绿色化工技术研究新进展
2016-07-08杨贺勤刘志成谢在库
杨贺勤,刘志成,谢在库
(1中国石油化工股份有限公司上海石油化工研究院,上海 201208;2中国石油化工股份有限公司,北京 100728)
特约评述
绿色化工技术研究新进展
杨贺勤1,刘志成1,谢在库2
(1中国石油化工股份有限公司上海石油化工研究院,上海 201208;2中国石油化工股份有限公司,北京 100728)
摘要:当前,我国化学工业面临资源和环境等方面的重大挑战,绿色化工技术对于环境的保护和经济的发展具有至关重要的作用,是化工行业可持续发展的必然选择。本文指出绿色化程度需用原子经济性、综合能耗以及全生命周期低碳等指标进行衡量,总结了实现绿色化的3个基本途径:低碳化、清洁化和节能化,并从生物质低碳可再生资源的化工利用、绿色反应工艺、高效反应与分离设备、绿色溶剂、低温均相催化、绿色制氢以及CO2利用技术等方面,综述了近年来我国绿色化工技术创新上的主要进展。最后,对我国绿色化工技术发展的未来进行了展望,建议以绿色碳科学理念为基础,应重视直接转化技术、输入端和过程中能量的管理以及输出端CO2的集中转化技术等方面的研究开发。
关键词:绿色化工技术;可持续发展;生物质;二氧化碳;展望
第一作者:杨贺勤(1978—),女,博士;刘志成(1975—),男,博士(共同第一作者)。联系人:谢在库,教授,研究方向为多孔催化材料与石油化工催化。E-mail xzk@sinopec.com。
资源与环境是世界各国经济发展所需共同面对的两大基本问题。对于我国化学工业而言,需要在传统发展的基础上推进绿色创新与发展,以节约和高效利用资源、保护环境为目标,实现绿色、可持续发展。众所周知,绿色化工已被全球列为21世纪实现可持续发展的一项重要战略,是解决资源与能源短缺、缓解环境恶化的重要途径之一,是提高人类生存质量和保障国家绿色发展的核心基础科学与技术,并将产生巨大的经济效益[1]。本文从绿色化工内涵、原料低碳化、过程绿色化、绿色制氢以及CO2利用技术等方面,综述了近年来绿色化工创新技术的重要进展,并对未来进行展望和建议。
1 实现绿色化工的三个基本途径
化学工业的绿色发展是在传统发展模式基础上进行的绿色创新与发展,其内涵是提高能源效率、加强生态环境保护、控制温室气体排放,并从分子水平炼油、原子经济化工、CO2循环等方面促进传统石油化工等化石资源产业转型升级,从而实现绿色化与可持续发展。其绿色化程度需用原子经济性、综合能耗以及全生命周期低碳等指标进行衡量。目前,实现绿色化的3个基本途径是低碳化、清洁化和节能化。
1.1 低碳化
所谓低碳化,是指用无碳、低碳可再生能源或其他新能源来替代高碳的煤炭或石油资源,以及通过CO2的减排和利用,实现整个工艺流程的低碳排放。由于化工产品的生产过程是一个对环境产生影响和作用的过程,因此采取过程低碳、产品低碳和全生命周期低碳的概念来分析生产低碳化,可以从系统宏观的角度出发,综合分析产品与环境的效应以及对社会的影响。
化石资源的低碳化涉及含碳物质从加工、利用、碳固定到碳循环全过程。在过去,石化产业主要以石油与煤炭等高碳资源为原料,而且在含碳物质加工过程中,产生的CO2直接排放到空气中,造成温室效应。未来,石化产业将加大生物质等低碳可再生资源的利用规模,并将生产过程中的CO2经过化学转化或光合作用实现再利用,不仅提高碳资源的利用效率,还减少CO2净排放,见图1。为此,何鸣元等[2-3]提出了绿色碳科学的新理念,希望通过研究碳资源加工、能源利用、碳固定、碳循环整个过程中碳化学键的演变规律和优化相关工业过程,使化石资源利用引起的碳循环失衡降到最低,实现基于碳原子经济性的优化,同时促进碳化学循环,最终实现化石能源的增效减排。相信这一理念将奠定绿色化工发展的科学基础。
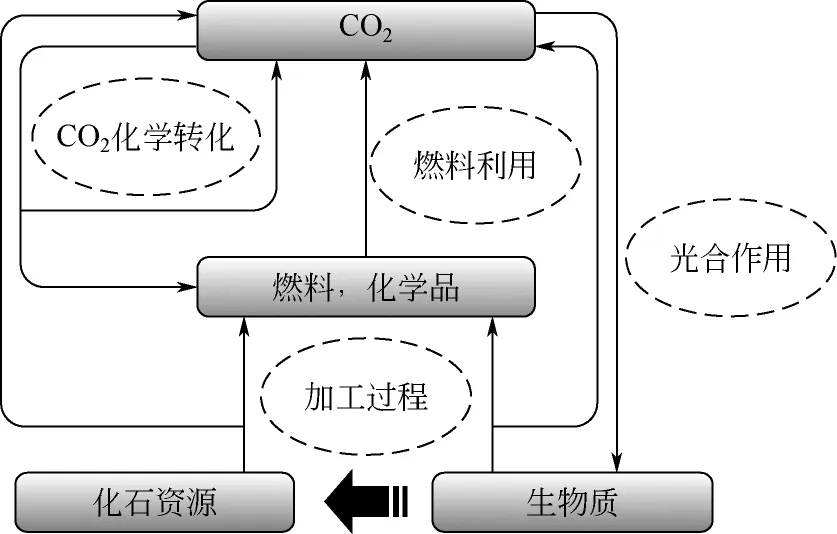
图1 化石资源、生物质和CO2转化利用过程中CO2的产生和循环简图[3]
1.2 清洁化
清洁化是指通过降低原材料的毒性和能源资源的消耗,实现废物减量化、资源化和无害化,从而降低对环境的污染。其中,化学品制造所产生的污染不仅来源于原料和产品,更多是源自其制造过程中使用的有机溶剂。大量挥发性溶剂的使用,有的会引起地面臭氧的形成,有的会引起水源污染,因此,改进传统的溶剂、选择对环境无害的溶剂以及开发无溶剂反应是绿色化学的重要研究领域。目前,超临界流体、离子液体以及水作为反应介质在化学合成领域引起广泛关注。例如具有蒸气压低、不挥发等特性的离子液体,基于对有机金属化合物较好的溶解性,被广泛应用在过渡金属催化的液-液两相加氢、氧化、Heck反应等反应中,并取得了令人鼓舞的进展[4-5]。
1.3 节能化
节能化是指加强用能管理,采用技术上可行、经济上合理以及环境和社会可以承受的措施,减少从能源生产到消费各个环节中的能源损失和浪费,更加有效、合理地利用能源。一方面,采用高效节能设备(如高效分馏塔、换热器、空冷器、泵、压缩机、加热炉等)可产生直接明显的节能效果[6];另一方面,以节能、降耗、环保、集约化为目标的化工过程强化技术,是可望解决化学工业“高能耗、高污染和高物耗”问题的最有效技术手段之一。采用超重力、膜过程耦合、微化工、磁稳定床、等离子体、微波辐射技术等过程强化技术,开发出新型、高效的生产工艺,或对传统工艺改造和升级,可使化工过程的能耗、物耗和废物排放大幅减少[7]。
2 绿色化工技术进展
化工生产涉及原料、过程和产品等多个方面,下面着重从原料低碳化、过程绿色化、绿色制氢及CO2利用技术等几个方面,综述我国近年来绿色化工技术的主要研究进展。
2.1 原料低碳化
随着化石资源的减少,有关可再生生物质碳资源的转化利用引起全球的广泛关注,目前生物质能已经成为世界各国转变能源结构的重要战略措施,许多新兴生物质能技术正处于研发示范阶段,可望在未来10~20年内逐步实现工业化应用。我国的生物质能技术的开发和利用正快速发展[8]。
