减少GDX2包装机商标纸加速辊传动齿轮维修工时的探索
2016-07-11杨志河北中烟工业有限责任公司保定卷烟厂河北保定071008
杨志(河北中烟工业有限责任公司保定卷烟厂,河北 保定 071008)
减少GDX2包装机商标纸加速辊传动齿轮维修工时的探索
杨志
(河北中烟工业有限责任公司保定卷烟厂,河北 保定 071008)
摘要:针对GDX2包装机组纵向商标纸输送胶轮传动齿轮更换工序繁琐、维修工时长、影响在线生产作业的问题,对商标纸纵向输送结构分析,通过改造输送胶轮轴上键槽,在更换传动齿轮时只需使轴后退可方便将键、齿轮取出,轻松地完成传动齿轮的拆换工作。通过该项改进减少了维修工时,提高了塑料齿轮的维修效率、保证机器设备运行稳定。
关键词:传动齿轮;轮轴;键槽;维修工时
随着“对标”“创优”活动的不断开展,企业对自身产品质量和设备有效作业率要求持续提高。这对维修工作提出更高要求,在保证设备处于良好的运行状态同时必须降低维修时间。通过对GDX2包装机运行中的故障进行研究发现,商标纸纵向输送故障造成停机概率较高。通过对GDX2包装机组机械结构的分析和研究,经在线观察,发现各类商标纸输送部位故障造成的停机,最终根本原因是商标纸纵向输送加速胶辊部位的塑料齿轮磨损而导致的。但塑料齿轮所处机构位置隐蔽,拆装零件较多更换时耗时比较长。为了减少在线维修时间,把解决该问题作为本课题的研究内容,希望通过攻关减少更换塑料齿轮维修工时,提高设备的运行效率。
一、GDX2商标纸输送工作原理
(一)商标纸输送工艺过程。商标纸输送工艺过程:商标纸吸取机构将商标纸纸库中最底层的一张商标纸吸下,单张商标纸由横向输送带向右输送,输送到末端由推杆将商标纸推出。进入商标纸纵向输送通道,商标纸在纵向输送部分进行了烟包底部钢印的打印,商标纸的上胶,最后经过加速辊快速把商标传递给5号轮左侧,再由横向推杆送至5号轮的底部折叠工位同铝箔烟包汇合一同进入5号轮的模盒,在5号轮上进行商标纸的包装折叠工作。
(二)商标纸加速辊功能。商标纸加速辊位于商标纵向输送轨道入口,是实现商标纸由横向输送转变为纵向输送的重要部件。在这个过程中,商标加速辊将商标纸转向并定位,其要兼顾整个纵向轨道的稳定性与协调性才能顺利的完成商标纸的钢印压印、上胶轮上胶等工序,保证商标纸平稳、准确的输送到正确位置。
二、商标纸加速辊传动齿轮输送不稳定的原因
纵向商标纸输送胶轮位于商标纸纵向输送轨道,其传动齿轮的运行稳定性直接影响到商标纸钢印和上胶部分的准确位置。由于商标纸的传输过程中经常出现堵塞、撕裂等现象,会导致输送胶轮的不稳定运行,胶轮的传动是由塑料齿轮带动,使用寿命短、防撞击力弱,胶轮长期高速运行传动塑料齿轮容易磨损,将影响商标纸输送胶轮的正常工作,因此,设备维修中需要定期的对纵向商标纸输送胶轮的塑料齿轮做检查更换。实际操作上,由于齿轮位于机器输送轨道的内部,在更换时需要花费更多的时间对齿轮的外部件(如拆装箱板及附属件)、齿轮复位(调整偏心座)进行处理。最终导致整个的维修耗时长,严重影响机台生产效率。
最终确认商标纸输送胶轮的塑料齿轮拆换耗时长主要原因有以下几点:(1)需拆装部件较多。(2)对辊轮拆装后需调整偏心座。(3)齿轮轴与箱板间隙不足。(4)拆换辊轮工序复杂繁多。
三、改进思路
为了减少更换商标纵向输送加速塑料齿轮的工时,通过探讨、实验得出以下两种改进方法。改进思路一:更换齿轮材料,延长齿轮更换周期。原设备该机构处于高速运转的机构,转速快、冲击大,而采用塑料齿轮有利于防止冲击,过载时保护其它零部件不受损坏,属于工艺设计的保护元件;同时降低了噪音,如果选择其它材料的齿轮,如钢做的齿轮,其缓冲能力大大减少,在如此高速运转的部位,刚性冲击必然造成其它零件的更容易磨损,所以选择别的材料的齿轮进行代替,并非是一个最佳的选择,而塑料齿轮的易损和材料易老化也注定了这对齿轮必须经常更换。
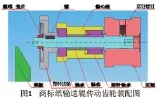
改进思路二:从结构上入手,解决拆装耗时长问题。通过对GDX2硬盒包装机的图纸的查阅,发现加速辊和塑料齿轮是通过一根轴连接起来的,而加速辊和轴是通过键连接进行固定的。由于该轴还连接着箱体的轴承部位,导致在更换塑料齿轮的时候必须整个连接部位拆下来,延长了维修工时。我们设想把该轴的加速辊的键位加长,只要拆下纵向上部外轨道,松开塑料齿轮紧固螺母、垫圈,往胶轮方向后退即可取出塑料齿轮。这样可减少拆下部分零件,不用触及商标钢印轮和上胶胶轮的相位,减少维修工时,提高了效率。方法选取:经过两种思路的对比选取方法2效果更佳。
四、实施改进

根据以上改进思路,加工键槽至轴端面。齿轮轴键槽改进后必须达到的技术要求:将键槽铣出至轴端面之后,能够腾出空间顺利拆换塑料齿轮。改进后不影响轴的使用寿命和机组正常工作。不影响塑料齿轮的使用寿命。商标纸加速辊传动齿轮的维修工时确实降低。根据以上技术要求对轴进行加工改进设计图纸:
五、结果分析
在对轴进行改进后,通过实验确认其具备相应的技术要求。 在对输送辊的传动齿轮轴进行键槽铣削至轴端面处理后,当进行塑料齿轮的拆换工作时,轴及轴上的零件能够平滑后退,从而腾出足够的空间给前方的齿轮,使其能够从上方间隙取出。减少了拆装零件的时间,降低了维修时间,改进效果明显。
六、验证效果
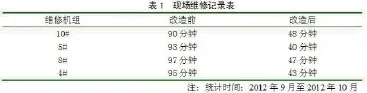
对输送辊的传动齿轮轴进行键槽铣出至轴端面处理后,对各个机台的齿轮拆换维修工作进行了统计记录。
记录如表1:
经过记录测试后可知对传动齿轮的轴进行键槽加工可以有效的降低齿轮拆换时间,保证了设备的运行效率,解决了因拆换齿轮而耗用过长维修时间问题,快速解决因塑料齿轮不确定因素造成的停机故障。大大提高了设备有效作业率,降低了原辅料的消耗和备件消耗。
参考文献:
[1]《ZB45型包装机组》 全国烟草行业统编教材。
[2]《齿轮加工工艺、质量检测与通用标准规范全书》.李昂,王济宁 京:金版电子出版公司,2003.6。
中图分类号:TB486.03
文献标识码:A
文章编号:1671-864X(2016)04-0294-01
