鞣酸体系下黄铜矿与黄铁矿浮选动力学分析
2016-07-26邱仙辉于洋张春菊江西理工大学资源与环境工程学院江西赣州34000北京矿冶研究总院矿物加工工程国家重点试验室北京00070
邱仙辉,于洋,张春菊(江西理工大学资源与环境工程学院,江西 赣州 34000;北京矿冶研究总院矿物加工工程国家重点试验室,北京 00070)
研究开发
鞣酸体系下黄铜矿与黄铁矿浮选动力学分析
邱仙辉1,于洋2,张春菊1
(1江西理工大学资源与环境工程学院,江西 赣州 341000;2北京矿冶研究总院矿物加工工程国家重点试验室,北京 100070)
摘要:在铜硫硫化矿浮选实践中,一般通过添加大量的浮选药剂强压强拉以实现硫化铜和硫化铁矿物的浮选分离。利用铜硫硫化矿物在浮选药剂体系下浮选速率的差异,可以实现其清洁浮选分离。本文通过分批次刮泡浮选试验研究了鞣酸体系下黄铜矿及黄铁矿浮选行为和浮选动力学特性,计算了黄铜矿、黄铁矿在鞣酸体系下的浮选速率常数。研究结果表明,鞣酸能有效地抑制黄铁矿的浮选,而对黄铜矿的抑制作用较弱。在鞣酸体系下,黄铜矿的浮选速率明显大于黄铁矿的浮选速率,黄铜矿的平均浮选速率常数为 0.80,而黄铁矿的平均浮选速率常数只有 0.31。通过数学方法拟合了两种矿物在鞣酸体系下的浮选动力学模型,拟合结果表明,黄铜矿和黄铁矿浮选动力学均适用于改进的分速一级模型。
关键词:黄铜矿-黄铁矿;浮选;动力学模型;分离;鞣酸
浮选是实现复杂硫化矿分离最常用的方法,铜硫浮选分离一直是矿物加工领域的难题[1-2],传统的方法是在浮选矿浆中加入大量的石灰,形成“高碱高钙”环境以抑制硫铁矿而浮选硫化铜矿物。这种境容易在管路中结垢,堵塞管道;其次在高碱环境下强烈抑制黄铁矿,一般需要采用硫酸活化黄铁矿,造成安全隐患,高碱条件也不利于硫化矿中贵金属的回收[3-4];再次对于复杂铜硫矿石,特别是含有次生硫化铜的矿石效果不好,不能很好地实现铜硫浮选分离。寻找新的抑制剂是当前铜硫浮选分离的热点[5-7]。有机抑制剂由于其环境友好、抑制能力强及容易改性的优点,越来越受到科研工作者的重视。事实上,很多有机抑制剂都能很好地抑制硫化铁矿物[8-10]。研究浮选体系下不同矿物的浮选动力学特性,找到其中的差异,可以为浮选分离工艺的优化提供科学依据[11]。工艺的优化和药剂的强化是解决复杂铜硫硫化矿浮选分离难题的主要途径。
本文作者通过研究发现,有机抑制剂鞣酸对黄铁矿的抑制能力强,对黄铜矿的浮选影响较小,同时在鞣酸体系下,黄铜矿和黄铁矿浮选速率差异明显,能够利用两者的差异实现铜硫硫化矿高效浮选分离。
