关于三坐标测量机与专用检具在曲轴测量中的差异分析
2016-07-20韦鹏黎丽
韦鹏,黎丽
(上汽通用五菱汽车股份有限公司,广西 柳州545007)
关于三坐标测量机与专用检具
在曲轴测量中的差异分析
韦鹏,黎丽
(上汽通用五菱汽车股份有限公司,广西 柳州545007)
摘要:通过对比三坐标测量机与专用检具在曲轴测量中的测量方式和定位方式差异,从而分析出其位置度不同的原因。通过对比分析,指出了两种测量方式对生产加工的指导意义。
关键词:三坐标;专用检具;曲轴测量;差异
三坐标测量在如今的汽车工业生产中发挥着特殊且无可替代的作用,其具有高度自动化、精确灵活的特性,能够满足各种复杂零件的测量需求。然而,专用检具在汽车工业中也占有一席之地,其能够通过定性判定,快速检测零件的合格与否,从而响应生产线的节拍要求。两者在实际运用中有一定的差异性。本文通过具体案例,分析三坐标测量机与专用检具在曲轴测量中产生差异的原因。
1 不同测量方式测量曲轴的差异情况
曲轴是发动机三大部件之一,在工序10的检测过程中有两套检测方案:一是采用Intra公司生产的曲轴专用测量检具;另一套方案是采用蔡司的三坐标测量机测量。在检测内容基本相同的情况下,两套方案在某些项目的测量过程中经常存在比较大的差异,而且没有规律,因此我们对相关的问题作了比对分析。
根据对测量报告的分析,在测量结果中存在比较大差异的主要是顶尖孔中心相对于1、5(如图1所示,X、Y标注位置为1、5主轴颈)毛坯主轴颈的位置度。此位置度在Intra曲轴专用检具上的测量结果一直比较稳定,大部分都保持在0.1 mm以内,而在蔡司三坐标测量机上的测量结果差异很大,从0.1 mm 到0.5 mm都有,而且没有特定的规律。
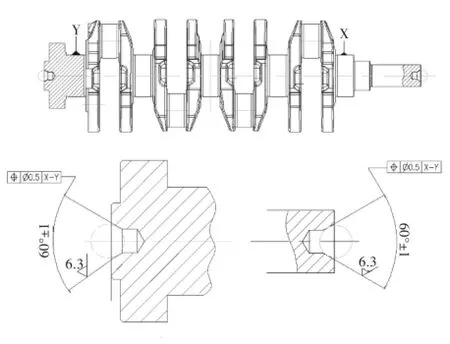
图1 曲轴结构及工序10测量项目
2 差异原因分析
为了分析产生的原因,我们在三坐标测量机上以球顶尖定位孔为基准,参考专用检具对主轴颈的定位方式,测量了每个主轴颈定位点附近的尺寸,并且评定了主轴颈相对于定位孔轴线的位置度[1]。测量结果表明(如图2所示),因为主轴颈为毛坯状态,每根曲轴的主轴颈无论是直径还是形状都存在很大差异,而且位置度也极不稳定。
