数控车削轴类零件工艺分析及数控加工编程
2016-07-27苏永华
苏永华
【摘 要】阐述数控车削加工轴类零件的工艺分析方法及加工过程,阐明零件加工工艺设计和编辑程序,为用数控车床加工轴类零件的方法提供参考。
【关键词】数控加工 工艺分析 加工方案
【中图分类号】G 【文献标识码】A
【文章编号】0450-9889(2016)06B-0084-03
随着我国制造业快速发展,数控机床已经普遍装配到各生产一线。它具有适应性强、加工精度高、尺寸一致性好、生产效率高、容易实现复杂形状及曲面零件的加工、有利于生产管理的现代化等优点。在数控车床的零件加工中,加工工艺分析、零件的加工顺序和程序编辑是影响加工质量和加工效率的关键因素。不管是手工编程还是软件编程,在编辑程序前都需要对零件图进行加工工艺的分析、拟定加工顺序和装夹方案、合理选用刀具和车削参数,处理好零件的加工工艺问题(如装夹位置、加工路线等)。这样才能有效地提高数控机床的利用率,改善零件加工质量。
对于数控、模具等机械类专业的学生来讲,毕业后大多将从事数控加工、模具制造、机械制造等行业。所以学好数控技术对以后从事机械加工相关的工作有着重要的意义。
一、数控编程的方法
数控机床编程常用到的有两种方法:第一种是手工编程;第二种是使用编程软件编程。这两种程序的编辑方法都有各自优点和缺点,加工范围也有所不同。手工编辑的程序比较简单精炼、容易读懂、程序修改方便,相对简单的零件就比较适合用手工编程,遇到相对复杂的曲面零件,手工编程就难以编程了。软件自动编程是指使用计算机编程软件来编制数控加工程序,软件编程具有效率高、不易出错、操作可靠安全的特点,对于复杂的曲面零件加工程序也能较容易编写,缺点是软件编程编写的程序比较长、不够简短,另外,由于受到软件本身的限制,有些情况下走刀路径不是很合理,加工时间比较长。所以,不同的零件加工编序要选择合适的编程方式。
二、零件加工工艺分析
以下面的零件加工为例,对零件加工工艺进行分析。
(一)零件图
见图1-1
(二)工艺性分析
如图1-1所示,工件的加工形面较多,有圆柱、圆弧、外槽、外螺纹、倒角等。加工时,要考虑工件的变形及调头后工件的找正等问题。由于工件左端有外槽和螺纹,加工时要考虑到它比右端受力大,但左端Φ40mm外圆长度尺寸较长,可用作加工右端的夹位。故先加工左端,然后夹左端Φ40mm外圆,来加工右端锥面及圆弧等。这样,就可以避免工件调头加工时由于夹紧力不够大而容易导致掉落的现象发生。