1 实 验
1.1 矿物样品和试剂
试验所使用的黄铜矿取自江苏苏州,黄铁矿取自云南会泽,挑选结晶好的单矿物,干球瓷磨,选取0.038~0.074µm的粒级用于单矿物浮选试验。经化学分析黄铜矿和黄铁矿的纯度分别为 95.32%和98.71%。浮选所用捕收剂乙基黄原酸钾,相对分子质量为 160.30,纯度≥90.0%(北京通县育才精细化工厂);抑制剂鞣酸,相对分子质量为1701.20,纯度≥95.4%(北京化学试剂公司);起泡剂松醇油,相对分子质量为150.0,纯度≥90.0%(北京旭东化工厂)。
1.2 单矿物浮选试验
每次称取3.0g矿样,置于50mL浮选槽中,按浮选流程加入相应的有机抑制剂、捕收剂和起泡剂后,开始分批次、连续刮泡。分批刮泡的时间分别为6s、12s、24s、36s、60s、90s、120s、180s,分别得到泡沫产品1、2、3、4、5、6、7、8和槽内产品。分别干燥称重,计算回收率。
2 结果与讨论
2.1 鞣酸用量对黄铜矿和黄铁矿浮选行为的影响
图1为自然pH条件下,乙基黄原酸钾的用量为6.25×10–5mol/L时,鞣酸用量对黄铁矿累计回收率的影响。从图1中看出,鞣酸用量对黄铁矿浮选速率具有比较大的影响。当鞣酸的用量从1mg/L增加到3mg/L时,黄铁矿的浮选速率及回收率有所下降。黄铁矿在浮选时间为40s时,回收率为41.89%。当鞣酸的用量为5mg/L时,黄铁矿的浮选速率及回收率继续下降,当浮选时间达到180s时,黄铁矿的累计回收率才能达到49.79%。
图 2为自然 pH下,乙基黄原酸钾用量为6.25×10–5mol/L时,鞣酸用量对黄铜矿累计回收率的影响。从图2中可以看出,鞣酸对黄铜矿浮选速率的影响较小。当鞣酸的用量为1mg/L时,黄铜矿的浮选基本上不受影响,浮选90s后,黄铜矿回收率能够达到90%以上。当鞣酸的用量增加到3mg/L时,黄铜矿的浮选速率及回收率小幅下降,浮选时间为40s时,黄铜矿的累计回收率能达到63.18%;浮选180s时,黄铜矿回收率能够达到82%左右。鞣酸的用量继续增加到5mg/L时,黄铜矿的浮选速率及回收率基本上不受影响,累计回收率峰值达到81.43%。
2.2 矿浆pH对黄铜矿和黄铁矿浮选行为的影响

图1 鞣酸用量对黄铁矿累计回收率的影响
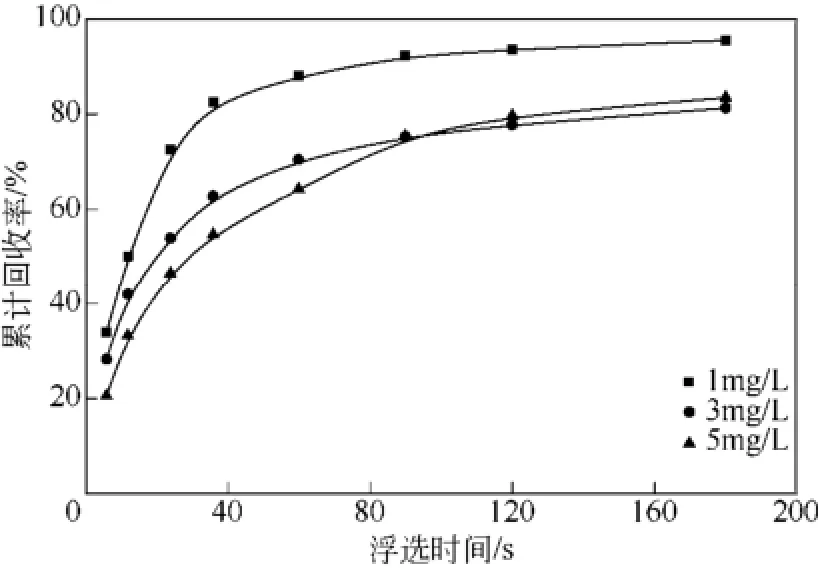
图2 鞣酸用量对黄铜矿累计回收率的影响