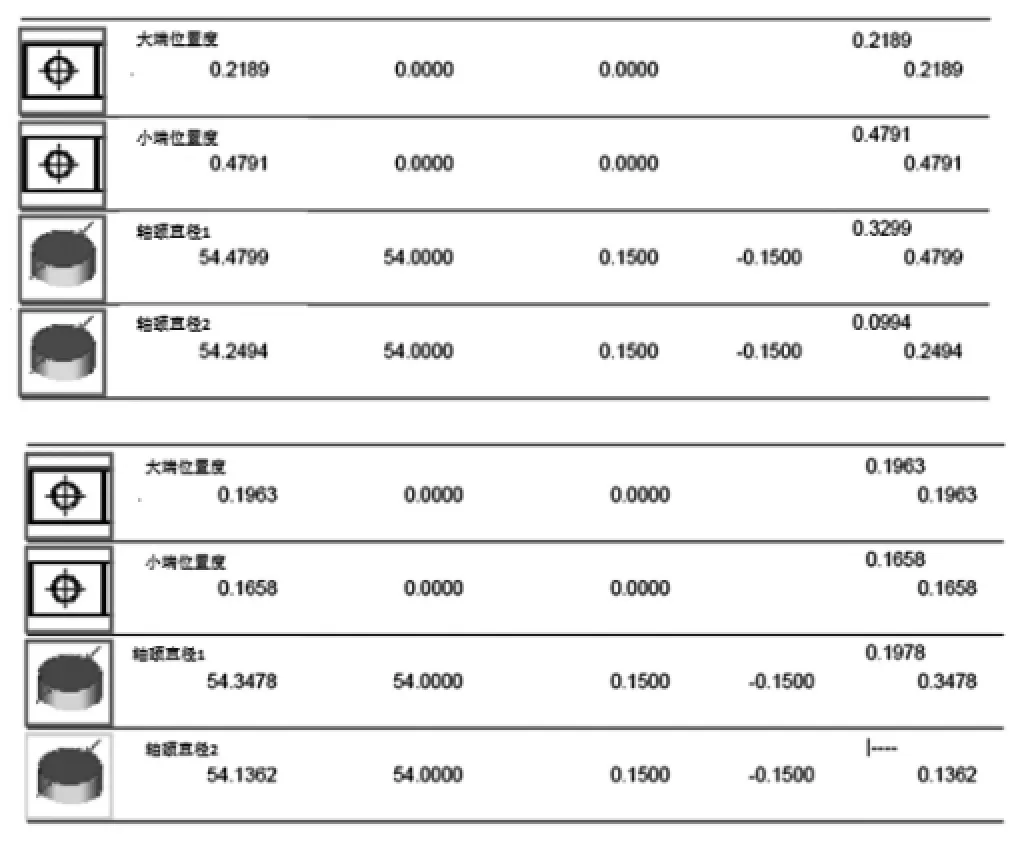
图2 三坐标测量结果
测量结果表明,部分毛坯主轴颈的圆心确实与顶尖基准轴存在偏心的状况,而且偏心量还比较大(0.2~0.5 mm)。因而,也印证了在三坐标测量程序中,以主轴颈中心为基准的顶尖孔位置度存在较大偏差值的测量结果。但是相同工件Intra检具上位置度的测量值却要小很多。为了分析原因,我们仔细研究了检具的测量定位方式以及加工机床上的加工定位方式。通过观察以及制造工程师的相关介绍,发现检具的定位方式(如图3所示)与机床的定位方式完全相同,同时机床的加工坐标也是按照检具的检测位置调整的(如图4所示)。

图3 Intra曲轴专用检具定位方式
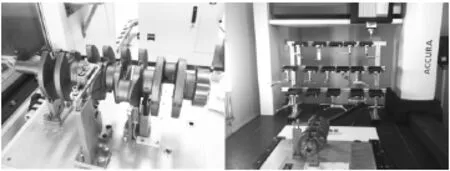
图4 曲轴在三坐标测量机上测量定位方式
由于定位方式的特殊性,发现无论实际毛坯主轴颈中心与加工的顶尖中心产生多大的偏离,检具都无法检测出来。原因分析如图5所示。
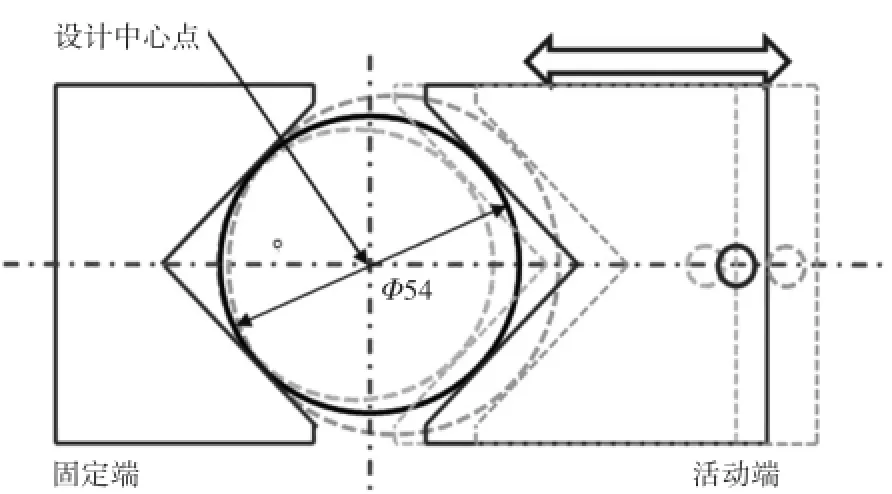
图5 专用检具及机床定位原理图
如图5显示了机床及检具的定位原理:机床顶尖孔的加工位置以及检具顶尖孔的检测位置都是以直径54 mm毛坯主轴颈为基准进行设计的。主轴颈的定位装夹是以两个相对的V型块来实现,其中一个V型块为定位块,其位置是以Φ54 mm的主轴颈为基准设计的。另一V型块为活动端,辅助定位V型块完成主轴颈的夹紧。因此,主轴颈的定位位置将主要由固定端的V型块决定。
如图5可以看出,基于此设计,当主轴颈直径接近标准直径Φ54 mm时,加工的顶尖孔中心将接近主轴颈几何中心位置。而当主轴颈直径偏离标准直径较大时,顶尖孔中心将偏离主轴颈的几何中心,如上图中虚线定位状态。直径差异越大,偏心量也将越大。
由于检具的定位方式与机床完全相同,因此这个偏心量在检具上完全无法检出。因为检具的顶尖中心检测位置与加工机床的顶尖加工位置从设计上是一致的。
而三坐标测量机则可以摆脱定位方式的影响(如图4所示),完全准确地测量出毛坯主轴颈的几何中心位置,无论其直径有多大的差异。因此在三坐标测量机上可以比较客观的测量出顶尖孔与主轴颈轴线的偏离状态。
