利用煎炸废油合成PHA的工艺条件探讨
2016-07-19种宇轩任连海
种宇轩,任连海,王 攀
(北京工商大学 食品学院,北京 100048)
利用煎炸废油合成PHA的工艺条件探讨
种宇轩,任连海,王 攀
(北京工商大学 食品学院,北京 100048)
摘要:以煎炸废油作为发酵过程中的碳源,对杀虫贪铜菌发酵生产PHA过程的发酵特性进行了研究。考察了发酵过程中初使pH值、摇瓶装液量、培养温度、摇床转速、接种量和废油添加量六个因素与细胞干重及PHA产量之间的关系。实验结果表明:以餐厨废油作为碳源物质发酵制备PHA是可行的,并得到发酵优化条件为:初使pH值为7.5、装液量100 mL/250 mL、培养温度28 ℃、接种量3 %、转速160 r/min、废油添加量25 mL/L,在此条件下菌株合成PHA能力最佳。
关键词:聚羟基脂肪酸酯; 煎炸废油; 发酵条件
1引言
餐厨废油是餐饮行业废弃油脂的混合物,包括煎炸废油、泔水油和地沟油等源自于餐饮业的废油脂,成分主要是烹调用植物油和食品中动物油脂,化学组成主要为脂肪酸甘油酯[1]。其中煎炸废油主要来自于餐饮业的煎炸工序,这类废油产生源相对集中,容易收集[1]。煎炸废油属于大分子疏水性有机物,其在多次煎炸过程中与空气中的氧气接触,发生一系列水解、氧化、聚合等复杂反应,使得油黏度增加,油中原本含有的一些不饱和脂肪酸含量极低,产生了一些具有致癌作用的脂肪酸类聚合物及醛、酮、内酯等刺激性气味的物质[2]。
聚羟基脂肪酸酯( Poly hydroxya lkanoates,PHA) 是一类广泛存在于微生物体内的高分子生物聚酯,在生物体内主要作为碳源和能量的贮藏物质。PHA 与传统的化工合成的塑料具有相似的材料学性质,更有着显著的生物相容性和生物可降解性的特点。其具有光学活性、压电性和气体相隔性等许多优秀的物理性能,使其有着广泛应用的价值[3,4]。
生产成本高是目前限制聚羟基脂肪酸酯应用的主要原因,而原料成本高是这其中的关键因素。PHA生产的整个过程应该被整体设计和分析,包括碳源分析、发酵过程、PHA产率以及提取方法等[5]。目前PHA生产主要依赖于微生物发酵,在微生物发酵合成PHA的所有发酵条件因素中,底物是一个重要因素,底物成本占到总成本的28 %~50 %[6]。因此采用更佳廉价的底物可以在很大程度上降低PHA的生产成本。
煎炸废油在多次使用之后会产生对于人的身体健康有害的物质,但同时煎炸废油具有较高的碳含量,因此将煎炸废油回收应用于PHA的发酵,不仅可以解决煎炸废油所造成的废水、废气的环境问题,避免煎炸废油对于人身健康造成的风险,同时可以将废弃资源循环再利用,降低PHA的生产成本,并产生附加值更高的产品[7~10],可谓一举多得。
2实验部分
2.1实验材料
2.1.1菌种及煎炸废油
(1)菌株:选用实验室保藏的购于中国微生物保藏中心的1.7092-杀虫贪铜菌(Cupriavidus necator)。Cupriavidus necator是一类可以食用油或废弃油脂发酵生产PHA的一株高产菌株[11]。
(2)煎炸废油:多次反复煎炸鸡翅、肉串等重复使用两天的废油。
