新型高效清梳联设备及其纺精梳棉纱的生产实践
2016-07-18王利
王 利
经纬纺织机械股份有限公司(中国)
新型高效清梳联设备及其纺精梳棉纱的生产实践
王利
经纬纺织机械股份有限公司(中国)
摘要:介绍了国产新型高效清梳联在加工精梳棉纱时的流程配置、设备技术特点及上机工艺。通过纺纱生产实践证实,新型高效清梳联在高产工作状态下性能可靠,生条棉结去除率稳定在80%以上,成纱质量指标处于2013年USTER统计公报25%的水平,部分指标达到公报5%的水平。
关键词:清梳联;工艺;高产;高效;高质
近年来,随着科技的快速发展及各种现代精密技术和设备的普及应用,国产清梳联设备在设计、加工、制造、装配及生产使用等方面取得了巨大进步。郑州宏大新型纺机有限责任公司是一家最早研发清梳联技术和装备的企业,其最新设计研发出的新一代JWF系列高效清梳联设备,紧贴市场需求,以高产高质为目标,以高效稳定为基本要求,充分发挥了企业多年的技术和经验优势[1]。本文以JWF系列新型清梳联生产线的实际生产应用为例,进行详细介绍。
1清梳联生产线的流程配置
新型清梳联流程的具体设备配置如下:
JWF1012型往复抓棉机(配备TF27型桥式吸铁+TF2412A型风机装置)→AMP3000型金属火星探除器→TF45A型重物分离器→FA051A凝棉器+JWF 1102型单轴流开棉机→JWF1026(10)-160型多仓混棉机+JWF1124C-160型单辊筒清棉机(配备TF34A型桥式吸铁)→JWF1054型除微尘机→TF2202B型配棉三通→2×8×(JWF1204B-120型梳棉机+TF2513型自动圈条器)
图1为该流程设备排列示意图。

图1 清梳联一机一线配16台梳棉机结构示意图
2清梳联设备的特点
2.1JWF1012型往复抓棉机
抓棉机是纺纱工序中的第一道工序,担负着精细抓取、初步开松及混合的任务。JWF1012型抓棉机打手采用双刃刀片顺向抓棉的创新设计。相比于传统抓棉机,这种创新设计不仅使单次抓取的棉束质量减小,而且每次抓取的棉束的质量均匀度也大幅提升,实现了现代纺纱工艺中对抓棉机抓取棉束小而匀的技术要求,抓棉机抓取棉束的试验测试结果如表1所示。

表1 JWF1012型抓棉机抓取棉束的统计结果
由表1可以看出,在相同的工作条件下,JWF1012型抓棉机抓取的棉束较同类型的传统双打手抓棉机小,且均匀度更高。抓棉机抓取棉束小且均匀意味着在生产过程中,杂质暴露在外的机率更高,更容易在不损伤或轻损伤纤维的状态下将杂质去除[2]。
产量是衡量抓棉机品质的一个重要指标,作为清梳联源头,抓棉机的产量对整条清梳联生产线具有重要的意义。为此,对JWF1012型抓棉机产量进行了试验测试。试验时,将抓棉机出口处的输棉管道打开,用大编织袋收集纤维,记录不同工作条件下抓棉机的工作时间和停止时间。试验结束后,对收集得的纤维质量进行称量,并结合抓棉机的运转时间估算抓棉机的产量。不同下降量条件下JWF1012型抓棉机的产量测试结果如表2所示。由表2可知,JWF1012型抓棉机的实际产量与其理论设计产量(1 500 kg/h)基本相符。

