基于西门子MAP库的桁架机械手监控系统设计
2016-07-02许仙珍徐进富
许仙珍,徐进富
(常熟理工学院电气与自动化工程学院,江苏常熟215500)
基于西门子MAP库的桁架机械手监控系统设计
许仙珍,徐进富
(常熟理工学院电气与自动化工程学院,江苏常熟215500)
摘要:以数字化柔性制造生产线中的桁架机械手为控制对象,基于S7-200PLC和组态王软件设计了机械手监控系统.采用MAP库函数控制桁架机械手x轴、z轴的伺服运动,从而实现物料加工搬运的精确定位.运行结果表明,桁架机械手运行准确可靠,可以实现参数设置及系统运行状态的实时、动态监控,达到了设计要求.
关键词:MAP库;桁架机械手;伺服控制
1 引言
机械手是近几十年发展起来的一种高科技自动化生产设备,其特点是可通过编程来完成各种预期的作业任务,在构造和性能上兼有人和机器各自的优点,在工业中得到了广泛的应用.桁架机械手作为机械手中的常用形式,是现代物流系统中迅速发展的一个重要部分.近年来,随着柔性制造系统(Flexible Manufacturing System,FMS)的迅速发展,桁架机械手作为FMS中的物流环节,其控制的精度和稳定性日益受到关注,对提高柔性制造的效率和响应能力有着重要作用[1].
桁架机械手主要由机械手、两自由度机架、一体式触摸终端系统组成.实际应用中要求桁架机械手能够在计算机管理下,完成货物的加工搬运及出入库作业,实现搬运加工自动化,提高了桁架的单位面积利用率和劳动生产率.本文以数字化柔性制造生产线JL-FMS-S中的桁架机械手为控制对象,设计基于S7-200PLC和组态王软件的机械手监控系统,如图1所示.机械手升降和左右移动分别由伺服电机驱动,手爪开合为汽缸驱动,在横、纵轴中都安装了限位开关用来实现桁架机械手的定位.采用MAP库函数对桁架机械手x,z轴运动进行控制,实现物料至数控车床和铣床加工自动搬运控制.

图1 桁架机械手实物图
2 控制系统总体设计
2.1总体设计方案
桁架机械手监控系统采用上下位机的形式,下位机控制器采用S7-226CN型PLC,通过西门子MAP库函数发出两路高速脉冲信号分别驱动x轴、z轴伺服电机,实现物料出入库和自动搬运作业;上位机采用组态王软件完成监控画面设计,操作人员可以通过人机交互界面控制整个过程和监控实时运行状态,具体控制框图如图2所示.
2.2控制要求分析
桁架机械手有自动和手动两种控制方式,由方式选择旋钮确定[2].正常生产中使用自动方式,而在调整及维修时需使用手动方式.在桁架机械手运动控制中,主要体现了桁架机械手与车床、铣床之间的信号传送与交换.
在整个机械手的运动过程中,每个工作模式都是通过PLC来控制的,并利用组态软件来进行上位机的监控.
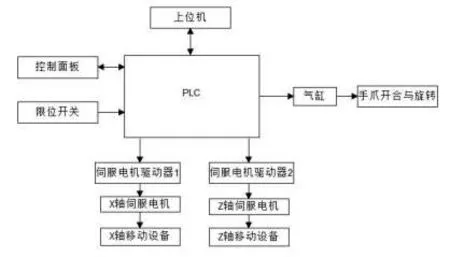
图2 控制系统方框图
2.2.1自动模块
按下启动按钮后,桁架机械手寻找参考点.当车床准备好信号发出,铣床准备好信号发出.桁架机械手可以工作.当上位机发送车床加工信号,桁架机械手会下降到立体仓库取料,取料完成后,桁架将上升,上升到位后,桁架机械手将移动到车床位置,移动到位后,桁架下降.下降到位后,桁架机械手将物料放到车床卡盘中,并发出已放料信号.车床启动加工,桁架回零.
当车床加工完成后,由上位机发出车床翻转加工和车床完成2信号给PLC,桁架机械手将执行车床掉头动作.桁架移动到车床取料位置,移动到位后,桁架下降.下降到位后手爪抓取物料,并将物料拿出卡盘.旋转气缸旋转,旋转完毕后,再次将物料放入卡盘.车床启动,桁架机械手回零.
当车床加工完成后,由上位机发出车铣床加工和车床完成1信号给PLC,桁架机械手将执行车铣加工.桁架移动到车床下料位置,到位后下移取料.取料完成后向上位机发送取料完成信号,桁架上移.上移到位后,桁架机械手移动到铣床位置下料.当铣床夹具夹紧后,桁架上移.上移到位后向上位机发送已放料信号,启动铣床加工,桁架机械手回零.
当铣床加工完成,由上位机发出铣床完工和铣床完成信号给PLC,桁架执行铣床下料动作.桁架右移到铣床下料位置,下移取料.机械手夹取物料,铣床夹具松开.桁架上移并发送取料完成信号给上位机.桁架将物料放到立体仓库出料口,并向上位机发送已放料信号,桁架回零.
为了更好地贴合工厂的实际情况,本文还设计了车床完工加工和铣床加工.考虑到有些物件只需要车床加工,所以设计了车床完工加工,可以把车床加工完成的物料放回立体仓库出料口.有时工件只需要铣床加工,由此将铣床加工设计出来,可以把工件搬运到指定位置进行加工.
