自动焊锡机控制系统设计
2016-07-02季琪辉
徐 伟,季琪辉
(常熟理工学院电气与自动化工程学院,江苏常熟215500)
自动焊锡机控制系统设计
徐伟,季琪辉
摘要:在分析了全自动焊锡机系统的功能需求基础上,提出了一套基于PLC技术的自动焊锡机控制系统设计方案.简要论述了焊锡系统的硬件构成和选取原则.介绍了全自动焊锡机系统的软件实现.实际应用表明:自动焊锡系统不仅能够满足焊锡的生产要求,而且具有生产效率高、稳定性强和维护简单等特点.
关键词:焊锡机;自动控制;PLC
自动焊锡机是指能将包含焊点定位、出锡、焊接和焊锡残渣清理等多个工序的完整焊接过程一次性完成的焊锡装置[1].虽然焊锡机已经广泛应用于电子工业生产领域,然而,随着焊接工艺的更新、焊接材料的变化和焊接工作量的增加,传统焊锡机的焊接可靠性、焊接质量和焊接效率已经无法满足现代化焊接生产的需要[2].因此,针对新一代自动焊锡机的功能需求,本文提出一套基于PLC控制技术,并结合光电传感器等硬件构建自动焊锡机控制系统的方案,实现了焊锡过程完全自动化,提高了焊锡机的工作效率.
1 系统功能需求
在日常的工业生产中有很多元器件的固定与连接需要依靠锡焊工艺.焊接的质量、准确性将直接影响部件的功能,也是产品安全性、可靠性的决定因素之一.根据某企业自动化生产线上对产品的锡焊要求,兼顾焊接可靠性、质量和效率,该自动焊锡控制系统需要具备如下功能:
(1)能够确保对焊点的精确定位,有效降低漏焊和错焊率.
(2)焊锡系统加热温度、出锡速度和锡丝直径等相关参数能够根据实际情况进行调节.
(3)系统具备温度报警和锡丝报警功能.
(4)焊锡系统需要具有良好的人机交互界面,能够实时的对系统状态进行监控,提示报警信息等功能.并且能够在界面中实现对相关参数的设置.
2 系统总体设计
自动焊锡系统采用PLC作为整个系统的控制中心,通过对到位信号、温度信号和安全光栅信号的采集与处理确保整个自动焊锡过程的安全与可靠.电缸控制器实现对夹具位置、运动速度等参数的精确控制,从而实现对焊点的准确定位.采用焊锡装置可以实现系统加热温度、出锡速度的调节,同时实现高温与缺锡丝报警.运用触摸屏与PLC实现信息交互,达到实时显示系统的生产状态、提示系统报警信息并控制生产流程的目的.系统软件由基于Windows的STEP7-Micro/WIN32编制,并结合Wincc组态软件实现对整个自动焊锡过程的监控[3-5].其总体结构如图1所示.
(常熟理工学院电气与自动化工程学院,江苏常熟215500)

图1 系统整体结构图
3 系统硬件设计
3.1I/O点数统计
选取PLC时,一定要注意I/O点数统计这项指标.需要提前统计出被控对象的I/O点数,再根据统计的结果选取合适的PLC.一般情况下,一个输入输出元件需要占用一个输入输出端口.通常会在总点数的基础上加上20%左右的备用量.
根据焊锡系统的控制要求,确定了PLC的输入/输出的地址分配表.根据I/O点数统计一共需要22个输入点和15个输出点,见表1.
3.2PLC的选取
本系统采用西门子S7-200系列PLC,S7-200是针对低性能需求的小型PLC,它的硬件配置很灵活,自带了通信接口、内置电源以及I/O端口.一个S7-200CPU可以构成一个控制系统,如果要构成中等规模的控制系统,可以通过扩展电缆进行I/O模块的扩展.它适用于各种控制系统,各种检测、监测和控制等[6-7].选用S7-200 CPU226,它集成了24个输入点16个输出点,共有40个数字量I/O.它可以扩展7个模块,扩展至248点数字量或35点模拟量I/O,满足本系统设计需求.
