锁紧螺母断裂失效实证分析
2016-07-15李文魁韩洪元
李文魁,韩洪元
(1.新乡平原航空器材有限公司,河南 新乡453000;2.新乡职业技术学院,河南 新乡453000)
锁紧螺母断裂失效实证分析
李文魁1,韩洪元2
(1.新乡平原航空器材有限公司,河南 新乡453000;2.新乡职业技术学院,河南 新乡453000)
摘要:锁紧螺母在装配时出现断裂,安装扭矩为80~90N·m.对断裂件进行宏观和微观检验、断口分析、硬度检测、化学成分检测、氢含量检测、金相检验等方面的分析,结果表明:送样产品由于氢原子的存在而产生原始裂纹,在装配过程中,原始裂纹会随着预紧力的加大而扩展,进而突然断裂。可采用碱性去油和去锈、超声波去油和喷砂去锈而避免氢脆。
关键词:锁紧螺母;氢脆;失效分析
某系统中用于固定热交换器的锁紧螺母的制造工艺流程稳定可靠已运行了多年,近期出现了锁紧螺母在试用过程中断裂的情况,由于交付数量较大,需要对此情况进行调查分析,找到原因并提出改进工艺。
本文结合多年的设计和工艺工作实践经验,及金属材料断裂和热处理相关专业知识对锁紧螺母在试用过程中断裂问题进行了综合的和较全面的分析,找到了原因,并提出了改进措施。
1 问题描述
锁紧螺母材质为SCM435,安装扭矩为80~90 N·m,断裂比率约为0.16‰,性能等级为12.9级,制造工艺为:材料改制——冷镦——车头部、倒角、打中心孔——钻螺纹底孔——去毛刺——攻螺纹——去磷、热处理——磨螺纹坯径——滚螺纹——(酸洗)氧化处理——探伤、退磁——(酸洗)氧化处理——涂胶、检验、包装入库。试样为1#断裂件、2#模拟断裂件和完好件,如图1和图2所示。
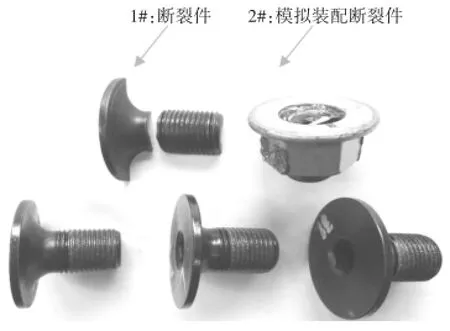
图1 送检试样宏观照片

图21 #和2#断裂件断口的宏观形貌
2 问题分析及解决措施
引起锁紧螺母断裂的原因,可能来源于材料、组织方面,也可能是本身强度等方面。为此,根据其工艺,结合材料方面的知识,采用放大镜、显微镜、金相分析仪、硬度仪和光谱仪等对其进行了断口、金相和硬度等方面的分析。
(1)断口分析
借助低倍放大镜和高倍显微镜观察断口的宏观和微观形貌,并结合工程实践经验和利用金属材料知识来进行断口分析。
图1所示为1#和2#断裂件断口的宏观形貌[1],1#件断口较平整,无明显塑性变形痕迹,断口外侧边缘剪切唇为新鲜断口,呈浅灰色(如图短箭头所示),其余区域基本已氧化发黑(如图长箭头所示);2#断裂件的宏观形貌,与1#断裂件类似,断口无明显塑性变形痕迹,外圈边缘为剪切唇,呈浅灰色,为新鲜断口(如图1短箭头所示),其余区域表面基本已氧化发黑(如图1长箭头所示)。
通过观察1#件断口黑色区域的微观形貌[2],可见断面存在明显的氧化腐蚀,但仍可见冰糖状结晶形貌,且晶间有二次裂纹。由于断面存在氧化腐蚀现象[3],无法确定晶面是否存在鸡爪形发纹;断口外侧边缘的微观形貌[4],为韧窝形貌,该区域为终断区。
通过观察2#件断口黑色区域除边缘剪切唇外断口微观形貌,可见冰糖状沿晶断口,晶间有二次裂纹;断口外侧边缘的微观形貌,为等轴韧窝形貌。
(2)金相分析
借助金相分析仪观察送检完好件和1#断裂件的芯部和断口附近金相组织,并结合热处理知识进行对比分析[5]。
通过分析观察都为均匀的回火索氏体,无异常。如图3所示。
