汽车点焊缺陷分析与防治措施
2016-07-15罗美菊
罗美菊
(柳州市交通学校,广西 柳州545007)
汽车点焊缺陷分析与防治措施
罗美菊
(柳州市交通学校,广西 柳州545007)
摘要:点焊是一种生产制造工艺,尤其被广泛应用于现代汽车制造业及其它高科技产业与领域。汽车点焊的质量直接影响着汽车的整车质量,决定了汽车的整体结构刚度和完整性。就汽车车身电阻点焊常出现的点焊缺陷进行分析并提出防治措施。获得好的点焊质量对保证汽车车身质量具有非常重要的意义。
关键词:电阻点焊;缺陷分析;防治措施
电阻点焊作为汽车制造中的一项重要工艺,具有加热时间短、热量集中、热影响区窄、产品变形小、操作简单、不使用外加焊接耗材、焊接成本低等优点,主要用于汽车制造中的薄板焊接,如应用于车身底板、车身总成等焊装中。在汽车白车身的制造和焊装过程中大量应用到了电阻点焊,通常一辆汽车上约有3000~6000个电阻点焊焊点。汽车焊点质量直接关系到汽车的质量,影响汽车的使用性、安全性、可靠性及使用寿命,必须引起高度的重视。
电阻点焊作为汽车制造的一项基本工艺,技术较为成熟,但仍存在一些问题,因为电阻点焊在焊接时电流强度、电极压力、电极形状、工件的材料和厚度、电流作用时间等参数都会影响到焊接质量,参数设置不合理会影响点焊质量,导致出现虚焊、烧穿、点焊压痕过深、未焊透、表面喷溅等点焊缺陷。焊接质量还会因为某些焊接工艺因素发生波动,焊接操作者操作方法,也会影响点焊焊接质量,方法不正确也会出现点焊缺陷。为了减少点焊缺陷,本文从影响电阻点焊的相关参数、工艺出发,分析产生点焊缺陷的原因并提出相应的防治措施。
1 电阻点焊的基本原理
1.1电阻热的产生
电阻点焊是利用电能转变成热能的一种焊接方法。将工件放入两电极之间,电极施加压力压紧工件后,电源通过电极向工件通电加热,在工件内部形成熔核。断电后熔核在电极压力作用下凝固结晶,形成点焊接头(如图1所示)。电阻热Q是电阻焊的热源。

式中:
Q为产生的热量(J);
I为焊接电流(A);
R为电极间电阻(Ω);
t为焊接时间(s).

图1 点焊示意图
焊接的效果是由热量Q值直接决定的,Q值太小,焊件焊不牢,Q值大了,又会焊穿或焊坏工件。Q值正好时,才会得到理想的焊接效果。
1.2影响电阻热的因素
1.2.1电阻的影响
电阻由工件本身电阻Rw、两工件间接触电阻Rc、电极与工件间接触电阻Rew等几部分组成,如图2所示。