图3为鞣酸的用量为3mg/L、乙基黄原酸钾的方法存在一系列的问题,首先是高碱高钙的矿浆环用量为6.25×10–5mol/L时,矿浆pH对黄铁矿浮选累计回收率影响。
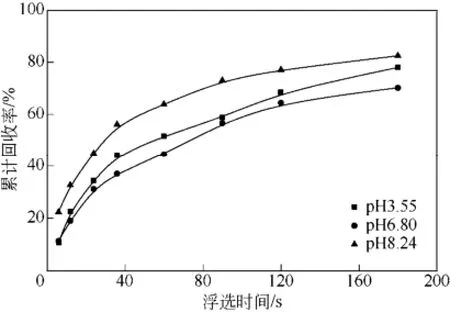
图3 鞣酸为抑制剂时矿浆pH对黄铁矿累计回收率的影响

图4 鞣酸为抑制剂时矿浆pH对黄铜矿累计回收率的影响
从图3中可以看出,当矿浆pH为3.55时,黄铁矿的浮选速率较慢,浮选40s时,累计回收率为41.89%。当pH为6.80时,浮选40s,黄铁矿的累计回收率为38.21%;当pH为8.24时,黄铁矿的浮选速率也较小,浮选时间为40s时,黄铁矿累计回收率为55.98%。
图4为鞣酸的用量为3mg/L,乙基黄药的用量为6.25×10–5mol/L时,矿浆值对黄铜矿累计回收率的影响。从图4中可以看出,当矿浆pH为7.22时,浮选时间为40s,黄铜矿的回收率就能够达到94%以上。随着时间的增加,黄铜矿的回收率基本上不再增加。当矿浆pH为4.44时,黄铜矿的浮选速率及回收率较矿浆pH为7.22和11.00时均有一定的减小,这可能是在此pH条件下,鞣酸对黄铜矿的抑制作用有一定的加强。当矿浆的pH为11.00时,黄铜矿的浮选速率及回收率前40s较pH为7.22时的小,但随着浮选时间的增加,累计回收率基本上与矿浆 pH为 7.22时的相当,能够达到 94%以上。通过鞣酸体系下黄铁矿、黄铜矿浮选动力学特性的研究可知,鞣酸对黄铜矿浮选速率的影响比黄铁矿小。利用两种硫化矿物在鞣酸体系下浮选速率的差异,在适宜的条件下,可以优化黄铜矿与黄铁矿的分离工艺,使部分浮选速率快的黄铜矿优先浮出。
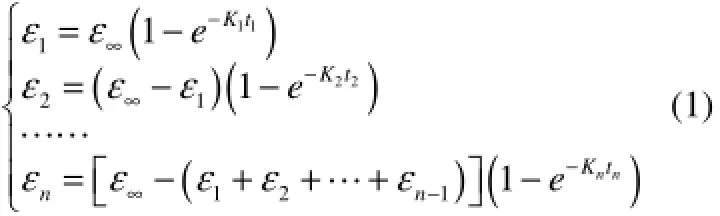
2.3 鞣酸体系下黄铁矿及黄铜矿的浮选速率常数浮选过程进行的速率快慢可用单位时间内浮选矿浆中欲浮矿物的质量变化或者精矿产品的回收率来衡量,称之为浮选速率。假定矿物在较短时间间隔 Δtn内的浮选速率常数 K值不变,且符合经典一级浮选动力学方程,可以根据以下方程组计算矿物在时间间隔为Δt1、Δt2、…、Δtn时相应的K1、K2、…、Kn,分析K值在浮选过程中的规律,见式(1)[12]。
引入平均值和标准差来描述浮选过程中浮选速率K值的大小及变化情况,见式(2)。

SD为矿物浮选速率的标准差,见式(3)。
表1为鞣酸浮选体系下黄铜矿和黄铁矿的浮选速率常数。从表1中可以看出,在整个浮选过程中,黄铜矿的浮选速率常数均大于黄铁矿浮选速率,这是由于在鞣酸体系下鞣酸对两种矿物的抑制作用不同。可以利用两者浮选速率的差异,实现黄铜矿和黄铁矿高效分离。

