粉煤灰微珠填料在钢丝液压胶管外胶中的应用
2016-07-25张晓芳刘吉超
张晓芳,刘吉超,邓 涛
(青岛科技大学 高分子科学与工程学院,山东 青岛 266042)
粉煤灰(FA)微珠填料是从煤燃烧后的烟气中收捕下来的细灰,是燃煤电厂排出的主要固体废物。我国燃煤电厂粉煤灰的主要化学组成为氧化硅、三氧化二铝、氧化铁、氧化亚铁、氧化钙、二氧化钛、氧化镁、氧化钾、氧化钠、三氧化硫、二氧化锰等,此外还有五氧化二磷等[1]。
钢丝液压胶管外胶在耐高低温、耐屈挠疲劳、耐特殊介质和增大流量等方面具有较高的要求,其配方中最常用的补强填料为炭黑,炭黑因为原材料紧张、能耗高、工艺复杂等因素,价格相对较高。粉煤灰具有煤焦油和炭黑的性质,可用于制作橡胶填料,其细小粒子进入橡胶分子链与煤粒毛细孔结构,可起到补强作用[2]。
橡塑合金NV7030为丁腈橡胶与聚氯乙烯在特定配方和工艺条件下融合的共融体。
本研究分别采用不同并用比的碳酸钙/FA和炭黑N774/FA为填料,考察FA对橡塑合金性能的影响,以期得出满足钢丝液压胶管外胶性能要求的配方,降低生产成本。
1 实验
1.1 主要原材料
橡塑合金NV7030,上海赛可德橡胶有限公司产品;FA,北京低碳清洁能源研究所产品;炭黑N774,上海卡博特化工有限公司产品,碳酸钙,市售品。
1.2 试验配方
碳酸钙/FA并用和炭黑N774/FA并用试验配方分别如表1和2所示。
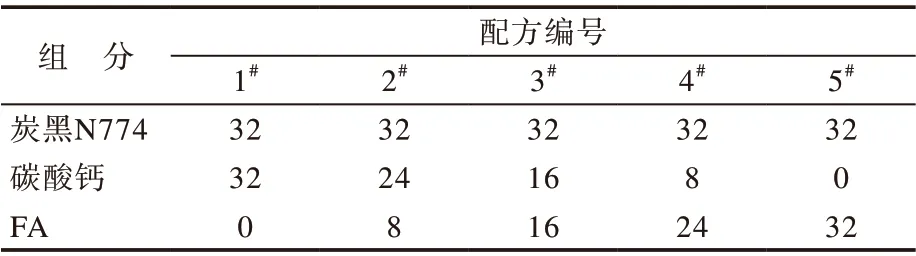
表1 碳酸钙/FA并用试验配方 份
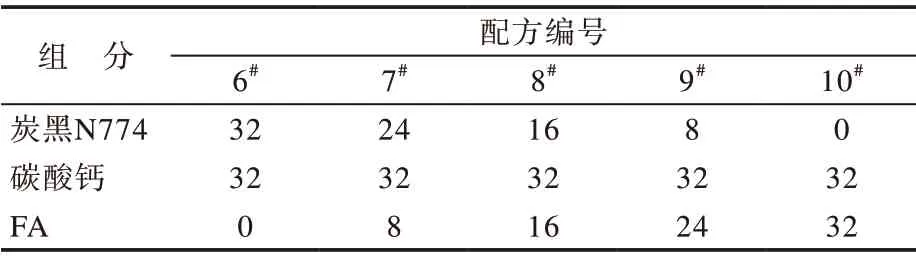
表2 炭黑N774/FA并用试验配方 份
1.3 主要设备和仪器