闵恩泽先生[9]是中国生物质能领域的倡导者和奠基者,提出要大力发展生物质能等可再生能源。近年来,杜泽学等[10]利用近/超临界甲醇醇解技术,成功开发了以地沟油、酸化油、餐饮废油等废弃油脂、动物脂肪和林木油脂等为原料的生物柴油新技术——SRCA生物柴油绿色工艺。中国石化集团公司(简称中国石化)开展了生物航空煤油的制备技术研究,开发了餐饮废油和微藻加工生产生物航油的技术。2013年4月,自主研发的1号生物航煤首次试飞成功[11]。相较于传统航煤,生物航煤可实现减排CO250%以上,无需对发动机进行改装,环保优势明显。国内外一些研究者提出了基于催化加氢过程的生物柴油合成技术路线,动植物油脂通过加氢脱氧、异构化等反应得到类似柴油组分的直链烷烃,形成了第二代生物柴油制备技术[12]。亓荣彬等[13]提出并开发了以生物油脂与石油馏分油为原料、集成加氢精制或加氢裂化过程制备生物柴油的工艺;姚志龙[14]开展了生物柴油脂肪酸甲酯的加氢技术研究工作,发明了一种超临界溶剂,大大降低反应压力和氢气对脂肪酸甲酯的进料比,转化率和选择性均超过99%;ZHOU[15]开发了植物油加氢脱氧制备生物柴油的工艺。
生物资源制乙烯是以大宗生物质为原料,通过微生物发酵得到乙醇,再在催化剂作用下脱水生成乙烯[16-17]。2004年底,我国年产1.7万吨的生物乙烯装置在安徽丰原集团成功投产,2006年四川维尼纶厂新建了6000吨/年生产装置,2008年山西维尼纶厂应用中国石化的成套工艺也建成了6000吨/年的乙醇制乙烯产业化装置。
以粮、糖、油类农作物为原料制取生物乙醇或生物柴油等已进入商业化早期阶段,相对于传统的石油生产汽油和柴油,生物质原料生产生物乙醇或生物柴油的生产过程更为节能、绿色,生产同样热值(1MJ)的生物乙醇所需要的石油能量输入量仅为汽油的5%~20%[18]。不同生物质原料生产乙醇的温室气体排放量也有很大差别,纤维素乙醇的总温室气体排放量比谷物乙醇的排放量低得多(相对值分别为11和81,而产生同样热值的汽油其相对温室气体排放为94,如图2所示)。因此,从长远看,应发展能耗更低、CO2排放更少的纤维素乙醇技术。

图2 生物质生产乙醇的能量输入和室温气体排放等全流程分析及与传统汽油生产过程的对比[18]
纤维素转化是生物质利用的重要方向,主要包括气化制合成气、液化或热裂解制燃料和裂解油、水解为葡萄糖或木质素后再转化制乙醇或芳烃等。纤维素大分子中具有C-O、C-C、C-H、O-H等多种化学键,其选择性断键生成特定化学品是生物质催化领域的挑战。Anellotech公司开发了生物质热解生产芳烃技术[19];Virent公司开发了以生物质“液相重整”制二甲苯为核心的生产技术[20]。张涛等[21-22]研究开发了Ni-W2C/AC双功能催化剂,可一步转化纤维素为乙二醇,且收率可达50%~74%。刘海超等[23-24]发明了选择氢解、近临界水条件下水解耦合加氢等纤维素绿色解聚转化为多元醇的新方法,发展了从纤维素直接选择性合成丙二醇、甘油催化氧化合成乳酸等生物质化学品合成的新途径,其催化剂WO3-Ru/C能实现糖分子中的C—C键的选择性断裂。王野等[25]发现Pb(Ⅱ)可高效催化纤维素直接转化制乳酸,使用微晶纤维素时乳酸收率达60%以上,该催化体系还可将未经纯化的甘蔗渣、茅草和麸皮等直接转化为乳酸。
木质素是仅次于纤维素的第二大可再生资源,在制浆造纸过程被溶解出来的木质素,是造纸黑液的主要成分。一直以来,对碱木质素进行改性并实现造纸黑液的资源化高效利用是一个世界级的难题。针对这个难题,邱学青等[26-28]发明并优化了“黑液全组分利用”工艺,在国内外首次直接以“黑液”为原料,成功制备了高性能工业表面活性剂系列产品;采用接枝磺化新技术,制备了同时具有高磺化度及高分子量的木质素两亲聚合物;建立了直接以造纸黑液为原料制备三类木质素高效分散剂的新技术路线,并成功用作混凝土高效减水剂、水煤浆分散剂和农药分散剂等,开辟了一条将造纸废液作为化工原料制备精细化学品的资源化高效利用的新途径。
生物质催化转化制备液态烷烃通常经过多步骤,并且在高温、高压下进行,这既会导致C—C键断裂,产生低值的甲烷和CO2,使液态烷烃的收率降低,又会导致催化剂失活。最近,XIA等[29]发明了具有选择性断裂C—O键功能的Pd/NbOPO4催化剂,使得呋喃类化合物的衍生物在温和的条件下直接催化转化为液态烷烃,液态烷烃收率高达90%,催化剂寿命达250h,其中NbOx起到了选择性断裂C—O键的作用。
2.2 过程绿色化
2.2.1 绿色反应工艺路线
化工过程的绿色化,就是要利用全新的化工技术,符合原子经济性的工艺路线、热量利用的耦合工艺和反应过程强化技术,在分子水平炼油、原子经济化工、CO2减排等关键问题上寻求突破,并在源头上减少或消除有害废物的产生,减少副产物的排放,最终实现零排放。
在选择氧化制备含氧化合物方面,有许多典型绿色化工案例。中国石化石油化工科学研究院宗保宁等[30]开发的己内酰胺绿色生产技术,通过单釜连续淤浆床与钛硅分子筛集成用于环己酮氨肟化合成环己酮肟;非晶态合金催化剂与磁稳定床集成用于己内酰胺加氢精制。工业实施后,使装置投资下降70%、生产成本下降10%、原子利用率由60%提高到90%以上,三废排放是国外引进技术的1/200,产生了重大经济效益和社会效益。己内酰胺绿色生产技术的开发,践行了绿色化学的理念,是绿色化学的成功范例。中国石化上海石油化工研究院高焕新等[31]开发了过氧化氢异丙苯(CHP)法环氧丙烷绿色生产工艺,它以含钛介孔HMS分子筛为催化剂、以CHP为氧化剂,其中异丙苯可循环利用,有效解决了环境污染问题。中国科学院大连化学物理研究所(简称中科院大连化物所)高爽等[32]开发了以双氧水为氧源、Q3[PW4O16]类磷钨杂多酸盐为反应控制相转移催化剂的绿色反应工艺,该催化剂可循环使用,双氧水反应后生成水,无污染,目前已完成中试。华东理工大学[33]成功开发了以双氧水为氧化剂、TS-1钛硅分子筛为催化剂的环境友好HPPO工艺技术,现已完成千吨级工业试验。中国石化石油化工科学研究院[34]成功开发了TS-1分子筛为催化剂的HPPO工艺,并完成了10万吨/年规模的工业试验。丁烷部分氧化可以实现100%碳转化为马来酸酐,是一种绿色反应过程,其绿色化的实现是基于循环流化床反应器(图3),该反应器可以使得丁烷在提升管中与钒磷混合氧化物催化剂接触,发生部分氧化生成马来酸酐;产品经分离后,被还原的催化剂在流化床中重新氧化再循环利用。循环流化床反应器的利用克服了传统管式填料反应器中催化剂选择性和活性低的缺点,从而达到绿色化的要求[35]。