表1 鞣酸体系下黄铜矿和黄铁矿浮选速率常数
2.4 鞣酸浮选体系下,黄铁矿和黄铜矿浮选模型及数据拟合分析
大量的浮选试验证明,浮选速率与矿物浓度的n次方成正比,见式(4)[13]。

式中,C为矿物浮选浓度;K为浮选速率常数;n为反应级数。一级(M1)、二级(M2)浮选动力学模型都能通过式(4)导出。
本文应用的浮选动力学模型为在原有一级动力学上改进后的分速一级模型(D21)、分速二级模型(D22)[14]。其基本原理为按同种矿物不同浮游速度差异,把矿物分成i个级别,每个级别的矿物拥有不同的浮选速率,各级别矿物浮游时相互独立。则有式(5)。

根据经典一级M1、经典二级M2、分速D21及D22模型,应用 Matlab非线性最小二乘拟合函数Lsqcurvefit对原始数据进行拟合,拟合浮选动力学模型[15]见表2。表3为在鞣酸体系下,黄铜矿与黄铁矿浮选动力学拟合结果。
从表3中可以看出,黄铜矿和黄铁矿均适合改进的D21模型,残差平方和具有最小值。黄铜矿在鞣酸体系下最佳的浮选动力学拟合方程为式(6)。黄铁矿在鞣酸体系下,其最佳浮选动力学拟合方程为式(7)。


表2 浮选动力学模型
通过鞣酸体系下黄铜矿和黄铁矿浮选动力学分析可知,在黄铜矿和黄铁矿分离过程中,可以充分利用两者浮选速度的差异,实现差异化浮选分离。通过控制浮选时间、浮选药剂等参数以及工艺优化,实现易浮黄铜矿的快速浮选得到高质量的铜精矿,从而避免在铜硫浮选分离过程中用“高碱高钙”的方式抑制黄铁矿所造成的一系列难题。
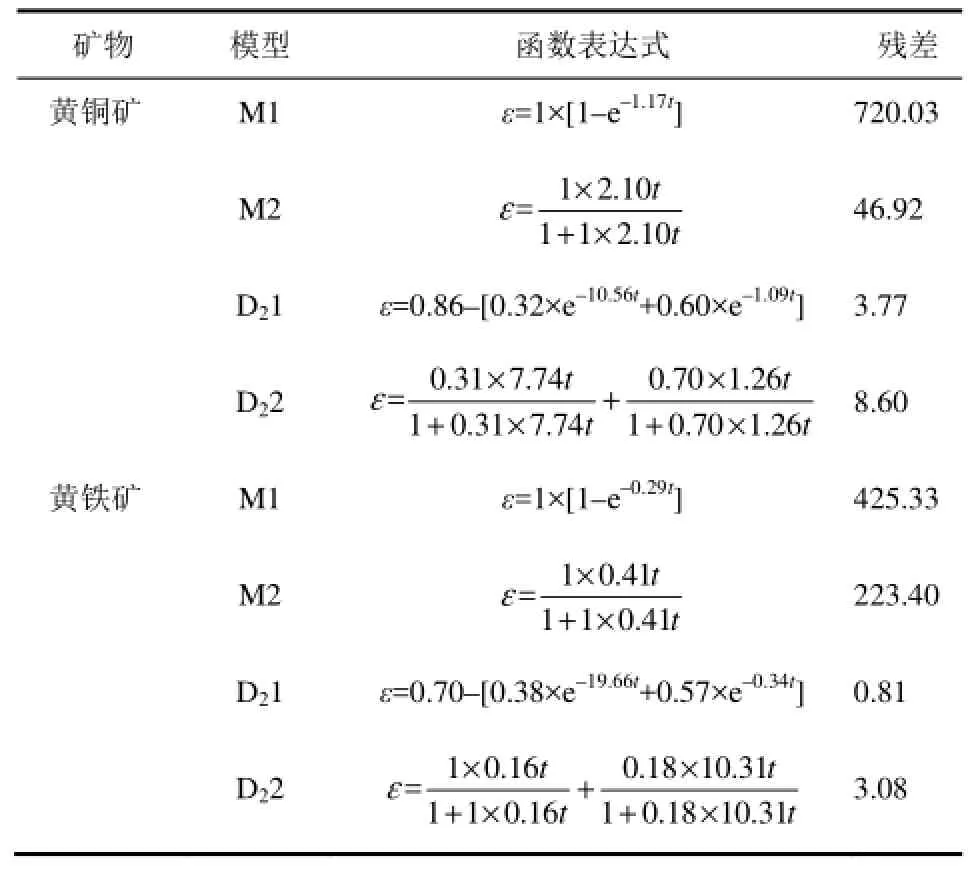
表3 鞣酸体系下,黄铁矿和黄铜矿浮选动力学模型拟合结果
3 结 论
(1)矿物浮选试验表明,鞣酸对黄铁矿具有较强的抑制作用,对黄铜矿的抑制作用较弱。当鞣酸用量为5mg/L时,黄铁矿累计回收率为50.73%,而黄铜矿具有83.20%的回收率。
(2)鞣酸浮选体系下,黄铜矿的浮选速率常数大于黄铁矿的浮选速率常数,浮选时间为90s时,黄铜矿的平均浮选速率常数为0.80,而黄铁矿的平均浮选速率常数只有0.31。
(3)在鞣酸浮选体系下,黄铜矿和黄铁矿浮选动力学均适用于改进的分速一级模型,可以利用黄铜矿和黄铁矿浮选动力学的差异,实现两种矿物高效浮选分离。
参考文献
[1] 王淀佐.硫化矿浮选与矿浆电位[M].北京:高等教育出版社,2008.