表2 不同下降量条件下JWF1012型抓棉机的产量测试结果
2.2JWF1102型单轴流开棉机
JWF1102型单轴流开棉机采用棉流沿打手切线方向进出的方式,创新设计后的打手室内导流槽数优化为5槽,并且沿进棉至出棉方向,导流槽间距依次增大。JWF1102型单轴流开棉机运行过程中,棉流受打击和开松的强度适中,更有利于高效除杂、减少棉结和保护纤维。打手采用复合打手结构(已获国家发明专利),即进棉口一侧安装V形角钉,工作直径为740 mm;出棉口一侧安装矩形刀片,工作直径为720 mm,从而使得开松更柔和,高产量时JWF1102型单轴流开棉机运行更加稳定可靠。
2.3JWF1026系列多仓混棉机
JWF1026系列多仓混棉机是在FA028系列多仓混棉机基础上,对内部结构进行大幅优化后推出的新一代高产多仓混棉机,有1 200、1 600和1 800 mm这3种机幅,6仓和10仓两种仓位,可灵活选用配置,最大产量可达1 500 kg/h。
该新型混棉机的打手采用 406 mm的大直径打手,设备适纺性强,工作时纤维损伤小且不缠绕打手。混棉机输棉斜帘的向上倾角由47°调整为32°,增强了斜帘与压棉帘对纤维的夹持作用,防止棉块下滑堆积,同时提高压棉帘最高点位置,以防压棉帘返花。平帘减速电动机位置由斜帘下方改为压棉帘上方,不仅使其清洁方便,而且可防止短绒与灰尘进入,延长清洁周期。打手电动机由机前改为机后,可有效解决传统混棉机上打手电动机与罗拉电动机配置在一起,长期连续运转易导致散热不畅的问题。罗拉间钢板隔板改为铝材结构及“小隔板+网眼板”结构改为“大网眼板”结构,可增加多仓内部的透气性,改善灌仓时因气流排除不畅造成的灌仓不实情况。打手之间的隔板由直板改为弧板对扣结构,有利于棉流下落和转移。护木改用铝合金材料,表面更光滑,结合创新开发的护木定位接缝结构,可确保定位准确,接缝严密,并有效防止塞花、挂花现象[3]。
2.4JWF1124C系列清棉机
JWF1124C系列单辊筒清棉机也有1 200、1 600和1 800mm 3种机幅可选,最大实际产量高达1 250 kg/h。 打手采用 400 mm大直径矮密铝合金梳针辊筒,质量小、运转平稳且振动小;梳针辊筒的工作转速通过变频实现无级在线调节,有利于对原料的开松、除杂,并且纺长绒棉和中长纤维时不易缠绕纤维。梳针辊筒下方排列有3把除尘刀、2块分梳板、2块调节板和3个吸风口。第一落杂区长度分4档可调,方便用户根据自身工艺要求,调整除杂效率及落棉。该清棉机的吸落棉系统采用创新设计的中间吸落棉技术(已获国家发明专利),可有效解决落棉吸口尘杂堆积的问题,同时该结构较传统双侧吸结构可节省30%以上的滤尘风量。
2.5JWF1054型除微尘机
除微尘机的主要作用是将经充分开松的棉束抽吸到除微尘机上,经纤维分配器将棉束均匀、高速排打至除微尘机的滤网板上,使纤维中所含的细小杂质、微尘及短绒经滤网板过滤,被排尘管道抽吸至滤尘设备,过滤后的纤维由出棉风机送至梳棉机组[4]。
JWF1054型除微尘机充分考虑了高产时纤维的运动轨迹,对进棉风机出口进行了创新的弧形结构设计,使纤维分配器向斜上方分配纤维,由进棉风机输入的棉束沿圆弧曲线自上往下滑移,纤维运动更加流畅,产量更大,避免了原有技术为适应高产需要提升进棉风机转速,致使大量棉束强烈撞击滤网板后产生短绒和棉结的问题。此外,新设计的JWF1054型除微尘机增大了滤网板面积,由原来的2.57 m2增至3.70 m2,使设备的微尘与短绒去除能力进一步提高。
2.6JWF1204B-120型梳棉机
新一代JWF1204B型单刺辊高产梳棉机有1 000 和1 220 mm两种工作机幅,其最高出条速度设计为260 m/min,1 000 mm机幅的梳棉机的最大理论产量为100 kg/h,1 220 mm机幅的最大理论产量为120 kg/h。
较传统常用机幅的梳棉机而言,JWF1204B-120型梳棉机(工作机幅为1 220 mm)的有效梳理面积增加了20%,但生条的工艺定量仍处于并条机的牵伸范围内,因此无需在梳棉机出条位置增加预牵伸装置,从而降低了设备的设计制造及维护成本。
JWF1204B-120型梳棉机的喂棉箱与梳棉机给棉均采用顺向给棉,弹性握持加压,对纤维的损伤小。梳棉机刺辊第一落杂区长度可以根据原料和工艺需要进行调节,以有效控制除杂效率和落棉量。此外,JWF1204B-120型梳棉机采用同步齿形带传动的铝合金活动盖板,由独立的电动机变频传动,超耐磨材质踵齿棒及摩擦因数极低的特制尼龙导带配合滑动结构,使得传统的面接触转变为线接触,活动盖板运动更平稳、磨损更小。锡林采用特别定制的变频驱动装置驱动和控制,启动平稳柔和,不仅大幅减轻了锡林皮带的磨损,而且使锡林的工艺转速实现了无级调节。梳棉机剥棉部件、道夫部件均采用铝合金墙板,结构更简单,易清洁,不会产生墙板花。梳棉机的所有罩板、刺辊下吸口及锡林周围的棉网清洁器采用的铝合金型材刚性好,光滑美观,不勾挂纤维。优化设计了梳棉机吸落棉系统,使各吸点的风量分配更合理、高效;吸风罩采用最新的丙烯腈-苯乙烯-丁二烯共聚物(ABS)材料整体注塑技术,美观大方,不勾挂纤维。梳棉机的自动化控制进一步完善,棉箱给棉、短片段、长片段三位一体的自调匀整控制系统实现了智能在线自动调节的棉条质量控制,同时可在线监控生条的质量不匀、条干不匀等重要指标。采用棉箱与梳棉机一体化设计,整体封闭罩壳,将棉箱、电器柜包含在内,使整机长度缩短50 mm,减小了占地面积[5-7]。
3清梳联流程工艺配置
清梳联工艺是清梳工序稳定、连续、高速及高效生产的必要条件。新型清梳联流程配置的工艺参数如下所述。
3.1清花机组的工艺参数
清梳联清花机组的生产工艺参数如表3所示。

