内螺纹数控铣削加工方法浅析
2016-07-20李丹
李丹
(四川建筑职业技术学院,四川 德阳618000)
内螺纹数控铣削加工方法浅析
李丹
(四川建筑职业技术学院,四川 德阳618000)
摘要:本文阐述了数控铣削内螺纹的三种方法:丝锥攻丝、单齿螺纹铣刀加工、多齿螺纹铣刀加工。详细分析三种方法在机床功能、刀具结构、加工特点、适用范围、编程要点的不同,对内螺纹数控铣削的提供了参考。
关键词:内螺纹数控铣削;丝锥攻丝;单齿螺纹铣刀;多齿螺纹铣刀
螺纹的发生线是螺旋线,即主轴转一转,进给轴移动一个螺距。数控机床的主轴和进给轴是独立控制的,因此在数控机床上加工螺纹需要机床在硬件、软件上的支持才能完成。螺纹的加工方法有很多种,车刀车削、丝锥攻丝、套丝、数控铣削等。本文重点讨论数控铣削加工内螺纹的工方法。
在内螺纹的铣削加工中,加工方法取决两个主要因素:数控机床的主轴功能和螺纹铣削刀具。
机床的主轴功能,数控铣床和加工中心有很大的差别。加工中心三轴以上联动,主轴采用价格昂贵的伺服电动机,主轴加装位置编码器,把主轴的旋转角度位置反馈给数控系统形成闭环,因此主轴可以在任意角度准确定位,即主轴的C轴功能。同时建立与进给轴(如Z轴)的同步功能,这样就保证了主轴旋转角度与Z轴的进给的比例关系,螺纹加工得以完成。但数控铣床并不具备C轴功能,有的数控铣床只是2.5轴联动。
内螺纹的数控铣削刀具主要分为两种:丝锥图1 (a)和螺纹铣刀。螺纹铣刀又分为单齿(类试螺纹车刀和镗刀,图1(b)和多齿图1(c)。丝锥是较为传统的加工刀具,可加工与丝锥相同螺距、公称直径的相同的螺纹,要求主轴的转速与Z轴进给保持高度同步。而螺纹铣刀的螺纹加工,主要依靠数控系统的G02/G03螺旋插补功能实现三轴联动完成。
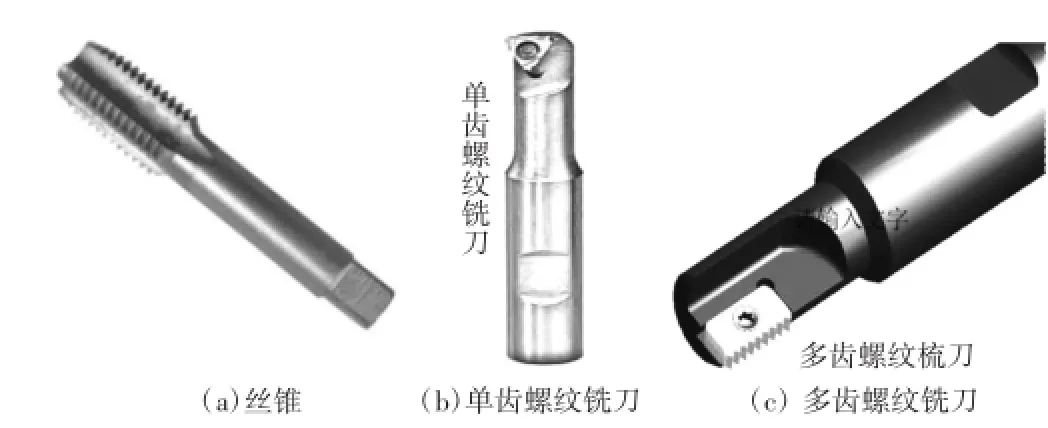
图1 螺纹铣削刀具
综上所述,当采用丝锥加工内螺纹时,适合在加工中心上完成;当采用螺纹铣刀加工螺纹时,三轴联动和螺旋插补功能是数控机床必备条件,数控铣床和加工中心均能胜任。
下文将对三种螺纹铣削加工方法的特点和编程要点做详细分析。
1 丝锥的螺纹加工