在重油加工及清洁油品方面,随着国家对汽柴油标准要求的提高,清洁油品生产成为当务之急。由于异丁烷与C4烯烃在酸性催化剂存在下合成的烷基化油具有辛烷值高、抗爆性能好、不含烯烃和芳烃、硫含量低以及蒸汽压低等特点,是理想的汽油调合组分。但传统的液体酸烷基化技术存在产品质量低、酸耗高、废酸再生和处理难等问题。徐春明等[36-37]近年来开发了环保、高效的复合离子液体催化剂[Et3NH]+[AlCuCl5]−等,创新了异丁烷与丁烯烷基化制汽油工艺,并完成了10万吨/年工业试验。ABB Lummus Global和Akzo Nobel等公司合作开发了Alkyclean工艺,采用环境友好的固体酸沸石催化剂,该工艺已在芬兰Fortum油气公司的Porvoo炼油厂成功进行了两年的工业示范[38]。李大东等[39]采用渣油加氢处理(RHT)与渣油催化裂化(RFCC)组合工艺,提出了RHT-RFCC双向组合技术(RICP)。通过加工渣油生产清洁的车用燃料,实现了“零废渣”排放,并已成功工业应用。
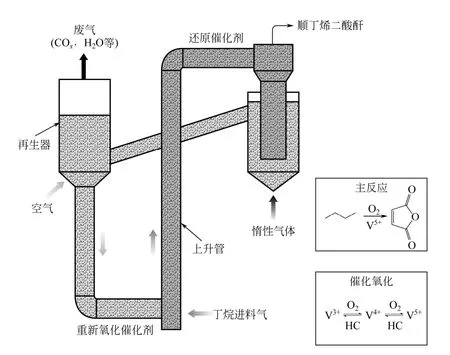
图3 丁烷部分氧化循环流化床反应器工艺示意图[35]
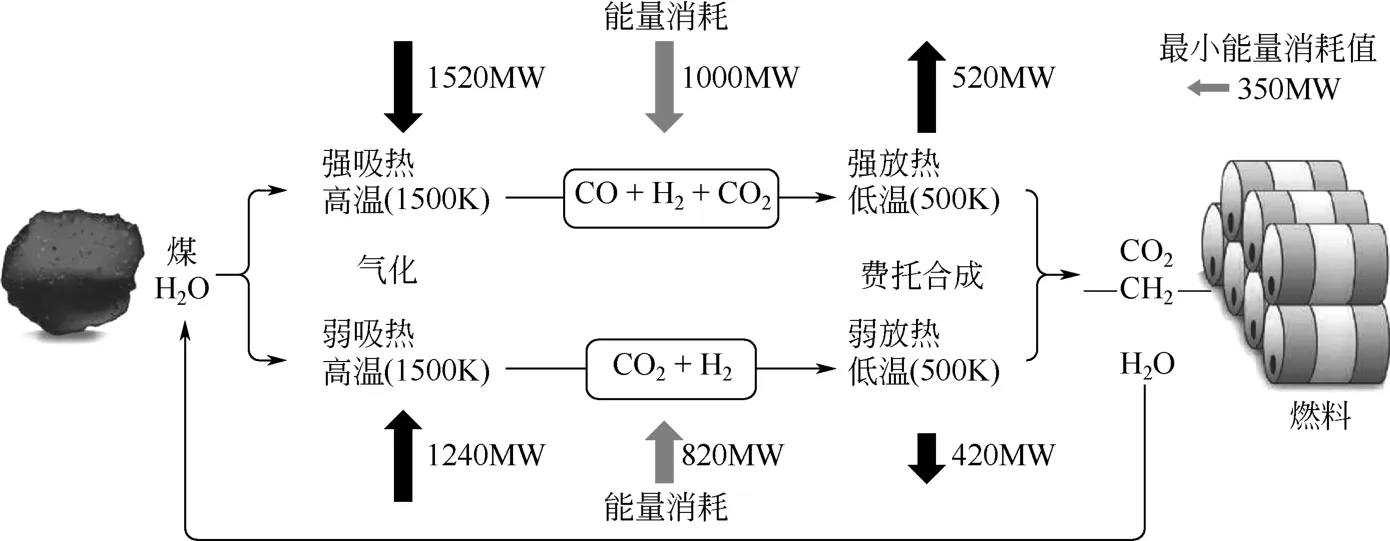
图4 基于CO2利用和可再生氢的煤制油绿色费托合成新路线及其能耗分析[40]
在费托合成方面,通过多种过程的绿色化可实现节能减排。传统的煤制油路线有高温热裂解、直接液化、间接液化等,其中间接液化有费托合成等工艺。费托合成已实现了大规模工业应用,但其能耗高、CO2排放量大、整个工艺过程低效,尤其是气化过程,反应器供热耗能是反应所需最小能量的3倍以上。为了降低费托合成工艺的能耗,有学者提出一种新路线[40],即煤和水气化反应生成CO2和H2,而不是传统的CO和H2,然后CO2和H2通过水气变换反应生成CO和H2O,再制成液体燃料,即3C+6H2O—→3CO2+6H2—→2(—CH2—)+4H2O+ CO2,如图4所示,其中CO2气化过程的能耗比以往气化工艺过程降低20%;若考虑全流程,能耗降低更多。此外,如果氢来自于核能、太阳能或风能,则整个费托合成工艺的能耗将进一步降低。李永旺等[41-44]将理论计算、过程工艺模拟和实验紧密结合,研究了费托合成反应条件下铁基催化剂物相和微观结构的转变过程,特别是预处理条件和关键助剂对催化剂活性相结构和表面结构的调变作用,获得了对CO解离、甲烷生成、碳链增长关键科学问题的新认识,以此为基础,开发出独特的高温浆态床费托合成(260~280℃)催化剂及成套工艺技术,并实现10万吨/年工业应用。该工艺有效平衡了全系统的热量,克服了低温浆态床工艺的低品位蒸汽难以高效利用的缺点,从而提升煤间接液化过程的整体能量利用效率。王野等[45-46]通过构建催化裂解和异构化双功能催化剂,突破了产物ASF分布限,提高了汽、柴油产品的选择性,解决了费托合成过程的另一难点——产物选择性的调控。
在合成气制含氧化合物方面,合成气制乙二醇是具有原子经济性的绿色反应路线,近年来国内在这方面的技术开发进展较快,中国科学院福建物理结构研究所[47-48]开发了负载型Cu-Cr等催化剂和气相催化合成草酸酯连续工艺,先后完成了“CO气相催化合成草酸酯和草酸酯加氢制乙二醇”的300t级中试装置和万吨级示范装置试验,并已在内蒙古通辽等建成工业化装置[49]。中国石化上海石油化工研究院[50]开发了CO偶联制草酸二甲酯的催化剂和加氢催化剂,并通过偶联反应工艺、NO氧化酯化工艺及其匹配性的研究,形成了合成气制乙二醇成套技术,建成1000吨/年合成气制乙二醇中试装置,近年建成了20万吨/年工业装置。
在天然气化工利用方面,直接转化是实现过程绿色的新方向。目前工业上主要采用间接法进行:即首先在高温条件下天然气中的甲烷分子与氧气、CO2或水蒸气重整反应得到合成气;随后,或采用费托(F-T合成)方法,在特定的催化剂上将合成气转化为高碳的烃类分子;或先由合成气制备甲醇,再经微孔分子筛催化剂脱水,生产烯烃和其他化学品,这类传统的甲烷间接法转化路线较长、投资和消耗高、总碳的利用率低、CO2排放量大。而甲烷直接转化技术路线短、能效高、过程低碳,是未来的发展方向,其难点是甲烷的选择活化和定向转化以及催化剂积炭失活等,它是一个世界性难题,长期以来一直是国内外科学家研究的热点。最近,包信和等[51]在甲烷高效直接转化研究上取得了重大突破,制备了单中心低价铁原子镶嵌在氧化硅或碳化硅晶格的催化剂,高温下甲烷分子经自由基偶联反应直接生成乙烯和其他高碳芳烃分子(如苯和萘等),产物的碳原子利用效率接近100%。这预示着通过催化技术的革新,甲烷高效直接转化是有希望实现工业应用的。
2.2.2 高效反应与分离设备
采用高效反应或分离设备是实现过程节能、低碳的重要手段。例如氯碱制备技术,通过离子膜法生产技术取代隔膜法制备氯碱,能够降低电耗。如果我国的100万吨隔膜法制碱改造为离子膜法制碱,综合能耗可节约标煤412万吨。还有烧碱中的整流技术,液体烧碱蒸发技术用三效逆流改造为三效顺流,可更充分合理地利用加热蒸汽的热量,生产1t烧碱可节省蒸汽1t。裂解炉的燃料消耗约占乙烯综合能耗的85%~90%。利用乙烯装置富裕低压蒸汽、中压凝液、急冷水、锅炉排污等余热,预热裂解炉的燃烧空气,可提高燃烧空气的温度,以降低燃料消耗[52]。中国石化齐鲁石化公司的试验数据表明,加装空气预热器后,1台裂解炉减少燃料消耗近100kg/h,全所可降低燃料消耗(标油)1万余吨工业上分离对二甲苯(PX)的主要方法有结晶分离法和吸附分离法两种,由于结晶分离能耗低、产品纯度高、生产设备简单等优点而被应用于工业生产[53-54];随着膜分离技术的发展,研究人员开发出具有选择渗透性能的MFI型沸石分离膜,并用于二甲苯分离过程[55],具有低能耗、低污染等优点。