2.1.2培养基
(1)种子培养基:10 g/L蛋白胨,5 g/L牛肉膏,5 g/L氯化钠,1L蒸馏水,混合后调至pH值为7.0。
(2)发酵培养基:3 g硫酸铵,1 g磷酸二氢钾,11.1 g磷酸氢二钠,0.2 g硫酸锰,和1 mL微量元素(9.7 g FeCl3,7.8 g CaCl2,0.156 g CuSO4·5 H2O,0.119 g CoCl2,0.118 g NiCl2,0.062 g CrCl2于1L0.1mol/L的HCl溶液中),一定量的煎炸废油。
2.2实验方法:
2.2.1发酵条件:
(1)种子培养:将活化后的菌株接种于种子培养基中,置于摇床(30 ℃,160r/min)中摇瓶培养48 h。
(2)发酵培养:在发酵培养基中移取相应接种量的种子培养液,在不同的发酵条件下进行摇瓶培养。其中发酵条件选取不同的初使pH值,发酵温度,摇床转速,装液量,废油添加量,接种量进行培养。
2.2.2分析方法:
(1)细胞干重的测定:取一定量的菌液于50 mL的离心管中,于离心机6000r/min离心15 min,离心后弃去上清,加入一定量蒸馏水,继续离心两次洗去油脂及培养基残留,弃上清后将样品冷冻干燥,在分析天平上称重计数。
(2)PHA的定量分析:采用气相色谱法(GC)分析确认[12,13]。样品的预处理过程为:将冻干后的样品加入2 mL的氯仿、2 mL的苯甲酸-甲醇溶液(1 g/L的苯甲酸、3 %的硫酸,用甲醇(色谱纯)定容至1L),混合,置于烘箱中在105 ℃下进行甲酯化4h。消解后的样品, 室温冷却30 min,加入1 mL的蒸馏水,剧烈震荡1 min,静置分层30 min,取1 mL下层有机相进行气相色谱分析测定。
3结果分析与讨论
3.1初使pH值对PHA产量的影响
为了考察初使pH对细菌生长及PHA合成情况的影响,设计初使pH的单因素影响实验, 分别调节发酵培养基的初使pH值为6、6.5、7、7.5、8,摇瓶装液量为150 mL灭菌后接入2 %的活化菌液,废油添加量为20 mL/L,30 ℃,160r/min恒温振荡培养72 h。
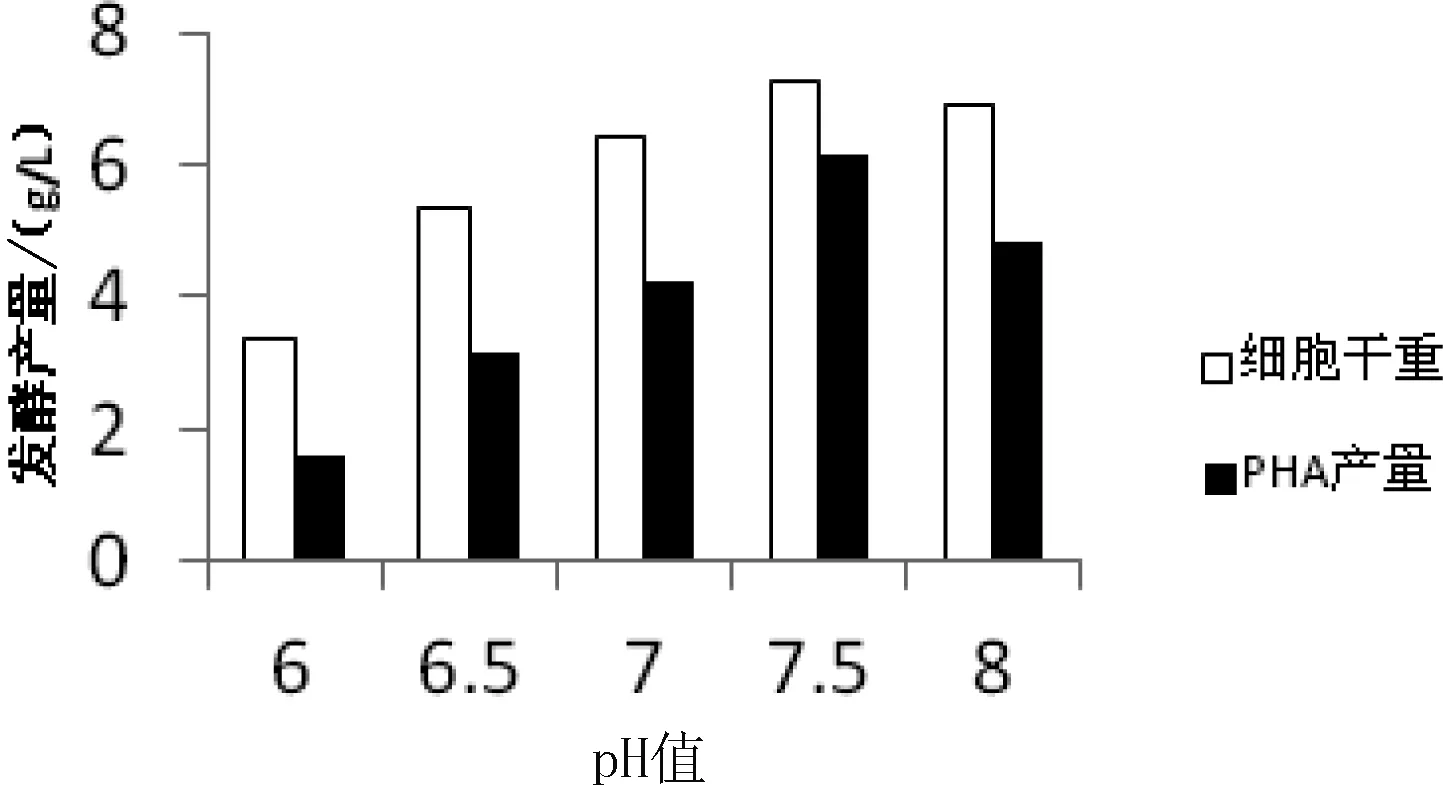
图1 初使pH值对细胞干重及PHA产量的影响
由图1可知,当pH值为6时,细胞干重最小,约为3.38 g/L。随pH值的升高,细胞干重迅速增高,在pH值为7.5时达到最大,约为7.26 g/L;之后随着pH值的继续增高,细胞干重呈现减少趋势。PHA产量也随pH值的增大呈现先升高后降低的趋势,其中pH值为7.5时,获得PHA产量最佳。
因此,可以看出实验菌株在初使偏弱碱性环境下菌株生长情况较好,且PHA产量相对较高,证明菌株适宜在弱碱条件下生长,PHA适宜在弱碱性条件下积累。分析原因应为在此条件下与菌株生长有关的酶和与PHA合成相关的酶的活性最好。因此发酵条件适宜pH值范围为pH 7~8,其中,pH值为7.5时最佳。
3.2装液量对PHA产量的影响