3.3到位信号检测电路设计
到位信号检测通过光电传感器实现,它通过感受光强度的变化来改变电信号实现对现场的控制.在检测到实物之后,信号导通传输给PLC控制器.本设计采用8路光电传感器实现8种到位状态检测.光电传感器与PLC的接线如图2所示.
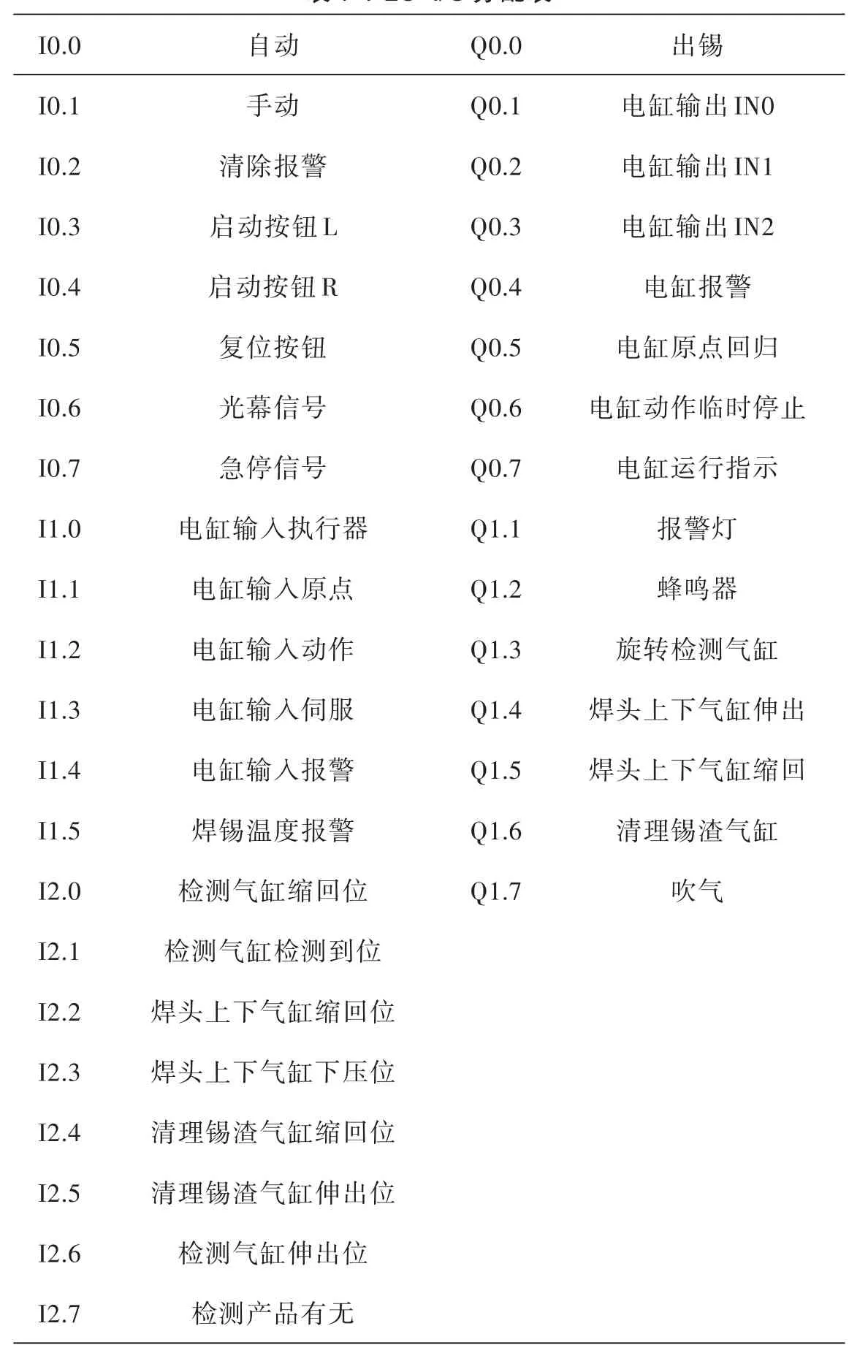
表1 PLC I/O分配表
4 系统软件设计
4.1系统总体流程
本系统主要的生产流程如下:启动系统,系统处于原位,放上待焊锡的生产元器件.在检测到放置无误之后按下控制启动按钮,电缸根据设置好的值将夹具送到位置C1.到达规定位置之后,出锡装置出锡,焊头气缸将到伸出位S2进行第一次的焊锡工作,第一次焊锡完成之后,焊锡头回到缩回位S1,夹具被送到设置好的位置C2,此时焊锡头下来进行第二个焊接点的焊接,焊锡完成之后清理锡渣气缸进行锡渣清理,在一个循环的焊锡工序之后,系统回归原位状态.如果途中出现锡料不足或者待焊锡的元器件未放置好,系统将会报警.重新上料或重置元器件既可消除报警.系统主要流程如图3所示.