膜分离与反应耦合技术近年来发展很快,已在化工领域得到了应用。近年来,徐南平等[56]开发出用沉淀反应与无机膜分离耦合的盐水精制新技术,解决了传统盐水精制工艺存在工艺流程长、生产不稳定等问题。另外,他们还将反应-膜分离耦合技术用于钛硅分子筛催化环己酮氨肟化制环己酮肟的生产,有效地解决了催化剂的循环利用问题,缩短了工艺流程,实现了生产过程的连续化[57]。李卫星等[58]基于反应-膜分离耦合技术开发出乳酸生产新工艺,他们采用蒸汽渗透的形式将乳酸乙酯水解过程中生成的乙醇及时移走,促进了反应平衡移动,大大提高了转化率。甲烷芳构化是催化工作者长期致力研究开发的一项世界性难题。早期研究主要集中在开发高活性、高稳定性的催化剂,其中具有脱氢-酸催化双功能特性的Mo/HZSM-5分子筛受到了广泛关注[59]。最近,江河清等[60]在透氧膜反应器中尝试进行了有氧甲烷芳构化反应。由于反应器采用了钙钛矿型透氧膜,使氧气可以从空气侧转移到透氧膜另一侧,并与甲烷芳构化所生成的氢气反应产生水,从而打破化学平衡,提高甲烷转化率。此外,通过使用该透氧膜,反应器可以将氮气保留在空气侧,避免其进入甲烷-芳烃体系中。研究还发现,由于氧气和水蒸气的存在,显著改善了催化剂Mo/ZSM-5的积炭失活问题,延长了催化剂的使用寿命。在无氧芳构化方面,金中豪等[61]制备了核壳型Mo/HZSM-5@Silicalite-1分子筛催化剂,其活性中心钼物种分布于分子筛微孔内,而其核壳型结构不仅抑制了催化剂的积炭行为,还大大提高了反应对芳烃的选择性。
超重力旋转填充床反应器技术可有效地解决微观分子混合和传递限制导致的反应与分离过程效率低下的问题。近年来,陈建峰等[62]将超重力技术成功应用于(二苯基甲烷二异氰酸酯)MDI、次氯酸以及纳米碳酸钙、纳米药物、丁基橡胶等化工和材料领域产品的制备或生产中,有效解决了高能耗、高污染、高物耗等问题。
磁稳定床是磁流化床的特殊形式,兼有固定床和流化床的许多优点[63]。慕旭宏等[64-65]以镍系非晶态合金催化剂和铁粉混合颗粒为固相,将气液固三相磁稳定床用于重整轻馏分油加氢生产新配方汽油组分及重整油烯烃选择性加氢过程;此外,他们还实现了磁稳定床应用于己内酰胺加氢精制过程,取得了突破性进展。
微化工系统是通过精密加工制造出的带有通道、筛孔及沟槽等微结构的反应、混合、换热、分离装置,它可促成微米尺度分散的单相或多相体系的强化反应和分离过程[66]。清华大学骆广生等[67]开发的微分散设备内制备纳米碳酸钙技术实现了工业化应用,达到了万吨级的年生产规模。中科院大连化物所[7,68]开发了集混合、反应、换热于一体的年处理能力达8万吨的微化工系统,已用于磷酸二氢铵工业生产。
此外,光催化、微波、等离子体等反应技术目前也是绿色化工技术的前沿热点。例如,甲烷部分氧化制甲醇过程大多在高温、高压条件下进行,且甲醇的选择性较低,采用光催化氧化法将甲烷直接转化为甲醇,该过程不需要氧气,避免了深度氧化,并且有效利用丰富廉价的水和太阳能资源,这将是研究甲烷合成甲醇的重要方向之一[69-72]。HUANG等[73]研究了在微波等离子体反应器中用氧部分氧化甲烷制甲醇的工艺,结果表明控制自由基反应进行的程度是在等离子体反应器中选择性转化甲烷的关键,并设计了不同的反应器控制自由基的反应。INDARTO等[74]在微波等离子体反应器中,以Cu-Zn-Al为催化剂,研究了添加He时CH4和O2直接合成甲醇的反应,结果发现,Cu-Zn-Al催化剂在等离子体系统中具有良好的定向合成甲醇的催化性能,甲醇的选择性可达27.4%。CHEN等[75-76]研究并构建了应用于甲烷直接转化合成甲醇的一段式和两段式两种等离子体催化体系,然后设计制备了适用于每种体系的催化剂,通过比较两种体系的反应效率和稳定性,发现催化剂在两段式体系中的稳定性大大高于一段式体系。
2.2.3 绿色溶剂
传统化学化工过程使用大量有毒有害的挥发性溶剂,造成了严重的污染和浪费。绿色溶剂的有效利用不仅可减少环境污染,同时利用其特性还可以优化和强化许多化学化工过程,减少能源和资源消耗,并且可以实现一些传统条件下难以实现或无法进行的化学过程。因此,为了从源头上消除污染和安全隐患、节省资源,很多学者在以CO2、H2O和离子液体为代表的绿色溶剂替代有害溶剂的性质研究和有效利用方面开展了大量工作。韩布兴等对超临界流体、离子液体等绿色溶剂体系进行了深入系统的研究,实现了超临界水中生物质的加氢[24,77-78]、氧化[79-80]以及脱水[81-82]等生物质化合物的转化,反应如图5所示。与传统的溶剂相比,超(近)临界水中的反应选择性高且几乎不产生污染。此外,该课题组以离子液体为介质和催化剂,促进了多种清洁高效化学反应[83]。例如2-唑啉酮类化合物的合成是以[DBUH][MIm]离子液体为介质和催化剂,通过CO2和炔丙胺在温和的条件下合成而得。该反应效率高,且反应中的[DBUH][MIm]离子液体不仅可以回收,还可以重复利用,避免了金属离子的应用。α-亚甲基环状碳酸酯可以由CO2与炔醇在离子液体1-乙基-3-甲基咪唑二乙基磷酸酯([EMIM][(EtO)2PO2])的催化作用下制备,α-亚甲基环状碳酸酯的产率为97%。离子液体在反应中起到了溶剂和碱的双重作用,且多次重复利用活性仅略有下降[84]。
2.2.4 低温均相催化
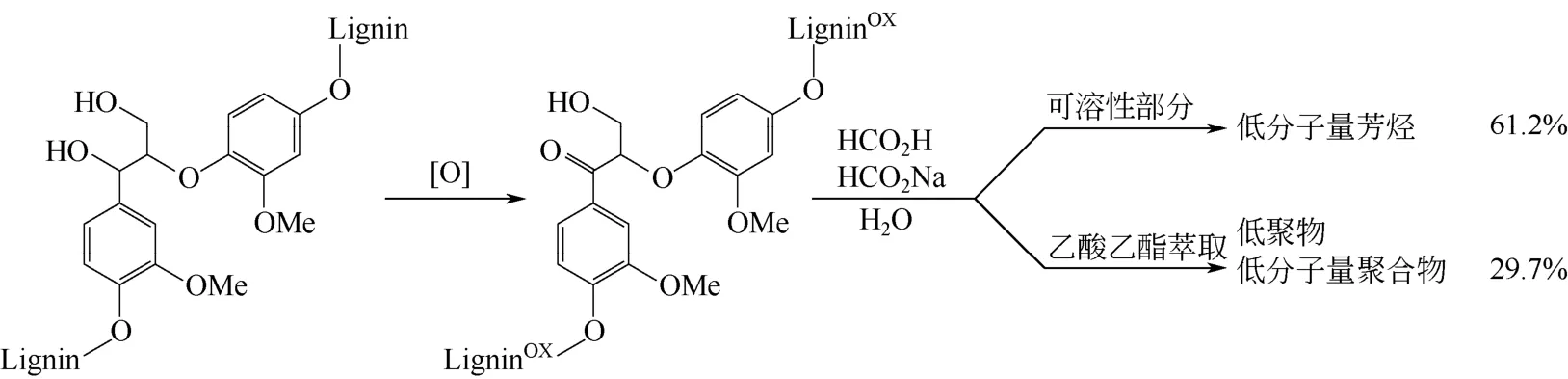
图5 超临界水中生物质的氧化[80]
相较于多相催化而言,均相催化具有反应条件温和(温度、压力均较低)、副反应少、易于控制等优点,因此低温均相催化是实现化工过程低能耗的重要途径。
烯烃是重要的合成原料和中间体,由烷烃脱氢制烯烃是重要的多相工业催化过程,但生产过程中条件苛刻、能量消耗大、产品选择性差。均相烷烃脱氢催化剂的开发为烷烃脱氢制烯烃工艺的绿色化提供了新机遇[85]。黄正等[86]在设计和合成用于有机转化的金属催化剂方面进行了深入研究,开发了用于烷烃和杂环化合物脱氢的均相铱催化剂,反应如图6所示。与传统脱氢催化剂相比,该均相催化剂不但反应条件温和,而且具有较高的脱氢活性和动力学选择性。