设置250 mL摇瓶中每瓶装发酵液量分别为50 mL、75 mL、100 mL、125 mL、150 mL,pH值调为7.5,灭菌后接入2 %的活化菌液,煎炸废油添加量20 mL/L,30 ℃,160r/min恒温振荡培养72 h。

图2 摇瓶装液量对细胞干重及PHA产量的影响
由图2可知,在装液量为50mL时,细胞干重最小,最小值约为5.29 g/L,随着装液量的增加,细胞干重也随之增加,当装液量为100mL时,细胞干重到达最大值,约为7.52 g/L;随着装液量的继续增加,细胞干重又随之呈现减少趋势。
PHA产量也是呈先增大后减小趋势,装液量在50~100 mL区间时,菌液中的PHA含量随其增加而增加,在100 mL达到峰值,最大PHA产量约为6.31 g/L;随后随着装液量的增加,PHA产量逐渐减少。这是因为通常情况下,装液量的多少影响着菌体与空气相接触的机会。随着装液量的增加,菌体与空气的接触机会就会减小,溶解氧量也随之减少,菌体生长受到抑制。因此摇瓶发酵过程的最佳装液量为100 mL。
3.3培养温度对PHA产量的影响
将发酵培养基pH值调为7.5,摇瓶装液量为100 mL。灭菌后接入2 %的活化菌种,煎炸废油添加量20 mL/L,放入恒温振荡培养箱中分别以24 ℃、26 ℃、28 ℃、30 ℃、32 ℃为培养温度,160 r/min摇床振荡培养72 h。

图3 培养温度对细胞干重及PHA产量的影响
由图3可知,在24 ℃时细胞干重为最小值,细胞干重随着培养温度的升高而增大,在28 ℃时达到最大值8.01 g/L;之后,随着温度的继续升高,细胞干重又逐渐降低。
PHA为胞内产物,PHA产量与菌体产量呈正相关的状态[14,15],因此不同培养温度条件下,PHA的产量不同。温度较低时,生物量也较低,是因为温度低菌体生长比较缓慢;随着温度的升高,菌种大量繁殖,故而产生的PHA量也明显增多;而高温对菌体的生长影响也很明显,当温度升至28 ℃以上,随温度的升高,PHA产量呈现逐渐降低的趋势,说明培养温度过高对菌株的生长会产生抑制作用,引起细胞的死亡,导致PHA产量也随之降低,因此适宜的培养温度为28 ℃。
3.4摇床转速对PHA产量的影响
将发酵培养基pH值调为7.5,摇瓶装液量为100 mL。灭菌后接入2 %的活化菌种,煎炸废油添加量20 mL/L,放入28 ℃,转速分别为120 r/min、140 r/min、160 r/min、180 r/min、200 r/min的摇床中恒温振荡培养72 h。
由图4可知,转速为200 r/min时,细胞干重最小,而随着转速的减小,细胞干重迅速增多,在转速为160 r/min时达到峰值,约为7.03 g/L,随着转速的继续逐渐减小,细菌干重又开始逐渐减少。
由图4可以看出,转速过低会导致菌株与营养物接触不充分,菌种生长状况不佳,使得PHA产量相对较少;而当转速过高时,溶解氧过高,又会抑制合成菌的生长。因此,转速过高或过低都会导致PHA产量的减少,较适宜转速范围为140~180r/min,其中160r/min为合成PHA的最佳转速。
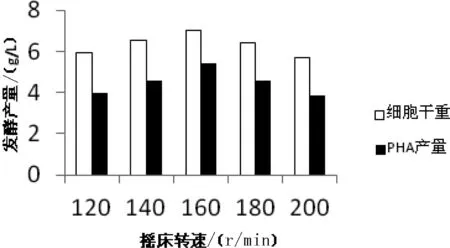
图4 摇床转速对细胞干重及PHA产量的影响