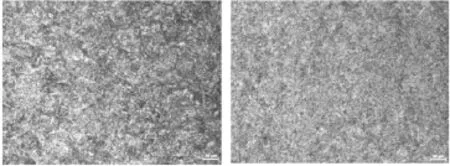
图3 送检完好件和1#断裂件芯部金相组织
(3)硬度分析
对完好件和断裂件进行硬度试验,结果如表1所示,断裂件表面硬度偏高,不满足“DIN EN ISO 898-1:2013[6]”对12.9级紧固件的硬度要求。
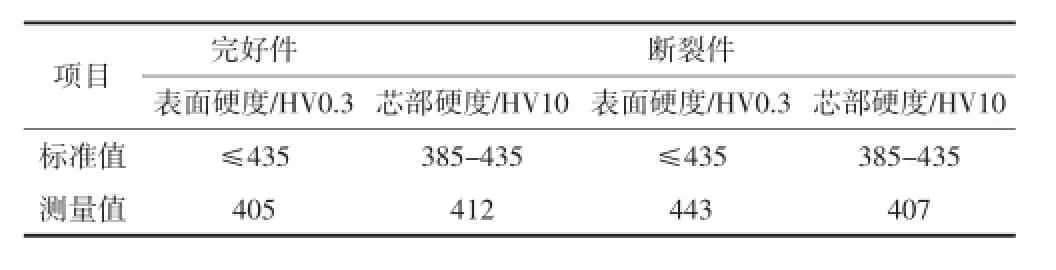
表1 送检试样硬度测试
(4)化学成分分析
失效零件为装配时断裂,断面呈明显黑色和新鲜断口两个区域(如图2、图4、图5所示),黑色区域表面氧化严重,新鲜断口表面无氧化,这说明两个区域并非在同一时间产生。断口黑色区域呈沿晶断裂形貌,并伴有晶间二次裂纹,具有氢脆断裂特征[7]。断面外侧边缘的新鲜断口区域为韧窝形貌。沿晶断口表面已基本被氧化腐蚀,仅边缘终断区无大量明显的氧化腐蚀产物,说明送检零件在后期表面氧化处理前已存在裂纹。送检零件金相组织和化学成分均无异常。
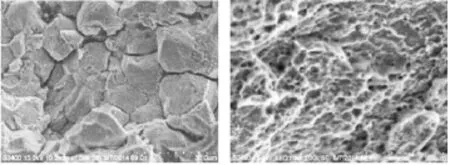
图41 #断口微观形貌
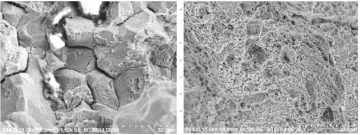
图52 #断口微观形貌
采用直读光谱法对完好件和断裂件进行化学成分分析,结果如表2所示。根据“JIS G4053-2008”,其化学成分符合标准中对SCM435钢的要求。

表2 送检试样化学成分
抽取使用过的完好件和断裂件各1件进行氢含量检测,结果如表3所示,可见送检试验氢含量较高。而氢含量过高,易导致氢脆现象,为此,为了进一步确认氢脆的影响,抽取使用过的完好件和断裂件各10件再次进行氢含量检测,结果如表4所示,
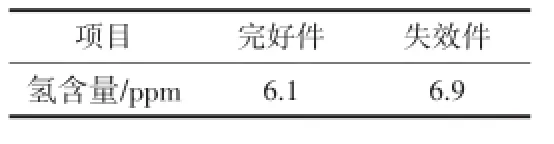
表3 螺母氢含量

表4 螺母平均氢含量
氢脆是由于氢渗入金属内部而产生的损伤,导致零件在低于材料屈服极限的静应力作用下断裂,无征兆、具有突发性。零件内部的氢来源途径通常包括:原材料、热处理、表面处理(如酸洗、电镀)、环境腐蚀等几个环节。零件的氢脆敏感性不尽相同,含氢量越高,强度、硬度及所受张应力越大,则氢脆敏感性越高。
该零件热处理后再滚螺纹,其头部存在较深的内六角孔且杆部还攻有螺纹孔,这种结构容易在滚压外螺纹时在内六角底部产生较大的内应力;零件在滚压外螺纹后,在表面氧化处理过程中又采用酸洗的方式去油、除锈,从而导致氢渗入零件(根据氢含量检测,螺母氢含量高达6~7ppm),同时断裂件硬度较高,氢脆敏感性大。于是,零件在氢及内应力共同作用下首先在应力集中的内六角底部产生氢致裂纹,并在后续的氧化发黑过程中裂纹表面被腐蚀氧化。氢致裂纹的产生不仅引起严重的应力集中,而且使零件承力面积减小,导致零件在装配应力作用下发生断裂,而装配时断裂的断面即为新鲜断面,其表面为韧窝形貌且无氧化腐蚀。
(5)解决措施
送检零件断裂原因是存在原始裂纹,原始裂纹为氢致裂纹,氢来源于氧化发黑前的酸洗。建议采取以下措施:
采用碱性电解去油、除锈,若不能避免酸洗,则应滚压外螺纹后采取去应力处理,并在表面处理后四小时内进行驱氢处理。
该批零件氢含量、硬度较高,存在较高的氢脆风险,不排除已装配的零件后续发生氢致开裂的可能,如果在使用过程中发生断裂会对系统运行造成较大安全隐患,所以建议全部召回并更换新工艺零件。
3 结束语