[2] CHANDER S.A brief review of pulp potentials in sulfide flotation [J].International Journal of Mineral Processing,2003,72(1/2/3/4):141-150.
[3] 朱建光.浮选药剂[M].北京:冶金工业出版社,1993.
[4] 张泾生,阙煊兰.矿用药剂[M].北京:冶金工业出版社,2008.
[5] BICAK O, EKMEKCI Z, BRADSHAW D J, et al.Adsorption of guar gum and CMC on pyrite[J].Minerals Engineering,2007,20(10):996-1002.
[6] CHEN J H, LI Y Q, LONG Q R, et al.Improving the selective flotation of jamesonite using tannin extract[J].International Journal of Mineral Processing,2011,100:54-56.
[7] MANONO M S,CORIN K C,WIESE J G.An investigation into theeffect of various ions and their ionic strength on the flotation performance of a platinum bearing ore from the Merensky reef[J].Minerals Engineering,2012,36/37/38:231-236.
[8] WANG Z H, XIE X H, XIAO S M, et al.Adsorption behavior of glucose on pyrite surface investigated by TG, FTIR and XRD analyses[J].Hydrometallurgy,2010,102(1/2/3/4):87-90.
[9] BOULTON A,FORNASIERO D, RALSTON J.Selective depression of pyrite with polyacrylamide polymers[J].Int.J.Miner.Process,2001,61:13-21.
[10] HUANG P, CAO M L, LIU Q.Selective depression of pyrite with chitosan in Pb–Fe sulfide flotation[J].Minerals Engineering,2013, 46/47(4):45-51.
[11] 李海波,柴天佑,岳恒.浮选工艺指标KPCA-ELM软测量模型及应用[J].化工学报,2012,63(9):2892-2897.
[12] 陈子鸣,吴多才.浮选动力学研究之二: 浮选速度常数分布密度函数的复原[J].有色金属(选冶部分),1978(11):27-33.
[13] 王淀佐,卢寿慈,陈清如,等.矿物加工学[M].徐州: 中国矿业大学出版社,2003.
[14] 于洋.白钨矿、黑钨矿与含钙矿物分流分速异步浮选研究[D].北京:北京科技大学,2013.
[15] 于洋,李俊旺,孙传尧,等.黑钨矿、白钨矿及萤石异步浮选动力学研究[J].有色金属(选矿部分),2012(4):16-22.
第一作者及联系人:邱仙辉(1984—),男,博士,主要从事矿物加工理论与工艺研究。E-mail qiuxianhui@126.com。
中图分类号:TD 95
文献标志码:A
文章编号:1000-6613(2016)07-2258-05
DOI:10.16085/j.issn.1000-6613.2016.07.044
收稿日期:2015-12-16;修改稿日期:2016-01-08。
基金项目:国家自然科学基金(51504103)及江西理工大学博士启动基金(jxxjbs14015)项目。
Flotation kinetics of chalcopyrite and pyrite in tannic acid system
QIU Xianhui1,YU Yang2,ZHANG Chunju1
(1School of Resources and Environment Engineering,Jiangxi University of Science and Technology,Ganzhou 341000,Jiangxi,China;2State Key Laboratory of Mineral Processing,Beijing General Research Institute of Mining and Metallurgy,Beijing 100070,China)
Abstract:In the practice of Cu-S sulfide flotation,a lot of reagents were added to achieve the separation of copper sulfide and iron sulfide minerals.In fact,The separation of Cu-S sulfides can be realized by using the difference of the flotation rate of sulfide minerals in the flotation reagent system.Flotation kinetics of chalcopyrite and pyrite in tannic acid has been investigated by flotation test.The flotation rate constants were calculated for chalcopyrite and pyrite in tannic acid system.Results showed that tannic can depress the pyrite and pyrite while has weekly impact on the flotation of chalcopyrite.In the tannic acid system,the flotation rate of chalcopyrite is obviously higher than that of pyrite.The average flotation rate constant is 0.8 while pyrite flotation rate constant of is only 0.31.The flotation kinetics model of chalcopyrite and pyrite were fitted by mathematical software.Results showed that chalcopyrite and pyrite flotation kinetics model apply to the improved differential level model(D21).
Key words:chalcopyrite-pyrite;flotation;kinetic modeling;separation;tannic acid