X(S)K-160型开炼机,上海双翼橡塑机械有限公司产品;HS100T-FTMO-907型平板硫化机,佳鑫电子设备科技有限公司产品;AI-7000M型拉力试验机和DIN磨耗机,高铁科技股份有限公司产品;邵尔A型硬度计,上海险峰电影机械厂产品;401A型老化试验箱,上海实验仪器厂有限公司产品。
1.4 试样制备
开炼机辊距凋至1 mm,将NV7030薄通5次,待用。开炼机辊距调至2 mm,将塑炼后的NV7030放入开炼机,待包辊后,依次加入填料、防老剂等小料,最后加入硫化剂,分别打三角包、打卷各5次,然后出片。胶料停放16 h后硫化,硫化条件为150℃t90。
1.5 性能测试
各项性能均按照相应国家标准进行测试。
2 结果与讨论
2.1 碳酸钙/FA并用比对橡塑合金物理性能的影响
碳酸钙/FA并用比对橡塑合金物理性能的影响如表3所示。
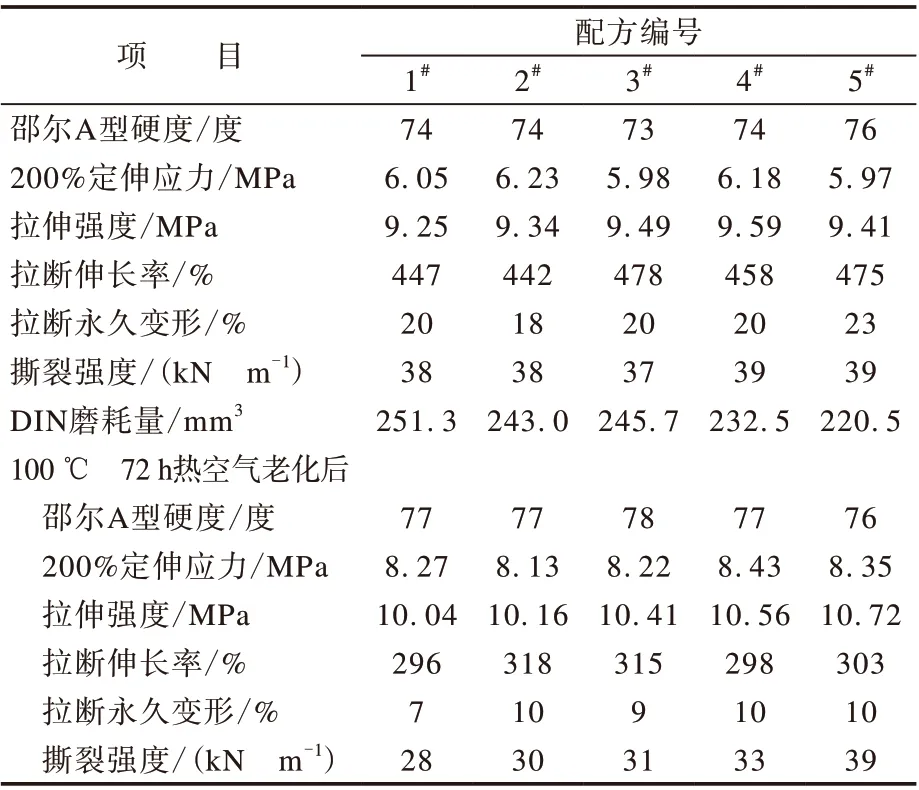
表3 碳酸钙/FA并用比对橡塑合金物理性能的影响
从表3可以看出:合金的拉伸强度老化后与老化前相比有所提高,但随碳酸钙/FA并用比改变无明显变化;随着碳酸钙/FA并用比的减小,合金的撕裂强度老化前基本保持不变,老化后呈上升趋势,且总体低于老化前。这说明以FA作为填料,老化后合金的交联网络强于老化前,但网络均匀程度低于老化前。
从表3还可以看出,合金老化前后的邵尔A型硬度、200%定伸应力、拉断伸长率和拉断永久变形随碳酸钙/FA并用比的变化基本保持不变,其中老化后邵尔A型硬度和200%定伸应力高于老化前、拉断伸长率和拉断永久变形均低于老化前。这可能是由于在老化过程中橡塑合金进一步硫化,使得交联网络更加密集。
此外,随着碳酸钙/FA并用比的减小,橡塑合金的DIN磨耗量略有降低,说明FA用作填料耐磨性优于碳酸钙。
2.2 炭黑N774/FA并用比对橡塑合金物理性能的影响