通过断口分析、金相分析等工作,找到了螺母断裂的根源,解决了客户反馈的断裂问题,实际效果是完善工艺避免了此类质量问题再次出现。
参考文献:
[1]俞雁,宋贞桢,李瑞峰,等.发动机缸盖螺栓断裂失效分析[J].汽车技术,2010,30(9):54.
[2]朱重庆,张先鸣,内六角螺钉断裂失效分析[J].金属制品,2013,39(4):60.
[3]于俊才,姜玉春,张怀鹏.支撑螺栓断裂原因分析[J],机械工程师,2012,43(5):142.
[4]陈伟峰,徐云峰,任鹏波,等.汽车轮毂螺栓断裂分析[J].物理测试,2011,33(5):42.
[5]杨永生,仝建萍,刘岩,等.螺栓断裂原因分析[J],热处理,2012,27(4):60.
[6]GB/T3098.1-2010,紧固件机械性能螺栓、螺钉和螺柱[S].
[7]刘白.30CrMnSiA高强度钢氢脆断裂机理研究[J].机械工程材料,2001,25(9):18.
Fracture Demonstration Analysis for the Lock Nut
LI Wen-kui1,HANG Hong-yuan2
(1.Xinxiang Pingyuan Aviation Supplies Co.,Ltd,Xinxiang Henan 453000,China;2.Xinxiang Vocational and Technical College,Xinxiang Henan 453000,China)
Abstract:Nut part no.145142XDH2514 was cracked in assembling,and the assemble torque is 80~90N*m.After tested crack part by Macroscopic and microscopic inspection,crack analysis,hardness test,chemical composition analysis,content of hydrogen,metallographic test and etc.,the result shows:samples are with original crack which is occuered due to the existence of hydrogen atom.In the assembling process,original crack will expand with the increase of the pretightening force,and then suddenly break.You can use alkaline cleaning oil and derusting,or taking ultrasonic cleaning oil and sandblasting derusting to avoid hydrogen embrittlement.
Key words:lock nut;hydrogen embrittlement;fracture analysis
中图分类号:TB302
文献标识码:B
文章编号:1672-545X(2016)03-0182-03
收稿日期:2015-12-03
作者简介:李文魁(1982-),男,河南新乡人,工程师,从事换热器和过滤器的设计研发、工艺实现工作。