表3 清花主要设备及工艺参数
清梳联流程中各主要设备的工作压强如表4所示。

表4 清梳联主要单元机的系统工作压强 Pa
3.2梳棉机的工艺配置
——主要针布配置为
锡林针布:AC2040×01850D-Ⅱ
道夫针布:N-4030B×0.9
活动盖板针布:RSTO C-55/0
——JWF1204B-120型梳棉机的主要上机工艺参数为
锡林工艺转速:420 r/min
活动盖板工作速度:210 mm/min
刺辊转速:890 r/min
给棉板工艺分梳长度:110 mm
给棉板-给棉罗拉隔距:0.175 mm
给棉罗拉-刺辊隔距:1 mm
第一除尘刀-第一刺辊隔距:0.8 mm
预分梳板辊-刺辊隔距:0.75、0.75 mm
第二除尘刀-刺辊隔距:0.8 mm
三角罩板-刺辊隔距:1 mm
三角罩板-锡林隔距:1.15 mm
刺辊-锡林隔距:0.175 mm
锡林-道夫隔距:0.125 mm
后固定盖板-锡林隔距:0.80、0.80、0.70、0.70、0.60、0.60、0.50及0.50 mm
后第一棉网清洁器刀口-锡林隔距:0.75 mm
后第二棉网清洁器刀口-锡林隔距:0.65 mm
后第三棉网清洁器-锡林隔距:1.2 mm
后下罩板入口隔距:1.05 mm
后上罩板入口/出口隔距:0.8~0.9 mm/0.7 mm
活动盖板-锡林隔距:0.250、0.200、0.200、0.175、0.175及0.175 mm
前固定盖板-锡林隔距:0.250、0.250、0.225、0.225、0.200、0.200、0.200及0.200 mm
前第一棉网清洁器刀口-锡林隔距:0.30 mm
前第二棉网清洁器刀-锡林隔距:0.25 mm
前下罩板出口隔距:0.75 mm
前上罩板入口/出口隔距:0.8 mm/1.0 mm
剥棉罗拉-道夫隔距:0.175 mm
轧碎辊隔距:0.175 mm
大压棍隔距:0.20 mm
小压辊隔距:0.20 mm
4生产试验数据
4.1配棉指标
该清梳联生产线加工的品种主要为14.8 tex的精梳环锭纺纱线。配棉全部采用新疆棉,配棉等级约为3级,原棉的含杂率约为2.6%,棉纤维主体长度为27.63~28.22 mm,品质长度为30.40 mm。利用AFIS测试仪对原棉参数进行测试,主要数据如表5所示。

表5 原棉的主要测试数据
4.2梳棉机试验数据
JWF1204B-120型梳棉机出条速度为180 m/min,生条定量为26 g/5 m,梳棉机单台产量约为56 kg/h。整条清梳联生产线的产量约为960 kg/h。清梳联生产线连续3个月梳棉机的生条不匀指标如表6所示。

表6 JWF1204B-120型梳棉机生条不匀率试验结果
由表6可以看出,在连续高产的工作条件下,JWF1204B-120型梳棉机的生条均匀程度相对稳定,说明原料在梳棉机内部转移、分梳状态良好,系统供棉及梳棉机自调匀整系统工作稳定可靠。
JWF1204B-120型梳棉机生条的AFIS试验结果如表7所示。