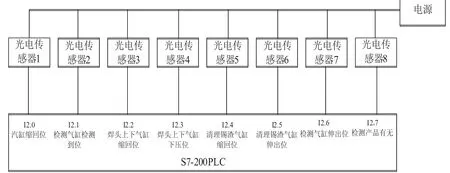
图2 光电传感器接线图

图3 系统工作流程
4.2PLC程序设计
4.2.1检测产品到位程序设计
放置产品之后由检测气缸来检测产品是否到位.如果在3 s之后,检测气缸伸出位:V12.1得电,表示产品没有到位,那么Seq300的值将变为30并返回上一程序段.需要重新放置产品.若检测气缸检测到产品放置到位:V12.7得电.此时Seq300的值将变为100.表示产品已经放置好.其PLC梯形图如图4所示.
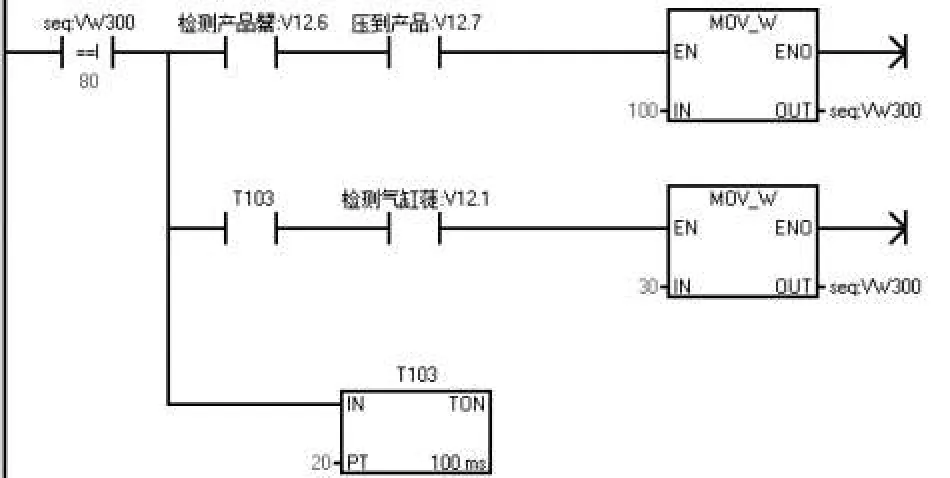
图4 检测产品到位梯形图
4.2.2装置出锡程序设计
完成一个工件的焊锡工作,出锡装置需要出锡4次.焊点1要出锡2次,焊点2出锡2次.在步进值Seq等于120时,焊点1进行第一次出锡.在间隔2 s之后,对焊点1进行第二次出锡焊锡.同样,当Seq等于280,360的时候对焊点2分别出锡进行焊锡工作.其PLC梯形图如图5所示.
