汽车装配过程中的螺栓拧紧质量控制
2016-07-11许华一汽大众汽车有限公司佛山分公司总装车间广东佛山528000
许华(一汽-大众汽车有限公司佛山分公司总装车间,广东 佛山 528000)
汽车装配过程中的螺栓拧紧质量控制
许华
(一汽-大众汽车有限公司佛山分公司总装车间,广东 佛山 528000)
摘要:螺栓连接是汽车零部件之间最常用的连接方式之一,具有精度高、装配方便、零件拆装便利等优点,每台小轿车的螺栓连接件约7200个,这些螺栓大多数连接了汽车重要的功能部件或是安全部件,如果拧紧质量不受控,汽车将存在极大的功能故障风险和安全隐患。深入分析探讨影响拧紧质量的因素,搭建先进的电动扳手运用联网技术,采用合适的拧紧质量评价手段,对提升汽车装配过程拧紧质量起着关键性的作用。
关键词:螺栓;拧紧
前言
汽车作为目前大多数人出行的交通工具,保障其功能和安全可靠性是最基本的要求,提升整车产品质量一直是各大汽车企业始终不渝的追求。最近几年来,汽车企业因螺栓拧紧质量缺陷导致大范围整车召回的事件时有发生,作为汽车零部件最常用连接方式之一的螺栓连接[1],保障螺栓拧紧质量是实现整车产品质量提升中很重要的一个环节。
一、螺栓连接基本模型
螺栓是由头部和螺杆两部分组成的一类紧固件,需与螺母配合,用于紧固连接两个带有通孔的零件,这种连接方式称为螺栓连接[2],如图1示。
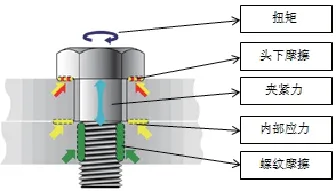
图1 螺栓连接基本模型
扭矩:在实际生产应用中,扭矩常作为评价拧紧连接好坏的标准,但是这一参数只能作为间接参考,两个最终扭矩相同的拧紧连接,并不一定具有相同的连接质量;
头下摩擦:对于螺栓螺母装配方式,不仅螺栓头下摩擦对拧紧连接有影响,螺母头下摩擦也很重要;
夹紧力:零件之间无论采用什么样的连接方式,最终目的是为了将两个或多个零件稳定地结合在一起,所以对于拧紧连接来说,真正起到作用的是拧紧后螺栓施加给被连接件的夹紧力,但是这一参数在批量生产中无法直接测量,只能依靠经验给出相应的装配扭矩和角度;
内部应力:金属件和非金属件在被夹紧的过程中都会产生一定的应力,在拧紧结束,这些瞬时产生的应力会慢慢释放;
螺纹摩擦:汽车行业内螺纹摩擦系数标准范围0.08~0.14,生产中使用蘸蜡和涂防松胶的螺纹就是为了保证摩擦系数达标;
保证拧紧质量的关键在于保证螺纹连接有足够的夹紧力,当夹紧力过小,螺纹连接就会失效,在汽车经过了几次动力载荷和热力载荷后,夹紧力降为零,螺栓就会脱落下来,拧紧工作的根本就是保证所有拧紧连接拥有高一致性的夹紧力。
二、影响夹紧力的因素
如图2所示,在通常情况下,螺栓连接中螺纹摩擦占总扭矩作用的40%,头下摩擦(包含应力)占总扭矩作用的50%,夹紧力占总扭矩作用的10%,扭矩真正起到作用的只有10%,其他都被摩擦和应力所消耗,在常发的拧紧质量问题当中,大部分都与摩擦相关[]。

图2 夹紧力与摩擦示意图
影响夹紧力的因素通常包含以下几个方面:
(1)摩擦:如果粗糙头下表面及螺栓摩擦系数不在标准范围内,就会导致总扭矩转化为夹紧力的比例发生变化。例如螺栓头支撑面下有润滑油会导致头下摩擦占比降低从而夹紧力占比增加;螺纹副中有缺陷,如杂质、磕碰就会导致螺纹摩擦占比增加而夹紧力占比降低;
(2)不可靠的拧紧技术:如果选择精度差的拧紧工具或者不正确的拧紧操作也会影响夹紧力[4],例如员工操作的电枪旋转轴心与螺孔的回旋轴心所成角度过大时,会出现螺栓连接瞬时应力过大,螺栓过早达到力矩要求,内部应力释放后,螺栓将产生假力矩的现象,力矩合格但是螺栓没有拧紧到位;
(3)内部应力释放:对于拧紧连接来说,产品自身材质和平面度等无法肉眼识别,尺寸参数的变化更值得引起注意,由于被连接件表面平面度不好,导致螺栓头部一侧受力较大,另外一侧受力过小,在后续应力释放过程中不均衡导致螺栓松动;另外不合格的材料匹配也会影响到应力释放,例如金属和金属、金属和塑料、塑料和塑料,不同的材料匹配应用于拧紧连接要求不同的情况;
(4)温度:车身零件都遵循“热胀冷缩”的规律,当温度改变,螺栓和被连接件属于不同材质,形变量也有所不同,因此夹紧力也会随之变化;
(5)错误的拧紧系统选择:拧紧系统分为很多种,一把普通的电动扳手就可以称作一个拧紧系统,当一项工艺所使用电枪更换为转速更快的型号,不但会增加零件被损伤的风险,还会导致瞬时应力过大,当应力释放后,剩余的夹紧力偏低;相反,当螺栓旋入螺孔速度过慢,拧紧过冲太小,夹紧力偏高。
三、电动扳手联网