(三)数值处理
除圆锥小端直径外,其他编程基点已知。圆锥小直径由以下公式可求:
(D-d)/L=C
式中,D——大端直径(mm)
d——小端直径(mm)
L——圆锥长度(mm)
C——锥度比
圆锥小径计算:
(30-d)/25=0.2
(30-d)=25×0.2
30-d=5
d=30-5
d=25
经计算得知,圆锥小径为 25 mm。
(四)毛坯选择
材料:45#圆钢
尺寸:Φ55 mm×120 mm
(五)零件的装夹方案
在制订加工工艺规程时,很关键的一点是要选择正确的零件的定位基准。定位基准不仅会直接影响到零件的位置精度,而且还会对零件各个外圆的加工顺序产生影响,因此,要想更好地保证零件的加工精度就要选择合理的定位基准。这样做不但能简化零件的加工工序,而且也会提高零件的加工生产效率。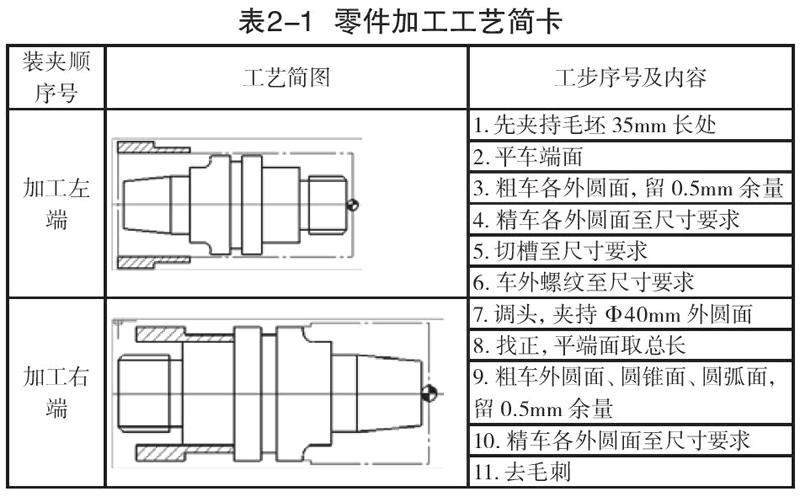
该零件的装夹夹具可用三爪自定心卡盘,三个卡爪可以同步运动且能自动定心,对于装夹要求不高的工件加工来说,可以不用找正。三爪自定心卡盘装夹容易装夹工件,装夹速度快,但相比四爪卡盘来说,它夹紧力小,不适合装复杂形状的零件。在调头装夹时,要用磁性表座对工件进行找正,并加垫铜皮,以防夹伤已经加工好的零件表面,详见表2-1。
(六)工件零点选择
工件零点设定在工件右端面中心处,详见表2-1。
(七)确定加工方案
加工高精度的零件,一般分为粗车加工、半精车加工和精车加工的精度控制方式。第一步先夹持毛坯35 mm处车左端轮廓,车 Φ52 mm的外轮廓长度,车至 75 mm,车 Φ40 mm、Φ30 mm、切退刀槽和外圆槽、车M 30×2 的螺纹。第二步调头找正车圆锥面、Φ30 mm的外轮廓、R4 的圆弧。
该典型轴加工顺序如表2-1零件加工工艺简卡所示:
三、刀具、车削用量的选用
(一)数控刀具的选用
数控车刀的选用和车削用量的参数设定是数控车加工工艺中的重要内容,两者会影响产品的生产效率和零件的加工质量,所以要考虑:(1)车刀要能方便安装和调整;(2)要有较高的刚性、高的耐用度和可靠性;(3)要有较高的自动换刀及重复定位精度。在满足加工要求的前提下,应尽量少垫垫刀片,且车刀长度要尽量短,以提高车刀的刚性。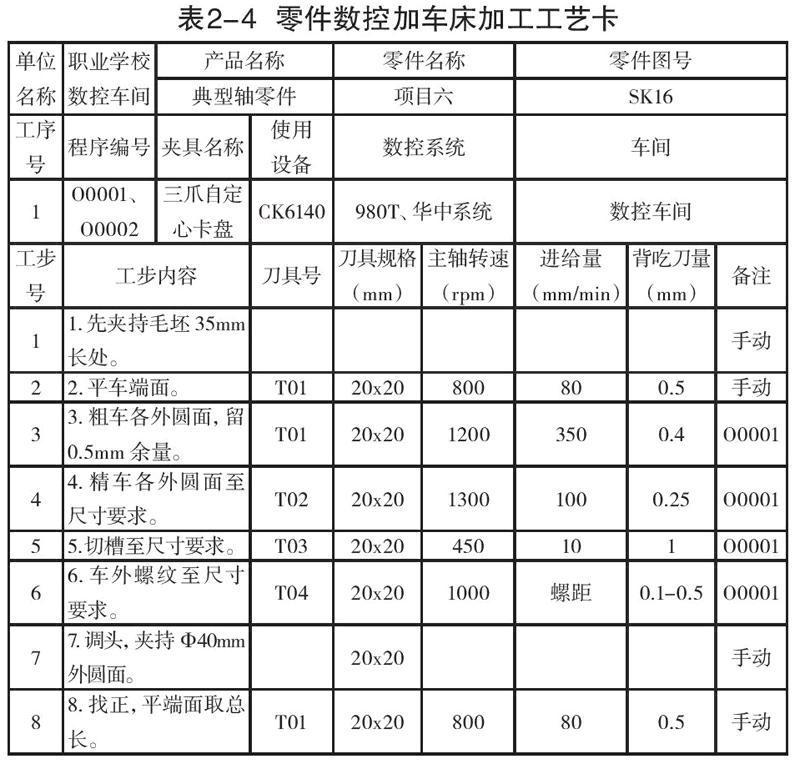