当工件和电极已定时,工件本身的电阻取决于它的电阻率ρ,ρ是一个重要参数,且会随温度的升高而增大。而影响接触电阻的主要因素是加压力。

图2 电阻图
1.2.2焊接电流的影响
从公式(1)可见,电流对产热的影响比电阻和时间两者都大,它是平方正比关系,因此是必须严格控制的重要参数。
1.2.3电极压力的影响
电极压力对两电极间总电阻R有显著影响,随着电极压力的增大,R减小(R2-F曲线图3)。此时焊接电流虽略有增大,但不能影响因R减小而引起的产热的减少。因此,焊点强度总是随着电极压力的增大而降低。
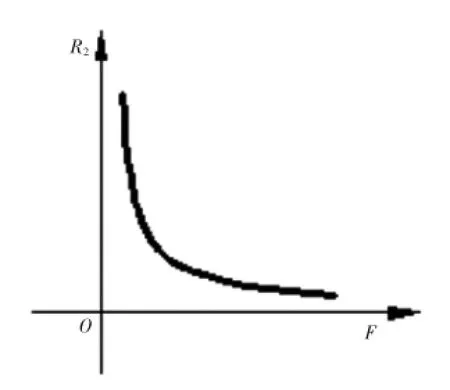
图3 接触电阻和压力的关系曲线
由Q-F曲线图4可以看出,当F<f1时,Q的变化剧烈,很不稳定。在出现“击穿”,引起工件报废时,很可能是压力太小,没有很好的压合工件导致的。所以因素。
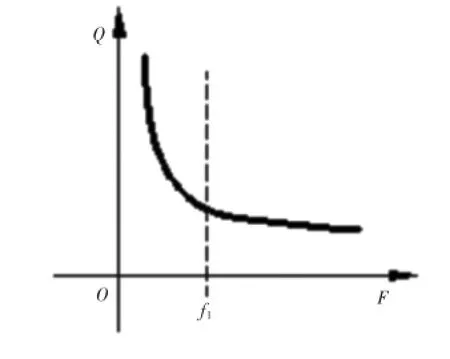
图4 焊接热量和压力的关系曲线
1.2.4焊接时间的影响
为了保证熔核尺寸和焊点强度,焊接时间与焊接电流在一定范围内可以互为补充。为了获得一定强度的焊点,可以采用大电流和短时间,也可以采用小电流和长时间。选用条件,取决于金属的性能、厚度和所用焊机的功率。
1.2.5电极形状及材料性能的影响
由于电极的接触面积决定着电流密度,电极材料的电阻率和导热性关系着热量的产生和散失,因而电极的形状和材料对熔核的形成有显著影响。随着电极端头的变形和磨损,接触面积将增大,焊点强度将降低。在焊接过程中,要及时修磨或更换电极头。
1.2.6工件表面状况的影响
工件表面上的氧化物、污垢、油和其他杂质增大了接触电阻,过厚的氧化物层甚至会使电流不能通过。局部的导通,由于电流密度过大,则会产生飞溅和表面烧损。所以焊接前要清理工件表面杂质。
2 汽车点焊缺陷分析及防治措施
2.1虚焊
虚焊是汽车车身点焊中常见的一种现象。在焊接过程中,虚焊是指焊点熔核直径小于要求的最小值、焊点发白,主要表现在焊接区域内产生电阻热量不够,以致没有形成焊核。虚焊直接影响焊点强度,使汽车结构件连接强度不够。根据电阻热公式(1)可知,影响发热量大小的主要因素是I、t及R.焊透率与I、t成正比关系,随着I、t的增加,焊透率增大。但是,过大的I、t将会产生深坑、飞溅、烧穿等,使焊接接头疲劳强度大为降低。压力过大,接触电阻减少,发热量不足,焊透率降低。
产生虚焊的原因是多方面的,具体概括为以下几点:(1)焊接电流小。焊接参数配比不合理,焊接过程中电流损耗大,电极水冷不良等。(2)焊接时间过短,压力不足,产生热量小。(3)电极压力过大(薄板)。电极压力的增大,接触电阻减小引起产热的减小。(4)电极头接触面积增大。形成的焊核直径也会增大,但由于电极头与工件的接触面积过大,焊接热量不足,直径偏大的焊核不能完成熔合,导致虚焊。(5)焊接分流。电极头表面粗糙度过大,操作过程中焊枪夹臂接触工装或车身的一部分,都会导致分流,使焊接电流减小,焊点加热不足,从而产生虚焊。(6)工件表面存在杂质。工件表面有油污或氧化膜铁锈等杂质,使工件之间的间隙增大,导致通电不良,热量不足,未能让工件熔合。(7)焊接过程中,焊接角度不垂直。
防治措施:(1)经常检查电流、电压变化情况。(2)定期检查修磨或更换电极头,避免分流。加强冷却,改换导热好的电极材料。(3)根据实际条件,综合考虑其他因素,适当的选取I、t、d及F,使刚好不出现飞溅为临界值获得良好的焊接质量。(4)操作过程中注意焊枪不接触工装或车身。(5)焊前必须清除焊件表面的油污和铁锈等杂质。(6)改进操作方法,电极头与焊件接触面尽可能保持垂直。
2.2烧穿
烧穿(如图5所示)是指在焊核发生穿孔的现象。烧穿会导致焊件表面质量差,焊点的强度下降。