CO2加氢制甲醇是CO2资源化利用的重要课题之一。由于CO2的惰性,原有采用多相催化剂的催化氢化过程通常需要在苛刻的压力(50~100atm)和较高的温度(250~300℃)条件下进行。丁奎岭等[87]采用金属有机均相催化方法,先将CO2与环氧乙烷作用能够较容易地得到碳酸乙烯酯,然后以PNP Ru(Ⅱ) 螯合型的钌配合物为均相催化剂,在低于140℃和50atm下将碳酸乙烯酯还原获得甲醇和乙二醇[87],实现了在温和条件下从CO2到甲醇的间接化学转化(图7)。最近,他们还以pincer型钌络合物为催化剂,成功开发了以CO2、氢气与有机伯胺或者仲胺为原料,高效合成甲酰胺类化合物的方法[88]。该方法具有反应条件较温和、催化效率高、选择性好以及底物适用范围广等优点。尤其是在N,N-二甲基甲酰胺(DMF)的合成中,催化剂可经12次循环使用,其催化活性仍基本保持不变,显示了该催化体系优异的催化性能及良好的应用前景。
2.3 绿色制氢
氢是典型的绿色化工产品。氢能作为一种具有发展前途的清洁能源[89],通过化石资源、生物质和水等制氢原料碳氢键或氢氧键的化学键断裂反应制取(图8)[90]。然而烃类重整制氢和煤气化制氢等有氧工艺是典型的高排放过程,且无法满足氢能体系对高纯燃料用氢的直接制备要求。相对于有氧工艺,高温裂解和脱氢芳构化等无氧工艺通过提高甲烷碳氢键断裂后含碳产物的不饱和度,能将甲烷转化为具有经济价值的碳单质或芳烃产物,是原子经济性的集中体现,且高度绿色化的转化过程符合“低碳制氢”要求[61]。此外,传统工艺的反应耦合与过程强化也可以有效促进“碳化学循环”,提高制氢过程的绿色化程度。近年来,化学链重整(简写为CLR)制氢过程备受关注,该工艺主要是由氧化反应器和还原反应器组成(图9),在一定的温度下,氧载体首先在氧化反应器中与水进行氧化反应,分离出H2,携氧的氧载体进入还原反应器内,释放出氧物种与燃料进行还原反应,氧载体中金属氧化物被还原为低价态,再进入到氧化反应器循环使用[91]。化学链重整制氢技术反应体系简单,过程容易控制,易于实现工业化。
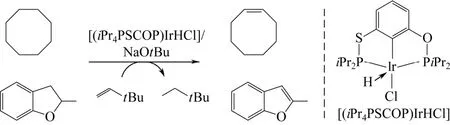
图6 采用铱金属有机均相催化剂实现烷烃脱氢制烯烃[87]
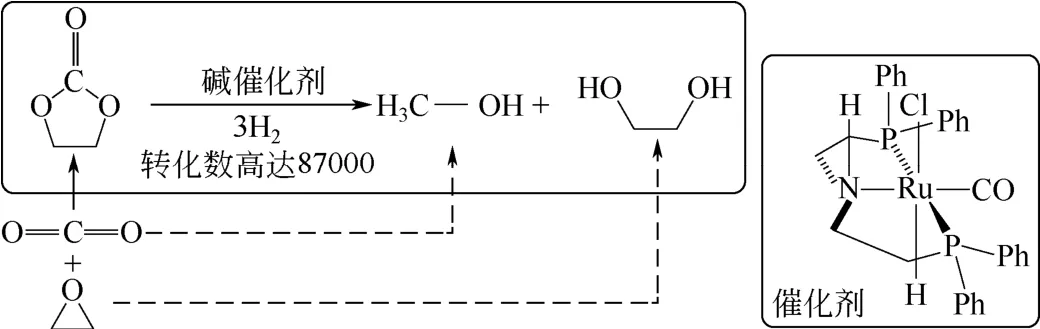
图7 采用钌金属有机均相催化剂间接实现CO2加氢制甲醇[87]
水资源是地球上最为丰富的含氢物质,其氢氧键断裂分解后只生成氢气和氧气,是生产高纯氢气的理想原料。通过光合作用将太阳能转化为碳水化合物的生物质,作为热解或气化反应的制氢原料,具有CO2中性体特性与可再生性[92]。从制氢原料的角度来看,大力开发水资源与生物质资源制氢工艺,替代低氢碳比的化石资源是促进制氢工艺低碳、可持续的理想方法。此外,通过光催化分解水将太阳能直接储存于氢气是一条长远的技术路线,然而,目前光能转化效率依然较低,需深入研究光催化过程中的光生载流子分离、传输与反应等产氢机理,发展高效的、可见光响应的光催化新材料是取得突破的关键[93-94]。
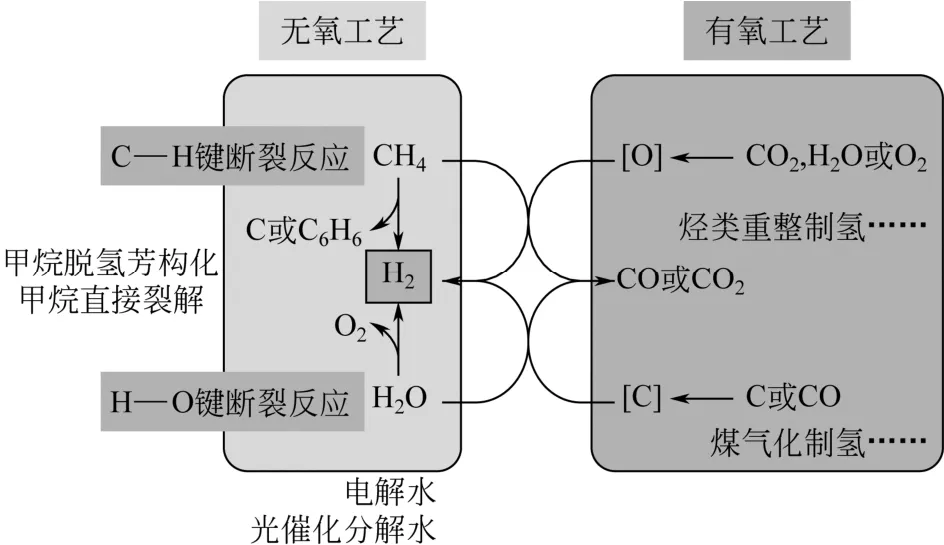
图8 氢能的制备工艺[90]
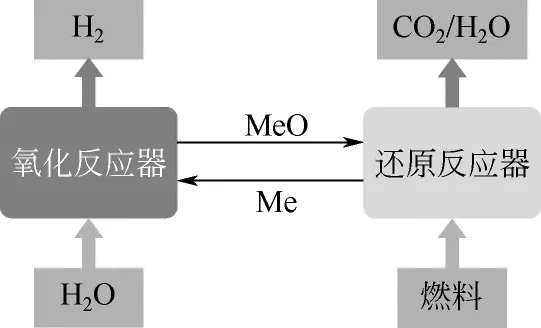
图9 化学链重整制氢技术[91]
2.4 CO2利用技术
低碳减排是绿色化工的核心内容之一,其中CO2的资源化利用是实现其减排的首要途径。目前,研究者主要开展了CO2作为“合成砌块”,用于制备烃类、甲醇、甲酸、醛、醚、酯、丙烯酸、水杨酸等一系列有机化学品及高附加值精细产品。
在CO2与甲烷重整制合成气技术方面,目前国内外均处于中试研究阶段。中国石油大学(华东)开发的介孔纳米二氧化锆作为载体的金属负载催化剂,具有优良催化活性和稳定性,已完成中试。中国科学院上海中科高等研究院[95]和中国石化上海石油化工研究院[96]也正在开展此项技术研究,催化剂寿命超过1000h。
CO2加氢合成甲醇及甲酸也是一条很有意义的有机合成路线。由于它能与氢气互溶,在超临界CO2流体中,CO2生成甲酸的氢化反应具有很高的反应效率。虽然上述研究为进一步实现CO2的高效转化利用提供了一定基础,但是,由于CO2具有很高的标准生成热,结构非常稳定,要实现其在温和条件下的化学转化极具挑战性,其关键在于CO2分子的活化。这就需要将CO2的转化与材料科学、催化理论以及过程工程科学有机结合,探索制备高性能催化剂及其工业化应用技术。
从长远看,CO2光催化转化是从根本上消除CO2的理想途径之一。自然界中,植物可利用太阳能将CO2和水转化为葡萄糖。而科学家们利用新型的太阳能光(电)或光热催化途径,可将CO2转化为一氧化碳、甲烷、甲醇、甲酸和甲醛等燃料或化学品,但主要问题是太阳能的转换效率不高。李灿等[97]在CO2的光热、光电和光催化转化方面做了大量的基础研究工作,取得了重要进展,最近他们研究发现,选用合适的助催化剂可大大降低还原所需的过电位,提高光电化学转化效率。
3 绿色化工技术展望
绿色化工技术是化学工业可持续发展的一种新策略,绿色碳科学理念是其基础,作为新兴的前沿学科,必将成为21世纪化学工业技术发展的主流之一。对于未来绿色化工技术的发展,建议应重视以下几个方面的研究开发。
(1)重视直接转化技术,提高合成步骤的“原子经济”性。从绿色角度来看,很多传统有机合成需要两步,甚至三步反应才能完成,将多步反应改成一步的原子经济反应,实现直接转化技术,是科学工作者追求的永恒主题。例如环氧丙烷的生产,传统上主要采用两步反应的氯醇法,开发钛硅分子筛后,可以实现催化氧化丙烯制环氧丙烷的原子经济新方法。当然,要用单一的反应来实现原子经济性仍十分困难,甚至是不可能的,但可以充分利用相关化学反应的集成,即把一个反应排出的废物作为另一个反应的原料,从而实现封闭循环,实现化工生产的零排放。
(2)重视输入端能量和过程中能量的管理,开发碳循环全过程中能量消耗最低技术。通过开发节能减排的新型工艺和技术,替代能耗高、CO2排放量大的传统技术,合理利用太阳能、氢能和热能,减少过程中的碳排放。
(3)重视开发输出端CO2的集中转化技术。通过开发高效的催化材料,解决高效活化、定向转化CO2等关键科学问题,促进光催化以及电化学方法等再生能源技术在CO2反应中的应用,以追求系统排放的CO2最小。
