钛合金对接带板成形工艺研究
2016-07-05谢洪志刘金玲
谢洪志 刘金玲


摘 要:钛合金材料因其优良的性能,在飞机设计中被广泛应用,本文针对某型飞机结构中典型的钛合金带板,对零件的成形难点进行分析,开展精准成形工艺研究与工艺方案设计,采用了数控铣切与热成形相结合的工艺方法,并通过制造数据集协调定位基准一致,保证了零件定位准确度,最终通过调整热成形工艺参数,减少零件成形回弹,实现了钛合金变厚度零件的精确成形。
关键词:钛合金;对接带板;变厚度截面;热成形
大量采用先进钛合金材料及其应用技术,提高钛合金用量,是新一代飞机的显著标志之一,可大幅度提高结构减重效果和安全可靠性。钛合金材料被广泛需求的同时,钛合金的难切削性和常温时的低塑性又极大的限制了零件的结构,尤其是具有复杂曲面变厚度钛合金零件加工起来十分困难,加工成本高、周期长,质量不稳定。
本文通过选取典型的钛合金变厚度带板零件,将钛合金的数控铣切与钣金成形进行有效的结合,摸索出钛合金变厚度零件制造的新工艺,降低了加工成本,缩短了生产周期,且产品质量更为稳定,具有极大的推广应用意义。
1 工艺分析
该零件是典型的钛合金变厚度零件,最大厚度7.0mm,最小厚度3.5mm,零件外形为双曲度弧面,具有机加成形与钣金成形的双重特征,就成形方法而言,可以采用数控铣切成形法、钣金弯曲—数控铣切成形法及数控铣切—钣金成形法。
1.1 数控铣切成形法
选取能够包络零件最大外廓尺寸钛合金厚板,采用五坐标数控机床对零件上下曲面采用行切加工,该成形法需要机加切削的去除量大,加工时间长,而且零件为钛合金TC4材料,该材料导热性差、化学活性高,切削加工时刀尖处温度升高较快,容易造成刀具磨损而影响切割质量。同时,由于该零件为蒙皮结构,刚性较弱,加工时零件易变形,壁厚不容易保证,加工后需要通过专用的稳定热处理夹具对零件外形进行校正,增加了制造成本及周期。
1.2 钣金弯曲—数控(化学)铣切成形
选取厚板毛坯,通过钣金工艺将毛坯进行预成形,而后进行数控铣切成形,该成形方法可以减少数控铣切时材料的去除量,降低数控加工时间,但由于零件结构限制,零件数控加工后同样存在变形问题,而且钣金成形毛料后加工基准发生变化,数控加工时存在定位基准无法准确的确定,影响加工精度。
1.3 数控铣切—钣金成形
该成形方法是通过数控铣切的方法加工出零件的展开外形及下陷台阶,而后通过钣金工艺进行弯曲成形,零件最终外形通过模具保证,可以减少零件成形后的变形,提高零件型面精度,但由于零件在展开状态下成形,外形及下陷台阶在钣金成形时容易定位不准确而产生偏差,影响零件成形精度。
根据零件结构特点,为减少数控铣切的变形量,缩短零件制造周期及降低制造费用,综合三种成形工艺的利弊,初步确定采用数控铣切—钣金成形的工艺方法成形零件。
2 工艺方案
钛合金对接带板设计选用 TC4材料,属于高强度钛合金,该材料常温下塑性较差,成形极为困难,而TC4在650℃~800℃范围时具有很好的塑性,因此在数控铣切展开外形后,通过等温加热工艺实现零件的最终成形。等温加热成形是将模具放在热成形机中加热,待模具温度达到工艺要求时,将零件按毛料放入模具中保温,待温度均匀后合模,保温保压,等温加热成形具有以下优点:
1)模具温度均匀,零件加热温度均匀,材料均匀流动,不易产生开裂及皱折;
2)加热后材料塑性提高,变形抗力降低,对设备及模具损伤小;
3)保温的温度、时间与退火的温度、时间接近,所以成形后零件无残余应力,贴胎度好;
4)成形温度受控均匀,没有晶粒长大等材质变化的可能性,同时表面产生均匀的低温氧化,后续表面处理容易去除氧化皮;