表7 JWF1204B-120型梳棉机生条的AFIS试验结果
由表7可以得出:JWF 1204B-120型梳棉机平均棉结去除率达83.2%;重量法短绒率下降了0.3%,根数法的短绒率下降了2.5%。试验结果表明:在较高产量的工作状态下,梳棉机对原料的梳理较充分,梳理效果良好;梳理过程中,梳棉机工艺设置合理,纤维在分梳过程中损伤较小,短纤维与不成熟纤维得到了有效去除。
4.3成纱质量
经该清梳联加工后,纺制线密度为14.8 tex的精梳棉纱,并测试其质量指标,成纱质量测试结果如表8所示。
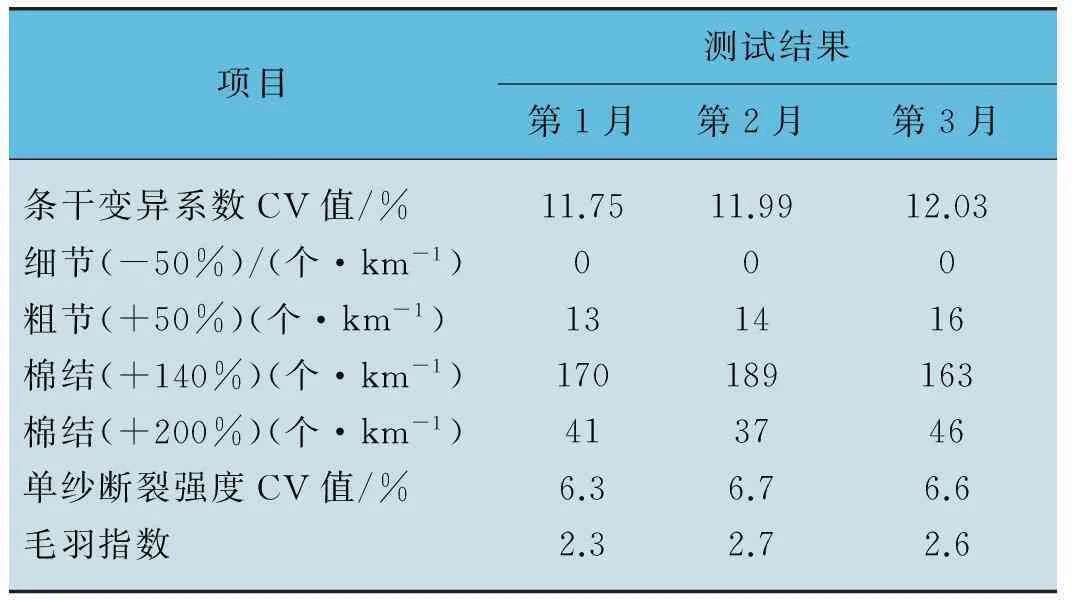
表8 成纱质量测试结果
比较发现,该生产线生产的成纱的质量指标优于2013年USTER统计公报的25%水平,部分质量指标达到了2013年USTER统计公报的5%水平。并且纱线质量较为稳定,这从侧面说明了郑州宏大公司的新一代清梳联生产线在连续生产过程中,清梳联系统及设备运行稳定、可靠,其梳棉机生条质量优良,能够满足用户对清梳联生产线的质量和产量要求。
5结语
本文介绍了国产新型高效清梳联生产线流程配置,分析了适应高效生产的清梳联专属相关设备的技术特点,给出了其工艺参数配置,并通过生产实践,纺
制了线密度为14.8 tex的精梳棉纱,测试了生条及成纱的质量指标。研究结果表明,该新型高效清梳联生产线在高产工作状态下性能可靠,生条的棉结去除率稳定在80%以上,成纱质量指标接近或达到国际先进水平。
参考文献
[1] 孙鹏子,曹继鹏.梳棉机有关问题研究评述[J].棉纺织技术,2008,36(3):61-64.
[2] 费青.高产梳棉机提高除杂作用的研究与分析[J].棉纺织技术,2007,35(8):1-5.
[3] 石庚尧.新型高产梳棉机的特点和发展动向[J].纺织导报,2012(6):86-95.
[4] 李泉.清梳联合机使用手册[M].2版.北京:中国纺织出版社:100-300.
[5] 李妙福.国产清梳联的发展与使用管理[J].棉纺织技术,2002,30 (7):389-395.
[6] 杨志清.国产清梳联的技术特点及成熟的具体表现[J].现代纺织技术,2011 (4):18-20.
[7] 姚穆.我国纺织产业面临的挑战与对策[J].棉纺织技术,2014,42(2):1-4.


New high-efficiency blowing & carding equipment and producing practice of spinning combed cotton yarn
Wang Li
Jingwei Textile Machinery Co.Ltd.,Zhengzhou/China
Abstract:The process configuration,technical features and machining process of domestic new type high-efficiency associated blowing & carding equipment in the processing of combed cotton yarn were introduced.By spinning producing practice,it was indicated that the performance of new type high-efficiency associated blowing & carding equipment was reliable under the state of working,the removal rate of article raw cotton knot was stable and above 80%,and the yarn quality index was kept 25% in 2013 based on USTER communique and the indicator of some parts would be 5% based on communique.Key words:blowing-carding equipment;process;high-production;high-efficiency;high-quality