工业设备地脚螺栓安装技术及质量控制探析
2016-07-25张争光
赵 婷 张争光
洛阳炼化工程有限责任公司
工业设备地脚螺栓安装技术及质量控制探析
赵 婷 张争光
洛阳炼化工程有限责任公司
摘 要:在工业设备中,安装地脚螺栓是一种非常普遍的技术,同时地脚螺栓的安装在工业建筑中发挥着举足轻重的作用,设备的全部重量都是由地脚螺栓承担,如果螺栓出现误差,将会对设备的安装和调试产生直接的影响。本文就工业设备地脚螺栓的安装技术以及质量控制做出探究。
关键词:地脚螺栓;安装技术;质量控制
随着国家经济建设的调整,许多大型的新型工业设备的安装以及大型的钢结构厂房都在日益增加。各类的基础设备,尤其是设备基础的地脚螺栓常常会采用预留地脚螺栓孔或者是预埋地脚螺栓的方法。地脚螺栓对延长工业设备的使用寿命以及安全运作都起到了至关的重要作用。以下结合工程实例阐述工业设备地脚螺栓的安装技术以及质量控制。
1 地脚螺栓的设计
通常地脚螺栓采用Q235钢制作,地脚螺栓应该坚持做到定型化﹑标准化,只有这样,才能方便地脚螺栓的加工和安装。同时,地脚螺栓分为活螺栓和死螺栓两种。其中,死螺栓包括直杆式螺栓﹑ 锚板螺栓以及弯钩螺栓。活螺栓的构造结构主要是由螺杆穿过埋设在基础设备中的套管,下端则采用固定板或者螺帽来固定,并且在套管的上端部分填塞浸油麻丝以达到覆盖保护的目的。
通常情况下,设备基础的标高一直有着精确的要求,在各个设备基础都不允许出现差异沉降的时候,就要适当地增加地脚螺栓的螺纹长度,也就是说,要提高螺栓的顶面标高。一般的土质地基其加长范围通常在10毫米至30毫米之间,而对于软土地基,除了可以增加螺纹长度之外,还可以依照地基的下沉量促使基础的顶面标高得到进一步地提高,并且可以通过实际经验或者计算的方式来确定提高值。
2 地脚螺栓的施工流程
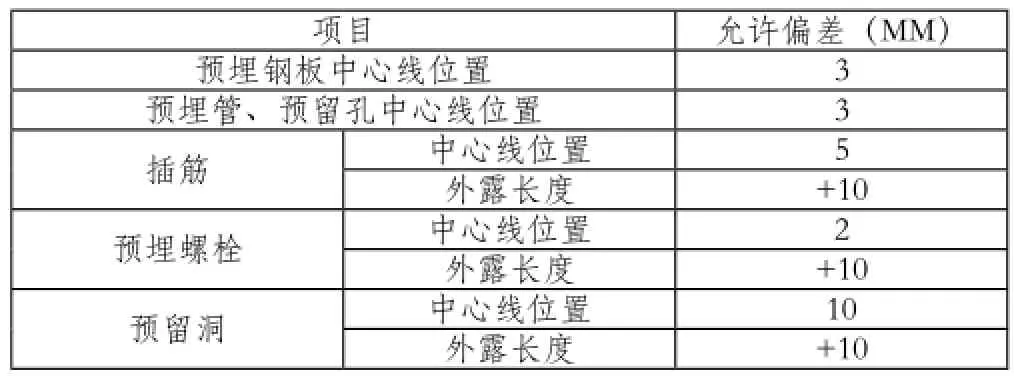
在地脚螺栓的施工规范GB50204—2015《混凝土结构工程的施工质量验收规范》中规定,如果设备基础预埋地脚螺栓和其螺栓孔以及预埋活动地脚螺栓锚板允许存在一定的偏差,且出现的偏差如下:
本工法需要学习和借鉴相关机械冶金行业在控制精度方面的取得的经验,同时对每组设备基础的预埋地脚螺栓进行集群化控制,需要通过采取制作高精度的专用夹具进行错做。本工法的地脚螺栓施工必须在事先完成精确预埋到位的工序之后,再进行混凝土的浇筑。这样的做法同后置的化学锚栓相比较,优势之处在于能够缩短工期,并且使工程的造价大大降低。
主要技术指的是要以设计图纸为依据,根据基础类型设计制作出高精度的专用夹具,并且保证高精度专用夹是以设计图纸的要求为依据,通常情况下,一些大型设备基础的地脚螺栓在施工过程中都将作为关键的过程进行控制,同时还存在一些设备对设备地脚螺栓的精度要求很高,因此,要想保证施工精度,高效顺利地完成施工,可以采取传统的设备安装方式,同时也可以采取新型的设备安装工序。其中,传统的设备安装方式指的是在进行浇筑地基时,需要预先留出地脚螺栓的位置,并且在设备吊装到位之后,再进行地脚螺栓的安装工作,根据不同的环境温度对混凝土进行二次灌浆,养护固化的周期时间为一到两周。待其完成预定的强度之后,需要进行对设备的水平进行校验﹑安装﹑紧固。在此过程中,不需要对混凝土进行二次灌浆,这样一来,将会大大的缩短了设备的安装周期,同时,对工程的顺利竣工具有有着重要的作用。