炭黑N774/FA并用比对橡塑合金物理性能的影响如表4所示。
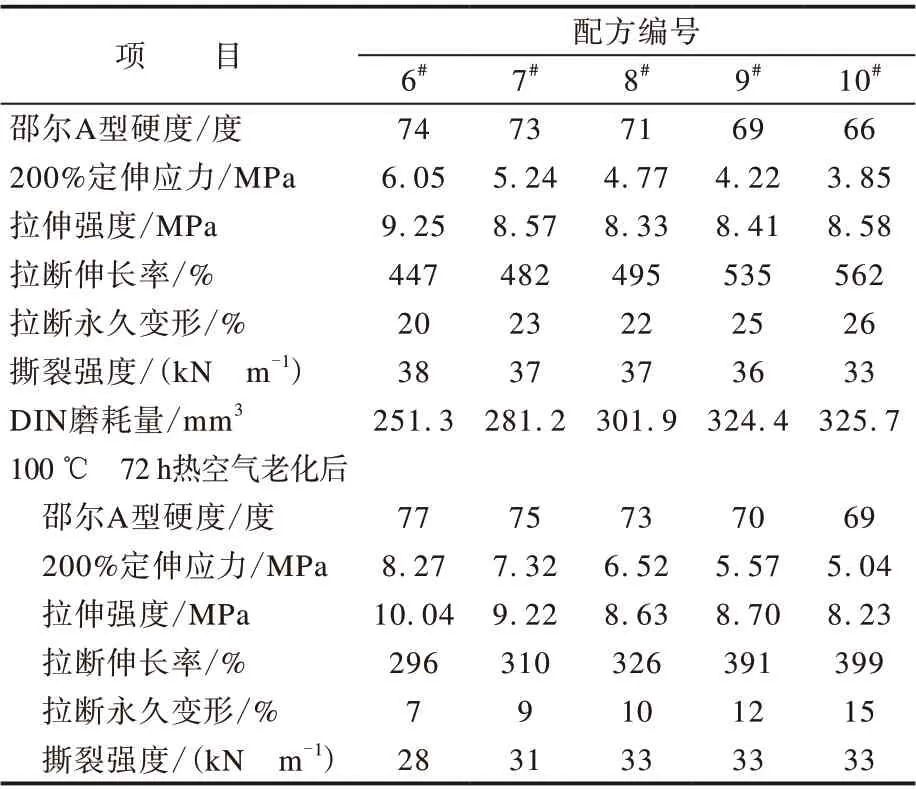
表4 炭黑N774/FA并用比对橡塑合金物理性能的影响
从表4可以看出:随着炭黑N774/FA并用比的减小,合金老化后拉伸强度略呈下降趋势,但略高于老化前;撕裂强度老化前略有下降,但总体高于老化后,老化后撕裂强度则随炭黑N774/FA并用比的减小呈增大趋势。这说明老化过程中交联网络更加密集,但网络均匀程度下降,对于老化后的硫化胶,FA作为填料所形成的网络均匀程度高于炭黑N774。
从表4还可以看出:随着炭黑N774/FA并用比的减小,老化前后合金的邵尔A型硬度和200%定伸应力均出现下降,且老化后高于老化前;老化前后合金的拉断伸长率和拉断永久变形均呈上升趋势,且老化后明显低于老化前。这可能是由于老化过程中合金进一步硫化,交联网络更加完善所致。
此外,随着炭黑N774/FA并用比的减小,合金的DIN磨耗量呈上升趋势,说明合金耐磨性能下降。
2.3 在钢丝液压胶管外胶中的应用
钢丝液压胶管半成品性能指标(工厂经验值)为邵尔A型硬度 (75 2)度,200%定伸应力≥5 MPa,拉伸强度 >8 MPa,拉断伸长率≥300%,撕裂强度 ≥30 kN m-1,DIN磨耗量≤285 mm。
结合表3和4可以看出,当碳酸钙/FA并用比为24/8或0/32、炭黑N774/FA并用比为24/8时,合金的性能满足企业对钢丝液压胶管半成品的要求。
3 结论
(1)以FA为填料,老化后橡塑合金的交联网络强于老化前,但网络均匀程度低于老化前。
(2)当碳酸钙/FA并用比为24/8或0/32、炭黑N774/FA并用比为24/8时,合金性能满足钢丝液压胶管半成品要求。