加工中心主轴具有C轴功能(任意角度准确定位),工具系统采用普通的钻夹头完成的螺纹加工称为刚性攻丝。
1.1刚性攻丝加工的特点
(1)在加工小直径内螺纹时,高效可靠,加工精度较高。
(2)使用丝锥加工,切削是连续切屑,容易堵死排屑槽,丝锥容易折断,会导致丝锥与工件报废。
(3)丝锥螺距与公称直径与加工螺纹一致,螺纹的加工规格受刀具规格的限制,刀具没有通用性。
(4)丝锥的切削刃长度应不小于被加工螺纹的长度;
1.2刚性攻丝编程要点
刚性攻丝,在FANUC系统中,需要对相关参数设定和PMC进行编程(可参阅有关文献),然后可以直接使用固定循环G84/G74指令编程[1]。指令为:
M29 S__
G84X_Y_Z_R_P_F_K_;标准攻丝循环指令
G74X_Y_Z_R_P_F_K_;左旋攻丝循环指令
说明:1)在G84/G74前,加入M29S__,则机床进入刚性攻丝模态;2)在M29指令和固定循环的G指令之间不能有S指令或任何坐标运动指令;3)G74或G84中指令的F值与M29程序段中指令的S值的比值(F/S)即为螺纹孔的螺距值。
2 单齿螺纹铣刀的螺纹加工
2.1单齿螺纹铣刀的螺纹加工的特点
(1)适用于较大直径(D>25 mm)或非标的螺纹加工;
(2)使用G03/G02三轴联动走螺旋线,刀具沿工件表面(孔壁)切削。螺旋插补一周,刀具Z向负方向走一个螺距量,根据螺纹深度确定循环圈数(见图2)。
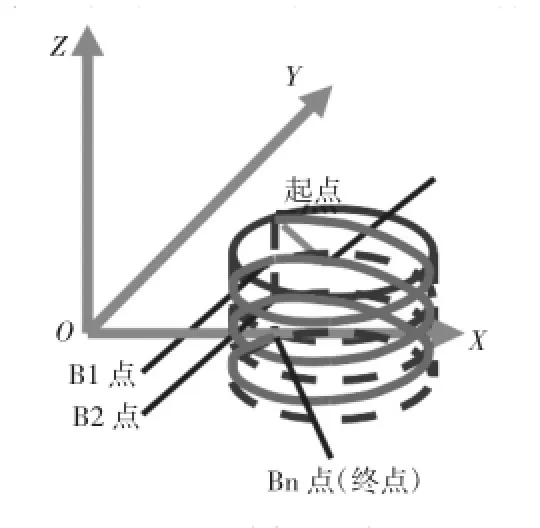
图2 循环圈数
(3)同一把螺纹铣刀既可以铣削左旋螺纹又可以铣削右旋螺纹,既可以铣削内旋螺纹又可以铣削外螺纹,同时不受螺距和螺纹规格的影响[2]。
2.2单齿螺纹铣刀的螺纹加工编程
为了使程序有更好的通用性,本文采用宏程序编程。并做如下说明:(1)编程中不使用刀具半径G41/ G42;(2)铣削方式采用顺铣,右旋螺纹自下而上M03;(3)为简化程序,螺纹进刀和退刀采用法向进给,虽然在进、退刀处会产生刀痕,但对螺纹的质量影响不大;(4)螺纹粗精加工在径向分若干次切削,具体做法是对程序中的#1或#4进行分次赋值;具体程序如表1.