为了提升整车拧紧质量,目前愈来愈多的汽车制造厂商也采用高精度的伺服电动扳手作为拧紧工具,既能高精度的完成拧紧任务保证拧紧质量,又能有效的储存拧紧数据信息,便于后续问题分析、数据查看及追溯。
通过将整条生产线的电动扳手联网,一方面可以通过与之配套的拧紧管理系统,实现对拧紧装配参数的实时监控,做到100%检验;另一方面,也可以实现拧紧数据的实时传输,并与整车质量信息一一对应备案,这已成为一种先进的拧紧质量控制手段[5]。电动扳手联网结构拓扑如图3示。
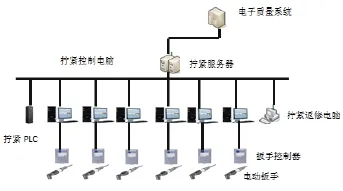
图3 电动扳手联网结构示意图
自动车辆识别系统拧紧PLC,接收所在生产线的整车车辆配置信息,同时发送至各工位拧紧控制电脑;
拧紧控制电脑接到车序信息后,以XML电报形式发动拧紧任务至扳手控制器,扳手控制器将拧紧任务命令给到电动扳手,同时对电动扳手拧紧完成之后的拧紧数据进行处理,反馈至拧紧控制电脑,拧紧控制电脑解析扳手控制器返回的拧紧数据文件,插入到相应车辆拧紧表中,将拧紧数据传输给返修电脑及服务器;
拧紧返修电脑与服务器通讯,接收本条线上的拧紧结果, 与拧紧PLC通讯,在车辆进站后调取该车在本条线的拧紧结果,负责对拧紧不合格的车辆返修后进行消项;
拧紧服务器与生产网对接,集中配置整车工艺信息,并发送至各拧紧点,接收储存所有拧紧点拧紧数据信息,所有的拧紧数据放在数据库服务器上,这些数据是拧紧数据评估的基础;
电子质量系统接收拧紧服务器反馈的整车拧紧合格与否的结果,同时与整车合格证打印系统联网,只要是有拧紧不合格项,该车无法打印合格证,无法流出车间。各模块之间的数据流传输如图4示。
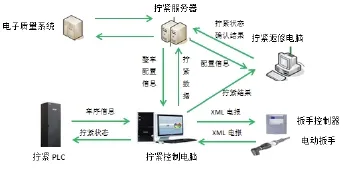
图3 电动扳手联网数据流
四、复紧力矩检测
复紧力矩也称静态力矩,是指在螺栓拧紧完成后,采用数显力矩扳手或其他工具测量装配后的螺栓的力矩,这种方法一般采用人工操作,所以一般采用抽检的方式。针对汽车制造工厂,通常采用以下两种方式对装配后的复紧力矩进行检验和评价,一个是在装配后立即检测(通常装配后30分钟内测定),另一种是在整车经过路试连续行驶、承受过载荷后再检测,这时后大部分应力得到了释放。德国大众将这两种检测分别定义为MNA1和MNA2[5][6]。
采用复紧力矩检测对拧紧质量进行评价时,一般需要注意以下几点:
(1)复紧力矩为复紧螺栓或螺母转过一定角度(不超过10 度)时的力矩最小值,通常情况下附着摩擦效应会导致峰值力矩的出现,即所谓的松动力矩,这是不允许作为复紧力矩来评价的;
(2)立即检测(装配后30分钟内测定)需常常测定,以保证交货合格,若生产线上有其他质保方式,该测量频率可适度降低;
(3)复紧力矩不允许直接和图纸中给定的拧紧参数和相应的公差范围混为一谈;
(4)测量结果的范围控制极限限,需要根据统计分析的方式进行确定(比如借助统计软件QS-Stat)。超过范围的生产线必须时时监控并作好记录,原因分析的结论可以是新范围值的确定,但在没有责任部门同意的情况下不允许改变装配标准;
(5)拧紧设备的机器能力指数Cmk必须达≥1.67,过程能力指数Cpk≥1.33。
五、结论
本文从螺栓连接的基本原理入手,首先分析了在生产输入时应考虑的影响夹紧力的因素,然后剖析了先进的电动扳手联网系统结构及数据流技术,最后阐述了目前汽车工厂针对螺栓拧紧质量评价的常用的复紧力矩检测方法,从生产输入、过程监控、后续检测三方面着手探讨了汽车装配过程中的螺栓拧紧质量控制方法。
参考文献:
[1]司娟,李勇超,王树杉.螺栓的紧固及其对汽车的影响[A].第十一届河南省汽车工程科技学术研讨会论文集[C].2014
[2]李士涛.螺栓拧紧技术及其应用[A].豪爵摩托奖广东省汽车行业第五期学术活动论文汇编[C].2008
[3]冯德富.汽车装配的螺栓拧紧[J].现代零部件.2009(12)
[4]李鸿,杨立鹏.汽车装配中常见螺纹连接及其拧紧工具的选择[J].科技风.2013(16)
[5]曲春红.先进的螺栓拧紧系统在现代汽车生产中的应用[A].2013中国汽车工程学会年会论文集[C]. 2013
[6]李同科,简学利.动、静态扭矩在汽车装配扭矩控制中的应用[J].汽车工艺与材料.2010(04)
中图分类号:TH131;U463.99
文献标识码:A
文章编号:1671-864X(2016)04-0298-02
作者简介:
许华 (1986.2),男,湖南岳阳人,硕士研究生,初级工程师,一汽-大众汽车有限公司佛山分公司总装车间现场工程师,主要从事汽车新项目工艺及质量管理。