3.5接种量对PHA产量的影响
将发酵培养基pH值调为7.5,摇瓶装液量为100 mL。灭菌后分别接入1 %、2 %、3 %、4 %、5 %的活化菌种,煎炸废油添加量20 mL/L,28 ℃,160r/min恒温振荡培养72 h。

图5 接种量对细胞干重及PHA产量的影响
由图5可以看出,接种量为1 % 时细胞干重为最小值4.89 g/L;随着接种量的增加细胞干重逐渐增大,在接种量为3 % 时达到最大值7.23 g/L;随后接种量继续增大,细胞干重则逐渐降低。
分析原因为,在接种量为1 %时,由于菌体量较少,培养基营养物质过剩,菌株适应期延长,所以PHA的合成量也相对较少;随着接种量的增加,使得有足够的合成菌与营养物充分结合,菌体生长旺盛,故而合成的PHA量也明显增多;而随着接种量的继续增加,由于菌株之间的对于营养物质的竞争作用,菌株生长受到一定抑制,细胞干重与PHA的产量反而减小。因此3 %为菌种发酵的最佳接种量。
3.6废油添加量对PHA产量的影响
将发酵培养基pH值调为7.5,摇瓶装液量为100 mL。灭菌后接入3 %的活化菌种,煎炸废油添加量分别为10 mL /L、15 mL /L、20 mL /L、25 mL /L、30 mL /L,28 ℃,160 r/min恒温振荡培养72 h。

图6 废油添加量对细胞干重及PHA产量的影响
由图6可以看出,当废油添加量为10 mL/L时,发酵液的细胞干重最小;随着废油添加量的增加,也就是碳源质量的增加,细胞干重也快速增加;当废油添加量为25 mL/L时到达最大,约为7.91 g/L;随着废油的继续增加,细胞干重呈现缓慢减少的趋势。
PHA是原核微生物在碳、氮营养失衡的情况下,作为碳源和能源贮存而合成的一类热塑性聚酯[16],因此发酵底物中碳源量的变化造成的碳氮比变化会对菌体PHA的合成情况会有明显的影响。
因此,当废油添加量较少时,由于碳源物质不充足,菌株并没有得到足够的营养物,成活率较低,故而PHA含量也较少;随着废油添加量的增多,菌株存活率增大,PHA含量随之增大,这正好符合碳源过剩可有效促进PHA的生成[17];当废油添加量超过25 mL/L后,细胞干重和PHA含量反而出现下降的趋势,这说明过多的油脂会抑制菌株的生长,从而降低PHA的产生量。
因此,发酵培养过程需要控制废油的添加量,最佳添加量为25 mL/L。
4结论
(1)通过实验研究,确定煎炸废油可以作为以杀虫贪铜菌发酵生产PHA过程的碳源物质。煎炸废油回收相对简单,因此可以很好的解决PHA生产过程中底物原料成本高的问题,并达到将废弃油脂资源化的目的。
(2)通过发酵条件的单因素影响试验,确定了优化发酵条件:当初使pH值为7.5、装液量为100mL/250 mL、培养温度为28 ℃、接种量为3 %、转速为160r/min、废油添加量为25 mL/L进行发酵培养时,PHA产量可达到6.63 g/L,约占到细胞干重的 83.8 %。
参考文献:
[1]任连海. 我国餐厨废油的产生现状、危害及资源化技术[J].北京工商大学学报(自然科学版),2011(6).