图5 焊点烧穿
造成烧穿的原因:焊接电流过大,焊接时间过长,对焊件加热过甚,电极修整太过尖锐。若电极头的端面形状过小,即使通入电流大小合适,也会由于电流过度集中造成板材焊点烧穿的现象。
防治措施:调整焊接参数(减小电流,缩短焊接时间),修整电极,使其达到工艺要求。
2.3点焊压痕过深、表面过热、焊透率过大
点焊压痕过深、表面过热、焊透率过大(如图6所示)的原因是电极接触面积过小,电流过大,通电时间过长,电极压力小,电极冷却条件差。依据电阻热公式,、值变大,电极压力小,值变大,则电阻热值变大,造成表面过热,点焊压痕过深。过深的压痕使车身焊点强度明显降低,接头力学性能降低,生产过程中应采取相应的防治措施来避免或减少点焊压痕过深等点焊缺陷的产生。

图6 点焊压痕过深、表面过热、焊透率过大
防治措施:调整焊接参数(减小焊接电流,减少焊接时间),加强冷却,修整电极,改换导热好的电极材料。
2.4未焊透
点焊过程中,焊透率过低造成的直接影响就是未焊透缺陷。未焊透在点焊中较为常见,各种材料的焊透率是不一致的。未焊透缺陷对汽车车身焊接接头强度不利,焊点接头未熔合,导致两块板受力分离,造成危险。
未焊透出现的原因:焊接电流小,通电时间短,焊件加热不足,导致工件没有真正的熔合;电极压力过大;电极接触面积过大;工件接触面清理不干净。
未焊透的防治措施:调整焊接工艺参数(选用较大的焊接电流,加长焊接时间),选择合适的电极压力;修整电极;清理工件接触面。
2.5表面喷溅
在点焊过程中,由焊件贴合面或电极与焊件表面间喷出微细熔化金属颗粒的现象被称为“点焊飞溅”或“点焊喷溅”。表面喷溅会影响工件表面质量,在车身表面形成凹坑等。部分飞溅因熔池温度过高脱离焊核,在焊核周围形成毛刺(如图7所示),表面喷溅会降低工件抗蚀性能。

图7 焊点毛刺
表面喷溅产生的原因:点焊时电极压力过小,电极与焊件接触不良,电极接触面积过小。
防治措施:提高电极压力,减少加压时间;工件与工件之间配合要紧密贴合;工件表面要清理干净。
3 结束语
在汽车电阻点焊过程中,难免会出现点焊缺陷,但是如果能在焊接之前做好防治措施、多研究,可有效地减少或避免点焊缺陷的产生,提高焊点的质量,提高生产效率。控制汽车点焊缺陷的产生,对保证汽车制造质量很有帮助。
参考文献:
[1]何钜炽.汽车车身焊接[M].北京:电子工业出版社,2014.
[2]刘春玲.焊工使用技术手册[M].合肥:安徽科学技术出版社,2013.
Defect Analysis and Prevention Measures of Spot Welding of Automobile
LUO Mei-ju
(Liuzhou Transportation School,Liuzhou Guangxi 545007,China)
Abstract:Spot welding is a kind of manufacturing technology,in particular,it is widely used in modern automobile manufacturing industry and other high-tech industries and fields.Auto spot welding quality directly affects the quality of the vehicle,and determines the overall structural stiffness and integrity of the car.This paper analyzes and puts forward the control measures,which is very important to ensure the quality of the automobile body,and puts forward the control measures.
Key words:resistance spot welding;defect analysis;control measures
中图分类号:U466
文献标识码:B
文章编号:1672-545X(2016)03-0105-04
收稿日期:2015-12-04
作者简介:罗美菊(1978-),女,广西河池人,学士,讲师,主要研究方向:汽车制造与检修等方面。