5)无需进行真空退火消除应力,大大降低成本,提高效率。
3 技术难点
采用数控铣切—钣金弯曲成形工艺进行对接带板成形,極大的降低了数控铣切难度和切削量,零件外形通过等温加热成形在模具上进行保证,由于对接带板零件为变厚度截面,且是在展开状态下进行成形,对于等温加热成形具有如下技术难点:
3.1 缺少工艺参数
等温加热成形通常仅成形钛合金薄板零件,厚度在3.5mm以下,对接带板零件最大厚度达到7.0mm,超出常规的等温加热成形范围,生产中无成熟的工艺参数,等温加热成形所需的压力、时间等工艺参数不确定,需要重新摸索参数。
3.2 零件定位困难
等温加热成形由于是在高温下成形,工人操作不方便,无法准确定位,一般在零件边缘增加余量,通过挡销控制毛料的大概位置即可,成形后再进行余量的去除,而对接带板零件由于是在数控铣切展开外形的净尺寸状态下进行等温加热成形时,如何保证零件定位准确,决定了零件的最终成形精度。
3.3 模具合模间隙要求高
对接带板零件厚度有7.0mm、5.0mm、3.5mm多种规格,整个带板上存在多处的阶差,对模具制造间隙的均匀提出更高要求,间隙不均匀容易造成带板所受压力不均匀,影响零件最终成形质量。
4 解决措施
针对采用数控铣切—钣金弯曲成形工艺方法进行对接带板成形的技术难点,进行工艺分析,制定如下措施:
4.1摸索工艺参数
选取TC4-7.0的钛板作为试验件摸索零件热成形参数,选取几组工艺参数,见表1。
对成形后的试验件进行贴胎度、表面质量进行比较,选用参数1、2、3成形的试验件贴胎度分别为1.2mm、0.8mm、0.15mm,可以明显的看出选用工艺参数3的试验件具有很好的贴胎度,能够满足零件成形需求,最后选定工艺参数3作为零件的成形参数。
4.2 保证零件高温下定位精度
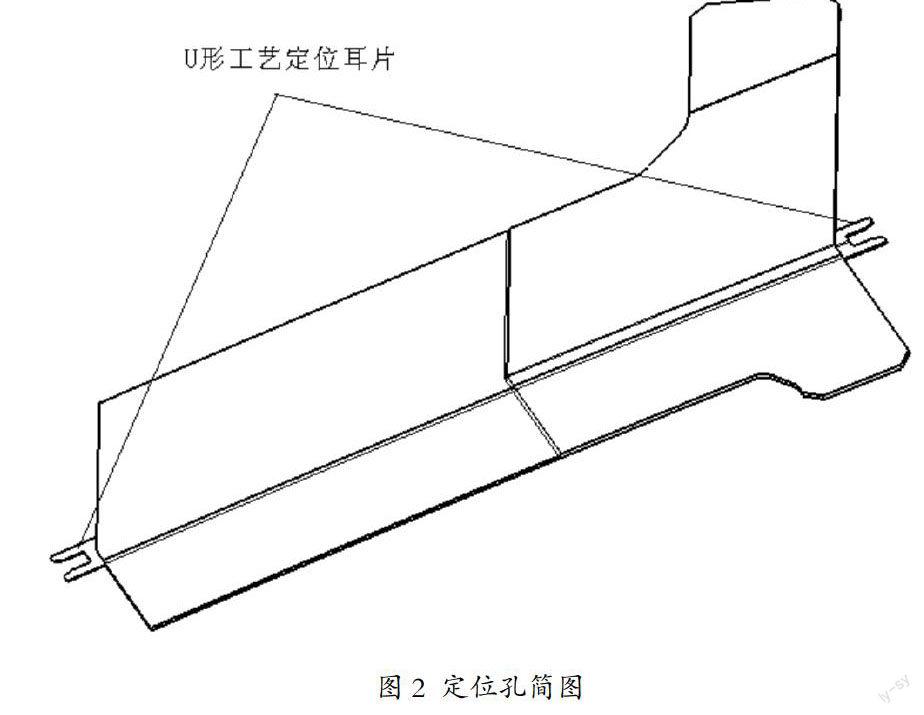
带板的定位困难主要是由于高温下工人可操作时间段和操作不方便,为保证高温下工人操作的方便性,将零件的定位方式设计为长圆孔形,这种方式结合了挡销的操作方便与套销定位精准的特点,即在方便操作的前提下又保证了定位精度。
具体方法是在带板弧度小的方向增加2-φ8的长圆孔,长圆孔通过制造数据集与展开数据集协调一致,零件数控铣切展开外形时按展开数据集在零件耳片上加工出长圆孔,热成形模具上按制造数据集在长圆孔位置设计有相同大小的锥形定位销,通过锥形定位销与长圆孔保证零件定位精度,定位长圆孔如图2。
4.3 模具结构设计
由于零件厚度不一致,存在阶梯式的变厚度,对模具的合模间隙提出很高要求,考虑到模具制造及带板零件铣切时的公差,为有效保证模具间隙的均匀性,在模具进行结构设计时,对应零件上的阶梯位置处在模具上开躲避,如图3,模具与零件的阶梯位置开2mm大小的躲避槽,有效的避免了零件与模具、上模与下模的干涉,提高了合模精度,有利于零件的成形。
5 结论
通过选择合理的热成形工艺参数,控制零件高温定位精度及优化模具结构设计,通过等温加热成形工艺实现了钛合金对接带板零件的加工制造,零件成形后的精度能够保证贴胎度小于0.3mm,完全满足设计要求。
对接带板零件的制造,是数控铣切—钣金成形工艺方法的成功应用,该方法充分利用了钛合金高温下具有良好的塑性这一特点,减少了对接带板的数控铣切切削量,极大的降低了制造成本,缩短了制造周期,为钛合金变厚蒙皮零件的制造提供了一种全新工艺方法,提高了公司在钛合金材料制造方面的技术水平,具有极大的推广意义。
参考文献:
[1] 航空制造工程手册(飞机钣金工艺).航空工业出版社,1992.
[2] 先进航空钛合金材料与应用.国防工业出版社,2012.
