一种新型自动接料装置在全机能数控车床上的设计与应用
2016-07-04邵志骋
邵志骋
(大连机床集团 技术中心 数控车床研究所,辽宁 大连 116620)
一种新型自动接料装置在全机能数控车床上的设计与应用
邵志骋
(大连机床集团 技术中心 数控车床研究所,辽宁 大连116620)
摘要:针对用户使用全机能数控车床在进行多品种、多批次加工小轴零件时存在的问题,设计了一种新型自动接料装置,构建了该装置的整体结构,实现了接料装置、收集装置的设计,并分析了设计过程中注意的问题。经用户使用,该新型装置在提高劳动生产率、提高产品质量、降低劳动强度等方面具有积极意义。
关键词:全机能数控车床;自动接料;同步带轮;传动比
0引言
传统的机械加工模式难以满足多品种、多批次的生产大纲,生产效率低下将会使企业利润萎缩,越来越多的企业倾向于采用各种机械化、自动化生产设备。全机能数控车床具有效率高、柔性高、精度高、公差质量稳定、可靠性高等特点,得到了广泛应用[1-2]。市场需求的变化和激烈的竞争,要求企业能够快速地提供高质量、低成本的产品。根据全机能数控车床的结构特点,当加工批量较小的小轴零件时,能体现全机能数控车床的特点;但当多品种、多批次的加工时,全机能数控车床的高效率特性却没能够更好的发挥出来,因为生产时所用的辅助时间多、生产效率低、劳动强度大。在调研多家用户的基础上,基于目前业内较为常见的车床自动接料装置是气缸带动齿轮、齿条或气缸带动链轮、链条结构,这两种结构制造工艺复杂且运行噪音大等问题,设计了一种采用气缸带动同步带轮的新型自动接料装置,通过车床CNC系统自动控制装置接料、落料,有利于实现单机自动化。
1整体结构
如图1所示,自动接料装置由接料装置和收集装置组成,固定在机床防护上,其中接料装置固定在床头防护立板上,收集装置固定在机床外防护裙板上。接料装置接料后顺时针转动,将工件落入收集装置内,等待操作者收集。
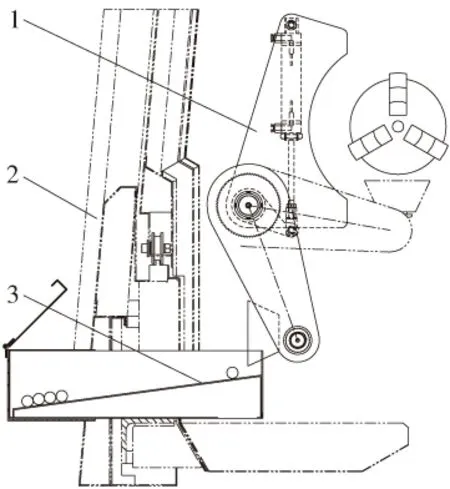
1.接料装置 2.机床防护 3.收集装置
2各部分结构设计
2.1接料装置工作原理

1.气缸 2.磁石 3.铰链杠杆 4.轴承 5.键 6.转轴 7.法兰支架 8.铜滑套9.左摆臂 10.大带轮 11.键 12.右摆臂 13.防护罩 14.齿形皮带 15.小带轮 16.销 17. 铜滑套18.接料盒 19.摆轴
图2原理示意图
如图2所示,进气源通过气动换向阀进入气缸使其往复伸缩运动。气缸带动铰链杠杆与转轴绕轴承旋转,铰链杠杆与转轴通过键连接,转轴和右摆臂通过键连接,当转轴带动右摆臂旋转时,左摆臂通过摆轴绕固定在床头箱体上装有铜滑套的法兰支架与右摆臂同时旋转,大带轮与法兰支架螺栓连接且固定不动,左右摆臂摆动的同时迫使小带轮通过齿形皮带绕大带轮公转和自转,摆轴与小带轮通过销连接,铜滑套镶装在左右摆臂上,接料盒与摆轴螺栓固定,从而使接料盒转动到收集装置固定位置落料,防护罩能有有效地遮挡铁屑进入装置内[3]。机床系统通过上、下磁石检测接料、落料信号是否到位,并将信号反馈给CNC系统,CNC系统接收信号后,执行下一动作[4-5]。
2.2接料装置传动比建立和使用实例
在设计过程中难点是确定大、小带轮传动比。传动比不正确则影响接料和落料不能到达指定位置[6]。由图3可以看出接料装置运动轨迹的两个工作位置即接料与落料,且接料与落料的夹角为A,选择夹角A时应注意接料时接料盒不宜远离卡盘中心,落料时接料盒不与收集装置干涉。根据初选夹角A计算出两个同步带轮的传动比K=A/(A+90)。计算出传动比后在根据厂家选出两个合适的同步带轮齿数。理论中心距L应根据机床结构设计,将计算出的两个同步带轮齿数及理论中心距L选择合适的皮带长度[7]。图4、图5为三维设计和用户使用实例。