(二)车削用量的选用
数控车床的切削用量选用原则为,(1)粗车切削要以提高产品的生产效率为主,一般尽量取较大的吃刀量;(2)半精车切削和精车切削时,应根据粗车加工后的加工余量来确定吃刀量。实际加工参数可以查看所用机床的说明书和切削用量手册来确定,同时也要根据加工经验来定。
1.车削的吃刀深度 t 。在数控车床、工件装夹和车刀刚度的允许下,t 可以跟加工余量相同,这样能有效地提高生产效率。
2.进给速度v(mm/r)。进给速度的提高能提高产品生产效率,一般地,粗车为(0.2-0.5)mm/r,精车为(0.05-0.1)mm/r。
3.主轴转速 n(r/min)。一般地,粗车为(600-1000)r/min,精车为(1200-15000)r/min。
四、工艺文件
(一)零件加工刀具卡
用数控车床加工零件的加工刀具卡如表2-2,表2-3所示。
(二)零件加工工艺卡
用数控车床加工零件的工艺卡如表2-4所示。
五、程序编辑
(一)手工编程见表2-5及表2-6
利用手工编程方法进行编程加工时,其编程见表2-5及表2-6。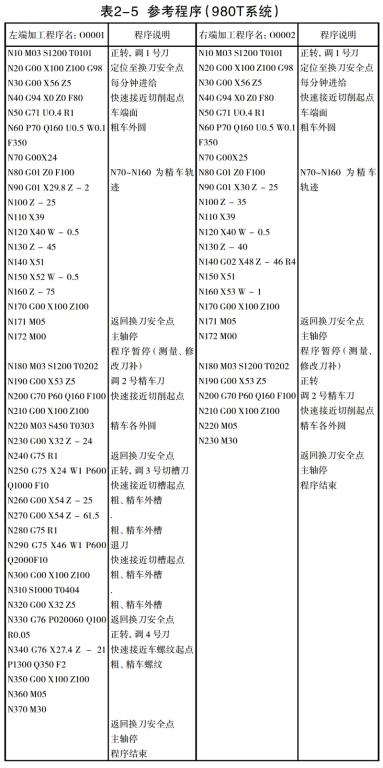
六、计算机自动编程介绍
计算机软件自动编程是以计算机辅助设计(CAD)建立起来的零件几何模型作为基础,以计算机辅助制造软件(CAM)为手段,通过零件图形交互方式生产加工刀迹轨迹和加工程序的方法,称为计算机软件自动编程,简称自动编程。这种编程的方法通常使用于曲面或曲线和形状比较复杂的零件编程加工,而数控车自动编程软件常用的有“CAXA数控车”和 “Mastercam”等,在此不作具体的介绍。通过对本零件的加工,可掌握工件加工的一些常用的步骤和流程,并从中学会分析零件图纸、制订加工工艺、选择正确的加工路线、合理选择刀具和切削用量、软件编程,为以后工作打下坚实的基础。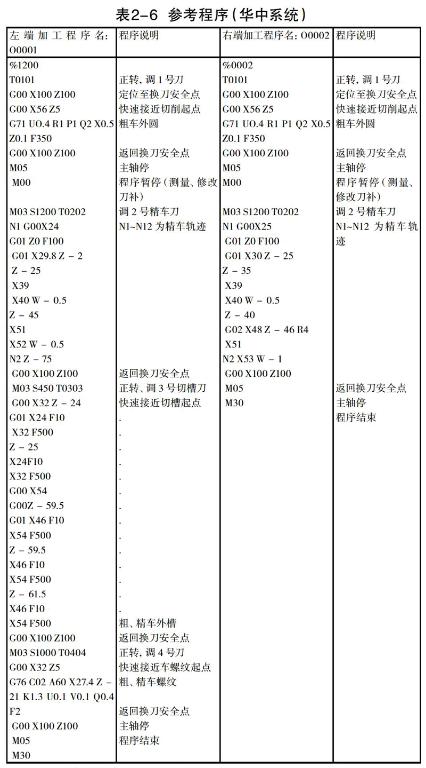
【参考文献】
[1]李一民.数控机床[M].南京:东南大学出版社,2005
[2]眭润舟.数控编程与加工技术[M].北京:机械工业出版社,2006(第一版)
(责编 卢建龙)