总之,针对化学工业的新发展、新要求、新挑战,需要大力发展原子经济性高、综合能耗低、全生命周期低碳的绿色化工技术。应该相信,随着我国化工科技水平的持续提高,绿色、高效的化学工艺技术将逐渐实现工业应用,绿色化工技术的进步将为我国能源化工的可持续发展以及环境保护起到至关重要的作用。
参 考 文 献
[1] FUJII H. Decomposition analysis of green chemical technology inventions from 1971 to 2010 in Japan[J]. Journal of Cleaner Production,2016,112:4835-4843.
[2] 何鸣元,孙予罕. 绿色碳科学——化石能源增效减排的科学基础[J]. 中国科学(化学),2011,41:925-932.
[3] HE M Y,SUN Y H,HAN B X. Green carbon science: scientific basis for integrating carbon resource processing,utilization,and recycling[J]. Angew. Chem. Int. Ed.,2013,52:9620-9633.
[4] HALLETT J P,WELTON T. Room-temperature ionic liquids:solvents for synthesis and catalysis[J]. Chem. Rev.,2011,111:3508-3576.
[5] 徐兆瑜. 离子液体在化学反应中的应用新进展[J]. 乙醛醋酸化工,2015,178(6):20-28.
[6] 李红宝. 化工节能技术及节能设备发展前景[J]. 山西化工,2010,30(6): 56-59.
[7] 孙宏伟,陈建峰. 我国化工过程强化技术理论与应用研究进展[J].化工进展,2011,30(1):1-15.
[8] 吴创之,周肇秋,阴秀丽,等. 我国生物质能源发展现状与思考[J]. 农业机械学报,2009,40(1):91-99.
[9] 闵恩泽,张利雄. 生物质炼油化工产业分析报告[M]. 北京:科学出版社,2013.
[10] 杜泽学,刘晓欣,江雨生,等. 近/超临界甲醇醇解油脂生产生物柴油工艺的中试[J]. 石油化工,2014,11(11):1296-1304.
[11] 国产首例地沟油所炼,生物航油成功试飞[EB/OL] http://it.sohu.com/20130424/n373883243.shtml.
[12] STUMBORG M,WONG A ,HOGAN E. Hydroprocessed vegetable oils for diesel fuel improvement[J]. Bioresource Technology,1996 ,56 (1):13-18.
[13] 亓荣彬,王玉军,朴香兰. 一种集成加氢制备生物柴油的方法:101029245[P] . 2007-09-05.
[14] 姚志龙. 脂肪酸甲酯超临界加氢制备脂肪醇新工艺研究[D]. 北京:中国石化石油化工科学研究院,2008.
[15] ZHOU J X. Development and future of full green chemical industry[J]. Chemical Engineering Design,2010,20(1):3-7.
[16] OWENS G S,ABU-OMAR M M. A tetraazaporphyrin with an intense,broad near-IR band[J].Chemistry Communication,2001 (2):165-166.
[17] MADEIRA L R,VAN R F,SEDDON K R. Lipase-catalyzed reactions in ionic liquids[J].Organic Letter,2000,2:4189-4191.
[18] FARRELL A E,PLEVIN R J,TURNER B T,et al. Ethanol can contribute to energy and environmental goals[J]. Science,2006,311:506-508.
[19] HUBER GEORGE W, CHENG Y T. Catalytic pyrolysis of solid biomass and related biofuels,aromatic,and olefin compounds:US20090227823[P] . 2009-09-10.
[20] Virent succeds in producing PX from 100% plant-based sugars[N]. Petro Chemical News,2011-06-18:1.
[21] JI N,ZHANG T,ZHENG M Y,et al. Direct Catalytic conversion of cellulose into ethylene glycol using nickel-promoted tungsten carbide catalysts[J]. Angew. Chem. Int. Ed.,2008 ,47(44):8510-8513.
[22] WANG A Q ,ZHANG T. One-pot conversion of cellulose to ethylene glycol with multifunctional tungsten-based catalysts[J]. Acc. Chem. Res.,2013,46(7):1377-1386.
[23] LUO C,WANG S,LIU H C. Cellulose conversion to polyols catalyzed by reversibly-formed acids and supported ruthenium clusters in hot water[J]. Angew. Chem. Int. Ed.,2007,46:7636-7639.