[2]张璇,余汉豪,单习章,等. 餐饮业废油脂有害成分及特征指标研究[J]. 广州环境科学,2004,19(4):29~31.
[3]陈国强. 生物高分子材料聚羟基脂肪酸酯(PHA)开发现状及产业化前景分析[J]. 化工新型材料,2010(10).
[4]陈国强. 聚酯PHA的全生物设计和合成[C]∥中国高分子学会.2011年全国高分子学术论文报告会论文摘要集.北京:中国高分子学会,2011.
[5]陈国强,张广,赵锴,等. 聚羟基脂肪酸酯的微生物合成、性质和应用[J]. 无锡轻工大学学报, 2002(5).
[6]孙万东,张佑红,耿安利,等. 煎炸废油生产聚羟基丁酸酯(PHB)[J]. 广州化工,2013,41(12):114~117
[7]陈国强. 生物塑料-聚羟基脂肪酸酯PHA发展近况[J]. 新材料产业,2009,(2).
[8]黄玉杰,王加宁,邱维忠,等. 聚羟基脂肪酸酯的生物合成与废弃物的资源化利用[J]. 安徽农业科学,2012(34).
[9]吴涛. 聚β-羟基丁酸酯(PHB)的研究进展[J]. 科技风,2010(6).
[10]于志方,丁勇超,杨亚亚,等. 非石油基高分子材料聚羟基脂肪酸酯PHA的改性研究进展[J]. 高分子通报,2010(11).
[11]Obruca S, Snajdar O, Marova I, Production of poly(3-hydroxybutyrate-co-3-hydroxyvalerate) by Cupriavidus necator from waste rapeseed oil using propanol as a precursor of 3-hydroxyvalerate[J]. Biotech Lett,2010(32):1925~1932.
[12]陈玮. 利用活性污泥混合菌群合成聚羟基烷酸脂的研究[D].哈尔滨:哈尔滨工业大学,2010.
[13]刘俊梅,王璐,李琢伟,等. 聚-β-羟基丁酸酯的特性及检测方法研究进展[J]. 广州化工,2014(15).
[14]SUDESH K, ABE H, DOI Y. Synthesis, structure and properties of polyhydroxyalkanoates: biological polyesters[J]. Prog Polym Sci, 2000(25):1504.
[15]陈志强,李云蓓,温沁雪. 利用丁酸合成PHA高效菌株的筛选及摇瓶发酵特性研究[J]. 环境科学,2010,31(3):828~832.
[16]张帅,辛嘉英,王冬梅.生物可降解塑料聚β-羟基丁酸酯的研究进展[J].科技资讯,2008(3):7.
[17]林东恩,张逸伟,沈家瑞. 活性污泥合成生物可降解塑料的研究进展[J] 环境科学与技术,2004,27(2):101~102.
Fermentation Condition Factors Influence of a PHA Producing Strain Biosynthesis PHA by Using Waste Fried Oil
Chong Yuxuan, Ren Lianhai, Wang Pan
(SchoolofFoodandChemicalEngineering,BeijingTechnologyandBusinessUniversity,Beijing100048,China)
Abstract:Waste fried oil was used as carbon source in the process of PHA fermentation. The effects of six factors of fermentation condition on PHA synthetic quantity and cell weight were investigated. Fermentation condition factors include initial pH value, fluid volume per flask, culture temperature, shaking speed, inoculation amount and waste fried oil volume. The result shows that, at the condition of pH 7.5, 100 mL fluid medium per 250 mL conical flask, 28 ℃, 3 % inoculation amount, shaking speed 160 r/min and 25 mL/L waste fried oil, the yield of PHA reached a maximum value.
Key words:Polyhydroxyalkanoates; Waste fried oil; Fermentation condition factors
收稿日期:2016-04-06
基金项目:北京市自然科学基金(编号:8144041);“十二五”国家科技支撑计划(编号:2012BAC25B01;2014BAC27B01-03)
作者简介:种宇轩(1989—),男,北京工商大学食品学院硕士研究生。 通信作者:任连海(1971—),男,博士,教授,主要从事固体废物处理处置方面的研究工作。
中图分类号:Q547
文献标识码:A
文章编号:1674-9944(2016)10-0065-04