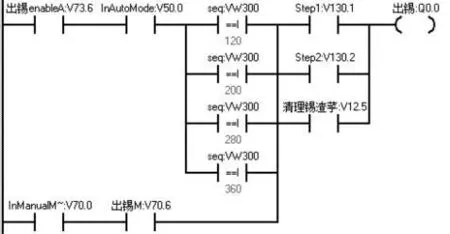
图5 装置出锡梯形图
4.3Wincc组态设计
Wincc控制界面由主画面和监控画面、手动模式、报警画面、原点画面、参数设置、产品选型、I/O监控、返回启动画面等8个子控制界面组成.点击每一个画面按钮,就会触发对应的事件,进入到相应的组态界面.
由于系统调试的需要,设计一个手动控制模式的界面,可以单独控制相应的控制位,也可以实时观察到各个位的状态.比如检测气缸位、焊头上下气缸位、清理锡渣气缸位等.手动控制模式主要用于调试过程的手动调试.
5 系统调试
首先,将一个待焊锡的元件放置并固定在夹具上,启动PLC使光电传感器开始工作,检测待焊锡元件放置无误后,按下系统启动按钮.在安全光栅接收到操作人员的手离开危险区的信号后,夹具会把待焊锡的器件送到电缸设置好的位置1.出锡之后,焊锡头会下降进行第一次的焊锡.在反复调试之后,最终确定焊锡的时间大约为5 s.通过参数设置界面可以进行焊锡时间的设置.间隔2 s之后,再重复一次,完成了焊点1的焊锡之后,焊头回到原位.
然后夹具会走到电缸设置好的位置2,此时焊头再次下降,出锡管再次出锡,进行对第二个待焊锡点的焊锡工作.清理锡渣气缸会到伸出位,在焊头下面收集途中所产生的锡渣,再由气管吸走锡渣盒里面收集到的锡渣,清理工作现场.整个焊锡过程可由监控界面进行监控.
6 结论
本文在综合运用PLC编程技术和Wincc组态技术的基础上结合电缸,传感器,焊锡组件等硬件设备完成了自动焊锡机控制系统的设计,实现了焊锡过程的完全自动化.实践应用表明:该系统具有结构简单、易于维护且实时性高等优点,能够切实提高生产效率,具有一定的推广价值和应用前景.
参考文献:
[1]兰晓静.基于PLC控制器的焊锡机自动焊接的实现[J].制造业自动化,2013(4):132-135.
[2]唐斌,梁伟全.一种自动焊锡机的设计[J].自动化应用,2014(7):50-53.
[3]陈杰.基于组态与PLC实时控制系统的研究[D].杭州:杭州电子科技大学,2009.
[4]许志军.工业控制组态软件及应用[M].北京:机械工业出版社,2005:91-98.
[5]吕品. PLC和触摸屏组合控制系统的应用[J].内蒙古自动化仪表,2010(8):2-4.
[6]杨长能,张兴毅.可编程序控制器基础及应用[M].重庆:重庆大学出版社,1992:19-28.
[7]周晓平. S7-200PLC与监控计算机通信实现研究[J].微计算机信息,2004(1):3-5.
A Design of Automatic Soldering Machine Control System
XU Wei, JI Qihui
(School of Electrical and Automation Engineering, Changshu Institute of Technology, Changshu 215500, China)
Abstract:Based on the analysis of the function requirements of automatic soldering machine system, a design of automatic soldering machine system based on PLC technology was introduced. The hardware structure and selection principle of the soldering system were briefly discussed. The software realization of the system was introduced in detail. Finally, the practical application showed that the automatic soldering system could not only meet the requirements of the solder, but it also had the advantages of high production efficiency, strong stability, and simple maintenance, etc.
Key words:soldering machine;automatic control;PLC
中图分类号:TP23
文献标识码:A
文章编号:1008-2794(2016)02-0056-04
收稿日期:2015-08-31
通信作者:徐伟,实验师,工学硕士,研究方向:计算机先进控制技术,E-mail:xu_wei985@163.com.