[24] YAN N,ZHAO C,LUO C,et al. One step conversion of cellobiose to C6-alcohols using a ruthenium nanocluster catalyst[J]. J. Am. Chem. Soc.,2006,128:8714-8715.
[25] WANG Y,WANG B,DENG W,et al. Chemical synthesis of lactic acid from cellulose catalysed by lead(II) ions in water[J]. Nature Comm.,2013,4: 2141-2141.
[26] DENG Y H,FENG X J,ZHOU M S,et al. Investigation of aggregation and assembly of alkali lignin using iodine as a probe[J]. Biomacromolecules,2011,12:1116-1125.
[27] OUYANG X P, DENG Y H, QIAN Y, et al. Adsorption characteristics of lignosulfonates in salt-free and salt-added aqueous solutions[J]. Biomacromolecules,2011,12(9):3313-3320.
[28] QIU X Q,ZHOU M S,YANG D J,et al. Evaluation of sulphonated acetone-formaldehyde (SAF) used in coal water slurries prepared from different coals[J]. Fuel,2007,86:1439-1445.
[29] XIA Q N ,CUAN Q,LIU X H,et al. Pd/NbOPO4multifunctional catalyst for the direct production of liquid alkanes from aldol adducts of furans[J]. Angew. Chem. Int. Ed.,2014,53(37):9755–9760.
[30] 孙斌,程时标,孟祥堃,等.己内酰胺绿色生产技术[J]. 中国科学(化学),2014,44(1):40-45.
[31] 金国杰,高焕新,杨洪云,等. 后合成Ti/HMS催化剂的表征及对丙烯的催化环氧化性能研究[J]. 分子催化,2010,24(1):6-11.
[32] 李军,高爽,奚祖威. 反应控制相转移催化研究的进展[J]. 催化学报,2010,31:895-911.
[33] 李奕川,沈本贤,肖卫国,等.千吨级丙烯直接环氧化制环氧丙烷工业试验[J]. 石油炼制与化工,2013,44:8-12.
[34] 姜杰. HPPO法环氧丙烷工业试验装置HAZOP分析项目通过专家审查[J]. 安全、健康和环境,2013,13(8):12
[35] Milorad P. Dudukovic,Frontiers in reactor engineering[J]. Science,2009,325:698-701
[36] Hung C P,Liu Z C,Xu C M,et al. Effects of additives on the p roperties of chloroalum inate ionic liquids catalyst for alkylation of isobutane and butene [ J ]. Appl. Catal. A,2004,277(122):41243.
[37] Cui J,With J D,Klusener P A A,et al. Identification of acidic species in chloroaluminate ionic liquid catalysts[J]. J. Catal.,2014,320:26–32.
[38] 綦振元,李岐东.烷基化工艺的技术特点及发展状况[J]. 化工设计,2015,25(1):6-9.
[39] 贾燕子,杨清河,孙淑玲,等. 渣油加氢处理过程中Mo-V/Al2O3的催化性能及协同效应[J]. 催化学报,2012,33(9):1546-1551.
[40] HILDEBRANDT D,GLASSER D,HAUSBERGER B,et al. Producing transportation fuels with less work[J]. Science,2009,323:1680-1681.
[41] ZHAO S,LIU X W,HUO C F,et al. Surface morphology of Hägg iron carbide (χ-Fe5C2) from ab initio atomistic thermodynamics[J]. J. Catal.,2012,294:47-53.
[42] HUO C F,WU B S,GAO P,et al. The mechanism of potassiumpromoter:enhancing the stability of active surfaces[J]. Angew. Chem. Int. Ed.,2011,50:7403-7406.
[43] DENG L J,HUO C F,LI Y W,et al. Density functional theory study on surface CxHyformation from CO activation on Fe3C(100) [J]. J. Phys. Chem. C,2010,114:21585-21592.
[44] HUO C F,LI Y W,WANG J,et al. Insight into CH4formation in iron-catalyzed Fischer-Tropsch synthesis[J].J. Am. Chem. Soc., 2009,131:14713-14721.
[45] KANG J,ZHANG S,ZHANG Q,et al. Ruthenium nanoparticles supported on carbon nanotubes as efficient catalysts for selective conversion of syngas to diesel fuel[J]. Angew. Chem. Int. Ed.,2009,48:2565-2568.
[46] KANG J,CHENG K,ZHANG L,et al. Mesoporous zeolite-supported ruthenium nanoparticles ashighly selective Fischer-Tropsch catalysts for the production of C5—C11 isoparaffins[J]. Angew. Chem. Int. Ed.,2011,50: 5200-5203.
[47] HUANG Y Y,GUO Y L,WANG Y B. Ethylene glycol electrooxidation on coreeshell PdCuBi nanoparticles fabricated via substitution and self-adsorption processes[J]. Journal of Power Sources,2014,249:9-12.
[48] LIN L,PAN P B,ZHOU Z F,et al. Cu/SiO2catalysts prepared by the sol-gel method for hydrogenation of dimethyl oxalate to ethylene glycol[J]. Chin. J. Catal.,2011,32: 957-969.
[49] 江镇海. 国内外合成气制乙二醇技术进展[J]. 合成技术及应用,2010,25(44):27-30.
[50] 李涛. 国内合成气制乙二醇技术开发现状及思考[J]. 精细化工原料及中间体,2012,12:40-43.
[51] GUO X G ,FANG G Z ,LI G,et al. Direct,nonoxidative conversion of methane to ethylene,aromatics,and hydrogen[J]. Science,2014,344(2):616–619.
[52] 贾广斌,程广慧,蒋明敬,等. 空气预热器技术在齐鲁乙烯装置裂解炉的应用[J]. 齐鲁石油化工,2007,35(3):210-212.
[53] 陈亮,肖剑,谢在库,等.对二甲苯结晶分离技术进展[J].现代化工,2009,29(2):10-11.
[54] BP Corporation North America Inc. Energy efficient process for producing high purity paraxylene:US 6565653[P],2003-05-20.
[55] 洪周,张春,吴再娟,等. 原位法制备MFI型分子筛膜及其渗透性能[J]. 南京工业大学学报,2012,34(6):22-26.
[56] 徐南平,邢卫红. 一种膜过滤精制盐水的方法:200610038868.6[P]. 2009-02-11.
[57] ZHONG Z X,XING W H,LIU X,et al. Fouling and regeneration of ceramic membranes used in recovering titanium silicalite-1 catalysts[J]. Journal of Membrane Science,2007,301:67-75.
[58] LI W X,ZHANG X J,XING W H,et al. Hydrolysis of ethyl lactate coupledbyvaporpermeationusingPDMS/ceramic compositemembrane [J]. Industrial & Engineering Chemistry Research,2010,49(22):11244-11249.
[59] 王迪勇,王金渠,杨建华,等. 蒸气相法ZSM-5 分子筛的合成及其负载的 Mo 催化剂在甲烷芳构化中的应用[J]. Chin. J. Catal.,2012,33:1383-1388.
[60] CAO Z W, JIANG H Q,LUO H X,et al. Natural gas to fuels and chemicals:improved methane aromatization in an oxygen-permeable membrane reactor[J]. Angew. Chem.Int. Ed.,2013,52:13794-13797.
[61] JIN Z H,LIU S,QIN L,et al. Methane dehydroaromatization by Mo-supported MFI-type zeolite with core-shell structure[J]. Appl. Catal. A: Gen.,2013,453:295-301.
[62] ZHAO H,SHAO L,CHEN J F. High-gravity process intensification technology and application[J]. Chemical Engineering Journal,2010,156:588-593.
[63] WEBB C,KANG H K,MOFFAT G,et al. Magnetically stabilized fluidized bed bioreactor:a tool for improved mass transfer in immobilized enzyme systems[J]. Chemical Engineering Journal and Biochemical Engineering Journal,1996,61(3):241-246.
[64] 慕旭宏,闵恩泽,宗保宁. 气液固三相磁稳定流化床的操作状态对反应结果的影响[J]. 化学反应工程与工艺,1997,13(2):198-202.
[65] 孟祥堃,慕旭宏,江雨生,等. 液固磁稳定床流体力学特性[J]. 化工学报,2004,55(1):l34-l37.