尽管在三坐标测量机上可以通过程序设置模拟出检具的检测位置,但由于每根实际主轴颈状态差异很大,加上主轴颈本身轮廓的影响,因此,这种模拟计算也不能完全匹配所有的曲轴。因此,我们也不建议在三坐标测量机上模拟检具测量结果。
3 结束语
三坐标测量机与曲轴专用检具测量结果的差异是由于两者的测量方式及定位方式的不同引起的。三坐标测量机较为准确客观地反映了曲轴顶尖孔中心与毛坯主轴颈几何中心的同心度差异。而曲轴专用检具由于其定位方式与曲轴加工定位方式相同,因此无法检测出这种位置差异,但其测量结果仍然可以反映由于机床加工误差引起的位置差异,因此仍具有参考意义。
参考文献:
[1]李明,费丽娜.何坐标测量技术及应用[M].北京:中国标准出版社,2012.
The Variation Analysis In The Crankshaft Measurement Between Coordinate Measuring Machine And Special Fixture
WEI Peng,LI Li
(SAIC-GM-Wuling Automobile Co.,Ltd,Liuzhou Guangxi 545007,China)
Abstract:By comparing the way of measurement and positioning between coordinate measuring machine and special fixture,we can analyze the difference position in the crankshaft measurement.Through this way,we can find some guiding significance in the production.
Key words:coordinate measuring machine;special fixture;crankshaft measurement;variation
中图分类号:TG87
文献标识码:A
文章编号:1672-545X(2016)03-0149-03
收稿日期:2015-12-06
作者简介:韦鹏(1987-),男,广西河池市人,本科,工程师,主要研究方向为机械工程自动化。