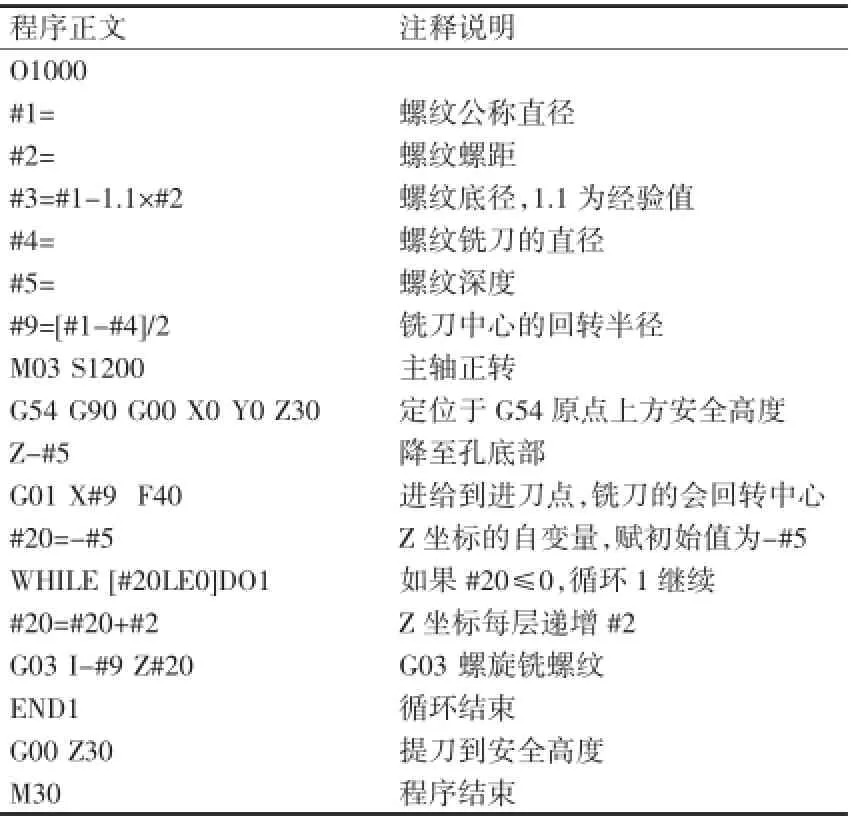
表1 单齿螺纹铣刀加工螺纹的宏程序
3 多齿螺纹铣刀
3.1多齿螺纹铣刀的螺纹加工特点
(1)加工效率高。多齿螺纹铣刀的切削刃长度不小于被加工螺纹的长度,铣刀旋转3600就可走出一个螺距完整的螺旋线。
(2)一把多齿螺纹铣刀可以不同旋向的内外螺纹;加工相同螺距,但公称直径不同的内螺纹[3]。
(3)螺纹铣刀可以钻孔、铣牙、倒角一次成型。
3.2多齿螺纹铣刀的加工螺纹编程
编程说明同“单齿螺纹铣刀编程说明”。对比“单齿”与“多齿”加工螺纹程序,区别在于“单齿加工螺纹程序”使用“WHILE DO”循环语句,以保证螺纹深度;“多齿加工螺纹程序”由于刀具切削刃长度大于螺纹加工,铣刀只旋转一圈。具体程序如表2.

表2 多齿螺纹铣刀加工螺纹的宏程序
4 结束语
数控铣削内螺纹的方法主要取决数控机床的主轴功能和螺纹铣削刀具。从使用刀具的不同分为丝锥攻丝、单齿螺纹铣刀的螺纹加工、多齿螺纹铣刀的螺纹加工。本文详细分析三种方法的加工特点、适用范围、编程要点,供同行参考。
参考文献:
[1]王荣兴.加工中心培训教程 [M].北京:机械工业出版社,2006:117-119.
[2]潘建新,周小红.数控铣削的数控加工工艺的研究[J].模具技术,2010(4):60-63.
[3]冯志刚.数控宏程序编程方法技巧与实例[M].北京:机械工业出版社,2007:236-240.
Internal Thread CNC Milling Method is Analysed
LI Dan
(Sichuan Construction Vocational and Technical College,Deyang Sichuan 618000,China)
Abstract:This paper expounds the CNC milling thread in three ways:tap tapping,single tooth thread milling cutter machining,toothy thread cutter.Detailed analysis of three methods in the function of machine tool,cutting tool structure,processing characteristics,scope of application,the different key points of programming,numerical control milling provides reference internal threads.
Key words:internal thread CNC milling;tap tapping single tooth;thread cutter tooth;thread milling cutter
中图分类号:TP23
文献标识码:A
文章编号:1672-545X(2016)03-0241-03
收稿日期:2015-12-07
作者简介:李丹(1970-),女,山西人,工程硕士,副教授,研究方向:数控技术,数控维修,控制工程。