[66] 尧超群,乐军,赵玉潮,等. 微通道内气-液弹状流动及传质特性研究进展[J]. 化工学报,2015,66(8):2759-2766.
[67] 骆广生,兰文杰,李少伟,等. 微流控技术制备功能材料的研究进展[J]. 石油化工,2010,39(1):1-6.
[68] 陈光文. 微化工技术研究进展[J]. 现代化工,2007,27(10):8-13.
[69] 陈自力.甲烷液相催化氧化制甲醇的工艺研究[D].西安:西北大学,2008.
[70] 晏丽红.膜催化技术用于甲烷转化反应的研究进展[J].天津化工,2004,18(3):1-4.
[71] 陈希慧,李树本,王永忠,等.MoO3/TiO2和WO3/TiO2光催化分子氧氧化甲烷的活性[J].分子催化,2000,14(4):245-246.
[72] NOCETI R P,TAYLOR C E. Method for the photocatalytic conversion of methane:US5720858[P].,1998-02-24.
[73] CHEN L,ZHANG X W,HUANG L,et al.Post-plasma catalysis for methane partial oxidation to methanol:role of copper-promoted iron oxide catalyst[J].Chemical Engineering&Technology,2010,33(12):2073-2081.
[74] INDARTO A,YANG D R,PALGUNADI J,et al.Partial oxidation of methane with Cu-Zn-Al catalyst in adielectric barrier discharge[J].Chemical Engineering and Processing:Process Intensification,2008,47(5):780-786.
[75] CHEN L,ZHANG X W,HUANG L,et al.Partial oxidation of methane with air for methanol production in a post-plasma[J]. Chemical Engineering and Processing:Process Intensification,2009,48(8):1333-1340.
[76] CHEN L,ZHANG X W,HUANG L,et al.Application of inplasma catalysis and post-plasma catalysis for methane partial oxidation to methanol over a Fe2O3-CuO/γ-Al2O3catalyst[J].Journal of Natural Gas Chemistry,2010,19(6):628-637.
[77] JI N,ZHANG T,ZHENG M Y,et al. Direct catalytic conversion of cellulose into ethylene glycol using nickel-promoted tungsten carbide catalysts[J]. Angew. Chem.Int. Ed.,2008,47:8510-8513.
[78] LIU Y,LUO C,LIU H C. Tungsten trioxide promoted selective conversion of cellulose into propylene glycol and ethylene glycol on a ruthenium catalyst [J]. Angew. Chem. Int. Ed. ,2012,51:3249-3253.
[79] AN D L,YE A H,DENG W P ,et al. Selective conversions of cellobiose and cellulose into gluconic acid in water medium in the presence of oxygen catalyzed by polyoxometalate-supported gold nanoparticles[J]. Chem. Eur.,J,2012,18: 2938-2947.
[80] ALIREZA Rahimi,ARNE Ulbrich,JOSHUA J Coon,et al. Ormic-acid-induced depolymerization of oxidized lignin to aromatics[J]. Nature,2014,515,249-252.
[81] DENG T S,CUI X J,QI Y Q ,et al. Conversion of carbohydrates into 5-hydroxymethylfurfural catalyzed by ZnCl2inwater[J]. Chem Commun,2012,48:5494-5496.
[82] VINIT Choudhary,SAMIR H. Mushrif,CHRISTOPHER Ho,et al. Insights into the interplay of lewis and brønsted acid catalysts in glucose and fructose conversion to 5-(hydroxymethyl)furfural and levulinic acid in aqueous media[J].J. Am. Chem. Soc., 2013,135:3997-4006.
[83] HU J Y,MA J,ZHU Q G,et al. Transformation of atmospheric CO2catalyzed by protic ionic liquids:efficient synthesis of 2-oxazolidinones[J].Angew. Chem. Int. Ed.,2015,54:5399-5403.
[84] 史敬华,宋金良,张斌斌,等. 离子液体中CO2与炔醇在温和条件下高效合成-亚甲基环状碳酸酯[J]. 中国科学(化学),2014,44 (1):146-152.
[85] MATTHIAS W Haenel,STEPHAN Oevers,KLAUS Angermund,et al. Hall thermally stable homogeneous catalysts for alkane dehydrogenation[J]. Angew. Chem. Int. Ed.,2001,40:3596-3600.
[86] YAO W,ZHANG X,JIA X,et al. Selective catalytic transfer dehydrogenation of alkanes and heterocycles by an iridium pincer complex[J].Angew. Chem. Int. Ed.,2014,53:1390-1394.
[87] HAN Z,RONG L,WU J,et al. Catalytic hydrogenation of cyclic carbonates:a practical approach from CO2and epoxides to methanol and diols[J]. Angew. Chem. Int. Ed.,2012,51:13041-13045.
[88] ZHANG L,HAN Z B ,ZHAO X Y ,et al. highly efficient ruthenium-catalyzed N-formylation of amines with H2and CO2[J]. Angew. Chem. Int. Ed., 2015,54:6186-6189.
[89] NAVARRO P M,PENA M A,FIERRO J L G. Hydrogen production reactions from carbon feedstocks: fossil fuels and biomass[J]. Chem. Rev.,2007,107:3952-3991.
[90] 谢在库,金中豪,王仰东. 基于绿色氢科学理念构筑从低碳制氢到高效储氢的氢能体系[J]. 中国科学(化学),2013,43(1):1-9.
[91] FAN L S,ZENG L,LUO S W. Chemical-looping technology platform[J]. AIChE Journal,2015,61:2-22.
[92] U.S. Department of Energy. A prospectus for biological H2production.[EB/OL] http:// www1.eere.energy.gov / hydrogenand fuelcells / production/pdfs/photobiological.pdf.
[93] 温福宇,杨金辉,宗旭,等. 太阳能光催化制氢研究进展[J].化学进展,2009,21:2285-2302.
[94] MAEDA K,DOMEN K. Photocatalytic water splitting:recent progress and future challenges[J]. J. Phys. Chem. Lett.,2010,1:2655-2661.
[95] SUN N N,WEN X,WANG F,et al. Catalytic performance and characterization of Ni-CaO-ZrO2catalysts for dry reforming of methane[J]. Applied Surface Science,2011,257: 9169-9176.
[96] LIU Z C,ZHOU J,CAO K,et al.Highly dispersed nickel loaded on mesoporous silica: one-spot synthesis strategy and high performance as catalysts for methane reforming with carbon dioxide[J]. Applied Catalysis B: Environmental ,2012,125:324-330.
[97] YANG J,WANG D,LI C,et al. Roles of cocatalysts in photocatalysis and photoelectrocatalysis[J]. Acc. Chem. Res.,2013,46:1900-1909.
Review of recent development of green chemical technologies
YANG Heqin1,LIU Zhicheng1,XIE Zaiku2
(1Shanghai Research Institute of Petrochemical Technology,China Petroleum & Chemical Corporation,Shanghai 201208,China;2China Petroleum & Chemical Corporation,Beijing 100728,China)
Abstract:At present,China’s chemical industry is facing big challenges of resources and environment,while green chemical technologies could provide ways to promote the sustainable development of China’s chemical industry. This article proposed that the degree of green chemical technologies can be measured by atomic economy,energy consumption and low carbon of full life cycle. Then,it summarizes three basic ways to realize green chemistry,including low carbonization,clean processes and energy conservation. Moreover,this article reviews the development and application of green chemical technologies in China,involving in the chemical transformation of renewable biomass resources,green chemical process,high efficient reactor or separation equipment,green solvents,homogeneous catalysis used at low reaction temperature,green hydrogen production and utilization of carbon dioxide,etc. Finally,outlook is given,and it is suggested that the green carbon science concept should always be committed,and special attentions could be paid on direct conversion technologies,energy management in the input and intermediate process,and output CO2intensive transformation,etc.
Key words:green chemical technology;the sustainable development;biomass;carbon dioxide;outlook
中图分类号:TQ 021
文献标志码:A
文章编号:1000–6613(2016)06–1575–12
DOI:10.16085/j.issn.1000-6613.2016.06.001
收稿日期:2016-03-07;修改稿日期:2016-03-11。
基金项目:国家自然科学基金“多相反应过程中的介尺度机制及调控”重大研究计划项目(91434102)。
