 150036)
摘 要:通过对防尘盖轴承压盖后外径变形原因的分析后发现,模具结构是造成外径变形的原因,故对该模具进行了改进设计,将压盖工序对产品外径变形影响降至最低限度,达到了降低废品率的目的。
关键词:轴承;防尘盖;压盖模具;外径圆度
1 前言
带防尘盖的密封轴承,往往在压盖后牙口部位产生一定的变形,对外径圆度(VDsp)产生一定程影响,特别对于一些超轻、特轻系列产品,其变形量甚至超出行业标准,从而导致一定数量的产品成为不合格品,给企业带来了一定程度的损失。因此,由压盖引起的轴承外径变形问题亟待解决。
2 变形因素分析
带防尘盖轴承在压盖过程中,需要通过专用模具将防尘盖的卷边压入轴承外圈的牙口中,见图1。由于外圈牙口属于车削成型,在套圈淬火后必然要产生圆度的变形,因此,当外圈在模具压力作用下,会在牙口部位产生不均匀的向外扩张,当套圈壁厚较小时,所产生的弹性变形在防尘盖的支承下转变为塑性变形。
3 模具的改进设计
3.1 模具的结构及工作原理
改进后的模具结构见图2。工作原理:模具壳体1向下运动,压盖模3的d处通过轴承内孔进行定位引导,壳体1的内径与轴承外径接触,压盖模3工作面同时与防尘盖接触,弹簧2被压缩;当壳体1通过销钉4与模具3接触时,压盖开始进行。模具3将防尘盖的卷边压入轴承外圈牙口。压盖完成后,模具壳体首先上升,弹簧2将壳体向上顶起并将轴承推出模具壳体的内孔。壳体内孔与轴承外径表面的接触,增加了轴承外圈强度,限制了外径的变形量。
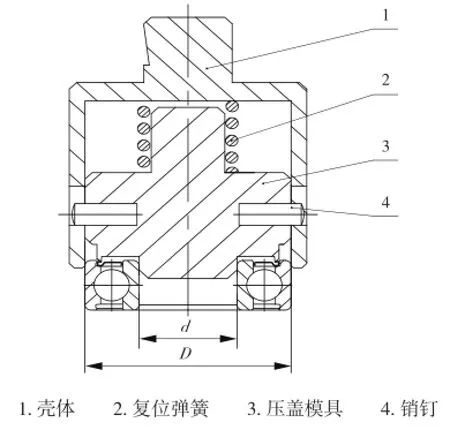
图2 改进后模具结构及压盖图
3.2 主要参数的确定
3.2.1 壳体内径与轴承外径的配合精度
3.2.1.1 配合性质的确定
限制轴承外径变形主要因素是模具壳体内径与轴承外径的间隙,如果间隙较大则不能达到完全限制变形的目的,或者根本无法限制其变形。如果间隙过小,则轴承嵌入壳体而不能被弹簧推出,影响生产的顺利进行且容易划伤轴承外径,所以,选择配合性质为间隙配合。
3.2.1.2 基准制的选择
因轴承本身即为标准零件,且为设计基准,所以选择以轴承外径作为基准的基轴制。
3.2.1.3 公差等级的选择
首先,壳体内径与轴承外径的相对运动要求为:较小的间隙、无相对转动,但有多次的相对移动。以0级6004-2Z轴承为例,外径尺寸公差,公差带位置h,5级精度。参照《机械零件设计手册》中“公差与配合的选择”可知,孔的公差带位置应选择G,考虑满足使用要求并降低加工成本,壳体内径应为6级精度,即尺寸公差,所以,配合代号为G6/h5。
3.2.2 壳体内径与轴承外径的有效接触长度
壳体与轴承外径的接触情况,见图3。在确保轴承压盖过程中外径不变形的前提下,还要考虑加工顺利进行及不影响产品外径表面质量等因素,接触长度L应尽量较小数值,基本确定为L=0.5~1mm,计算起点应从轴承外径装配倒角最大轴向坐标尺寸开始。

图3 壳体与轴承外径的接触情况
3.2.3 壳体壁厚尺寸
壳体壁厚尺寸B直接影响压盖时外径变形量的控制结果,过小达不到控制变形的目的,过大则造成材料浪费。通过试验,B等于轴承外圈壁厚时,即可满足使用要求。
4 改进前后压盖质量对比
改进前后两个对照组共选取6004-2Z产品各15套样件,每15套一组,且每套两面,分别用改进前和改进后的模具进行压盖加工,共取得60个测量数据。通过圆度误差测量并加以比较,见图4。由图4可知,改进后的模具压盖结果,外径圆度误差变化很小,基本可以满足《Q/HZ1-38-2010》中对开式轴承单一外径变动量的技术条件。
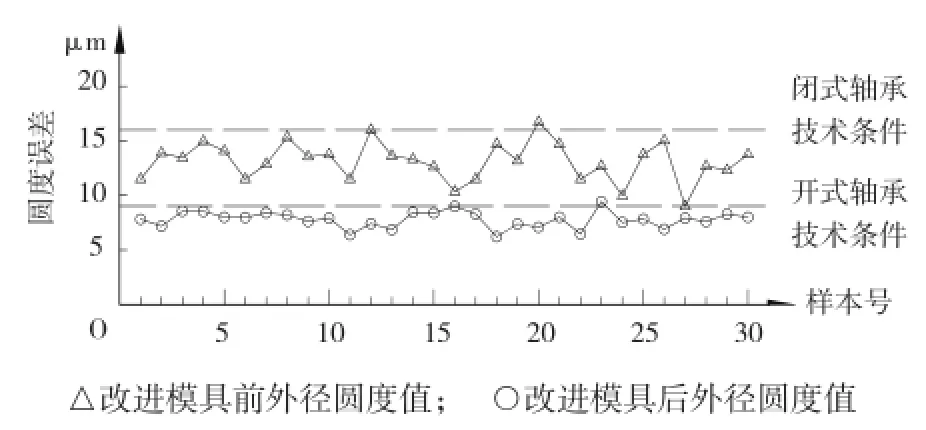
图4 改进模具前、后外径圆度误差值比较
5 结束语
通过对防尘盖轴承压盖模具进行有针对性的改进,可以减小压盖工序对外径圆度误差的影响,提高产品合格率。下一步的改进方向是进一步简化模具结构,减小体积,降低成本。
(编辑:王立新)
中图分类号:TH133.33+1
文献标识码:B
文章编号:1672-4852(2016)02-0014-02
收稿日期:2016-05-31.
作者简介:王延日(1987-),男,助理工程师.
Improvement on gland mould for dust cover bearing
Wang Yanri
(Small Ball Bearing Branch,Harbin Bearing Group Corporation, Harbin 150036,China)
Abstract:It was found that the mould structure was the cause of deformation of outside diameter through analyzing the cause of outer diameter deformation after the dust cover bearing gland , therefore the improvement design to this mold was made so that the effect of gland process on product diameter deformation dropped to the minimum to achieve the goal of reducing the rejection rate.
Key words:bearing; dust cover. gland mould; outside diameter roundness