图3 运动轨迹示意图

图4 三维设计示意图(接料)

图5 用户使用实例示意图(落料)
2.3收集装置
如图6所示,收集装置由盖板、折页、斜板、收集盒组成。斜板的作用是使工件有序地滚落至盖板下方便于操作者取出。在设计过程中应注意将收集盒下端设有排水口,使流入收集盒内的切削液顺利流回排屑器中。
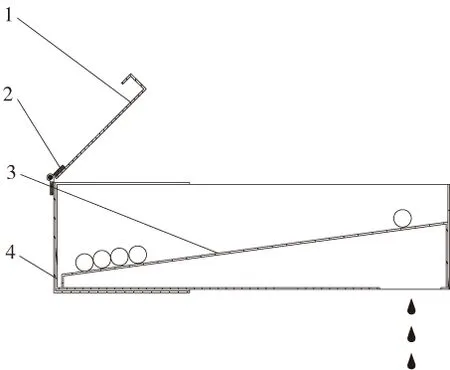
1.盖板 2.折页 3.斜板4.收集盒
3结束语
本论文提出的新型自动接料装置经用户使用,能够提高加工效率,降低操作者劳动强度。采用此新型自动接料装置时,只需通过棒料输送机装卡一次原料,全机能数控车床就可以按照事先调试好的程序依次加工零件,操作者不需要每加工一个零件装卡一次,可以离开车床,实现一人多机。
[参考文献]
[1] 黄信兵,刘小娟.一种数控车床自动送料装置的设计研究[J].组合机床与自动化加工技术,2013(5):111-113.
[2] 王硕,陶学恒,李玉光.一种自动清洗玻璃窗的机器人[J].组合机床与自动化加工技术,2012(1):14-112.
[3] 刘春林.料斗式自动定向装置的设计与研究[J].组合机床与自动化加工技术,2011(11):13-18.
[4] 许正军,曾献辉.变频器的PC机控制[J].电气自动化,2000(3):20-22.
[5] 刘燕,刘志.大型板料加工自动送料控制系统的设计与改进[J].组合机床与自动化加工技术,2011(11):78-80.
[6] 李学军,张通稳.数控机床自动接料和自动拔料的应用[J].设备管理与维修,2007(6):32.
[7] 冯辛安.机械制造装备设计[M].2版.北京:机械工业出版社,2005.
(编辑赵蓉)
Engineering and Application of a New Automated Part Catcher on Multi-function CNC Lathe
SHAO Zhi-cheng
(CNC Lathes Institute,Technical Center,Dalian Machine Tool Group,Dalian Liaoning 116620,China)
Abstract:This paper introduces a new type automated part catcher designed to solve the problems rising from machining of small-size shaft parts in multi lots and types on the multi-function CNC lathes.The overall structure of the part catcher is established, the engineering of part pick-up section and collecting section is realized,and make analysis of the issues that should be focused on throughout the engineering process.By the use of customers,the new device has a positive significance in improving labor productivity,enhancing product quality and reducing labor intensity
Key words:multi-function CNC lathe;automatic pick-up;synchronous belt;transmission ratio
文章编号:1001-2265(2016)06-0144-02
DOI:10.13462/j.cnki.mmtamt.2016.06.039
收稿日期:2015-03-11;修回日期:2015-04-30
作者简介:邵志骋(1983—),男,辽宁大连人,大连机床集团工程师,主要从事数控车床的设计与研发工作,(E-mail)szc_19830320@163.com。
中图分类号:TH165;TG659
文献标识码:A