3地脚螺栓偏差的处理方法
设备安装的质量与地脚螺栓埋设的好坏息息相关,一些设备对标高以及位置的准确性都有着严格的要求,尤其是自动化程度较高的联动设备,其要求极为严格。因此,在安装设备之前和埋设地脚螺栓之后,都必须对其进行进一步的检查和纠正。如果出现偏差,应该根据工业设备的实际情况采用不同的方式对其进行处理。处理方法有以下几种:
3.1地脚螺栓中心偏差的处理
如果地脚螺栓的直径在30mm以下,且中心线偏移距离在30mm以内时,首先,可以用氧乙炔火焰烤红螺栓,其次,可以用大锤把螺栓敲打弯曲或者是用千斤顶顶弯,同时,在校正之后,要通过钢板焊牢的方式进行加固,以防止在拧紧螺栓的同时出现复原的状况。
如果螺栓之间的距离不对,可以在被氧乙炔烤红螺栓之后,采用大锤将其敲弯,并且在中间的位置,焊上钢板进行加固,同时,在以后的灌浆的同时将其灌死。
对于大螺栓而言,在其位置出现较大偏移的同时,需要先切断螺栓,并且在螺栓中间焊一块钢板,如果螺栓的强度达不到规定值,那就可以焊两块加固钢板在螺栓两侧,并且确保其长度大于螺栓直径,且为螺栓直径的3~4倍。
3.2地脚螺栓标高偏差的处理
(1)螺栓一旦出现过高的现象,就需要割除高出的部分,同时再套上螺纹。在进行套螺纹的过程时,需要注意的是不能够把油类物质滴到混凝土基础上,因为一旦出现这种失误,基础的质量将会受到腐蚀和影响。
(2)如果螺栓偏低,并且其偏差数值不大,小于15mm的时候,可以通过氧乙炔火焰将螺栓烤红,之后再将其拉长。拉长的方法主要是将两叠垫板用作支座,再在其上方架一块钢板套,且保证钢板套中间有孔,上面则需要用螺母进行拧紧,同时还要借助拧紧螺母的力量把螺栓烤红,并进行拉长。在拉细螺栓直径的地方需要加焊2 ~3块钢板进行加固。如果已经将设备放在了基础之上,并且不便搬动时,如果机座凸缘强度足够,就可以直接拧紧螺母,并且拉长螺栓。当拧到适当的长度之后,可以松开螺母,防止螺栓在冷却之后因拉力过大出现压裂底座凸缘的现象。如果螺栓低于其要求高度15mm,不能够用加热法进行拉长的时候,需先在螺栓的周围挖一个深坑,并且在距离坑底大约100毫米的地方切断螺栓,此外,还需要焊制一个新的螺栓,同时要保证标高符合规定要求,之后再用圆钢进行加固,并且保证加固的圆钢的长度为一般螺栓直径的4至5倍。
3.3地脚螺栓在基础内松动的处理
在进行地脚螺栓拧紧的时候,存在有将螺栓拔活的可能性,此时,首先应该将螺栓调整到最原始的位置,并且将位于螺栓周围的基础铲出,保证有足够的位置,之后再焊两个U形钢筋在螺栓上,最后,把坑内的杂物用水清洗干净,并进行灌浆。此外,在混凝土凝固到达设计强度之后再进行拧紧螺母的操作。
3.4活地脚螺栓偏差的处理
处理活地脚螺栓偏差的方法与处理死地脚螺栓的方法大致相同,可以通过拔出地脚螺栓的方式来进行处理。如螺栓存在过长的情况,可以先切除之后再套上螺纹;如螺栓存在过短的情况,则可以用热锻法的方式对其进行伸长;如果位置并不相符,可以用采用弯曲的方法进行矫正。
4总结
综上所述,预埋地脚螺栓的关键之处在于制作和安装定位模板。在进行大型设备基础的地脚螺栓预埋施工的时候,需要控制螺栓偏差在允许的范围之内,为成功安装设备提供便利的条件。
参考文献:
[1]李常政.浅探工业设备地脚螺栓安装技术[J].建材发展导向.2013 (07):81-82
[2]梅力.设备基础地脚螺栓施工质量通病防治[J].矿山机械.2013(6):54-55