2.2.2手动模块
手动开关打开,可以直接利用点动按钮控制桁架机械手左右、上下移动,此时运行指示灯点亮,表示机械手处于运行状态,从而实现了手动控制.
2.3硬件设计
机械手控制器采用CPU 226CN DC/DC/DC型PLC,该机型自带的Q0.0和Q0.1为2个高速脉冲输出,Q0.2和Q0.3为方向控制[3].执行元件采用SINAMICS V80伺服控制器,以及配套的伺服电机,伺服电机的编码器为2500线,四倍频模式,伺服驱动器第6、8脚分别用于伺服报警和伺服复位.为保护伺服电机,当机械手到达限位开关时,伺服驱动器立即停止运行,而且必须在排除故障后,需重新上电后才能再次启动运行伺服电机.系统中共涉及31个输入点和28个输出点,而CPU226 CN型PLC本机只包含24个I/O输入口和16 个I/O输出口,所以增加2个EM223的扩展模块,每个EM223的扩展模块可提供8个I/O口.具体的I/O分配情况如表1所示,其中I0.0-I2.7和Q0.0-Q1.7地址由CPU提供,I3.0-I4.7和Q2.0-Q3.7地址由2个EM223的扩展模块提供.
3 基于MAP库函数的程序设计
3.1MAP库函数的使用[4-6]
S7-200 PLC提供了两个指令库,分别为MAP SERV Q0.0和MAP SERV Q0.1,每个指令库共有9个功能块,并且每个功能块的功能完全相同,各功能块及其功能如表2所示.
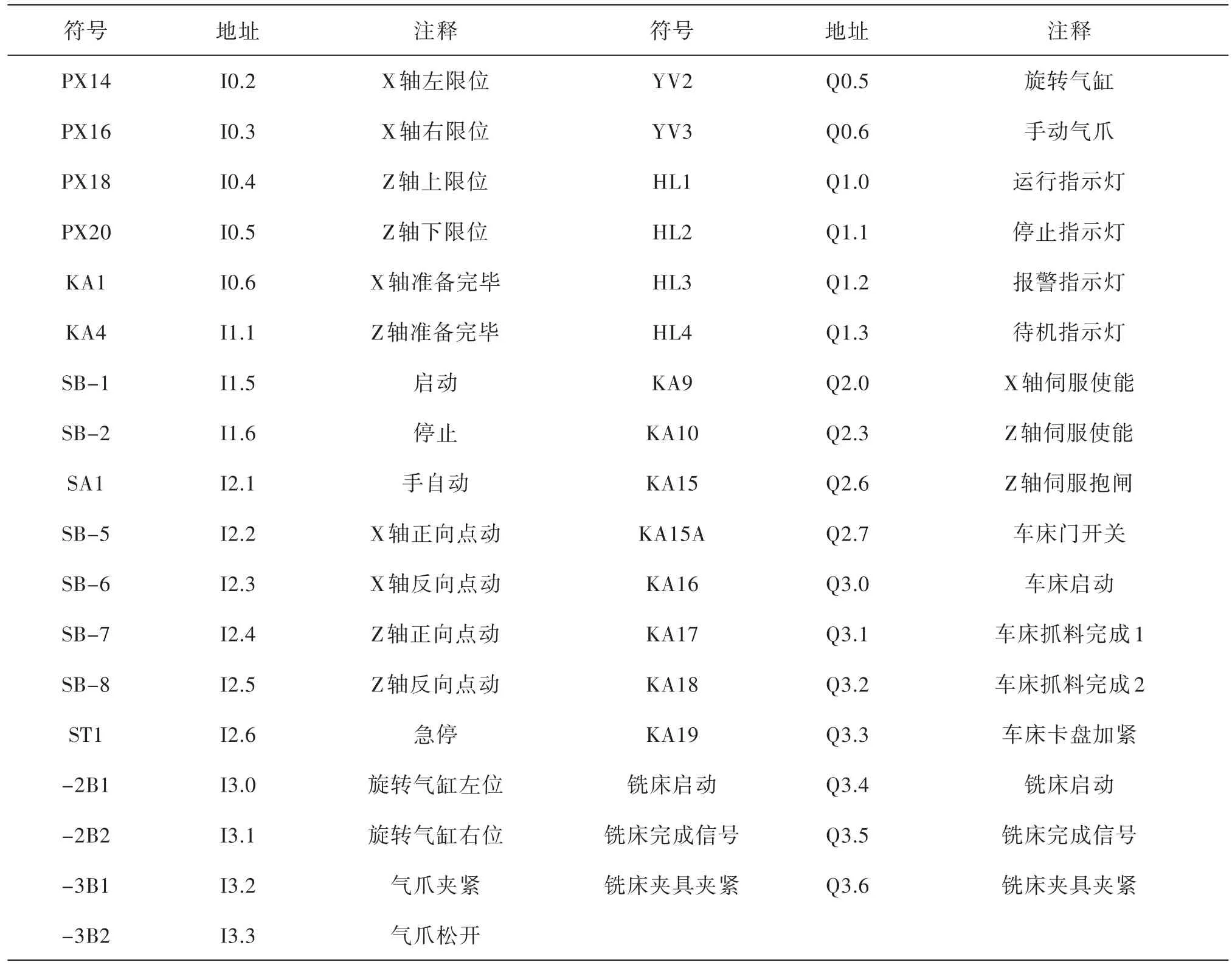
表1 I/O分配表
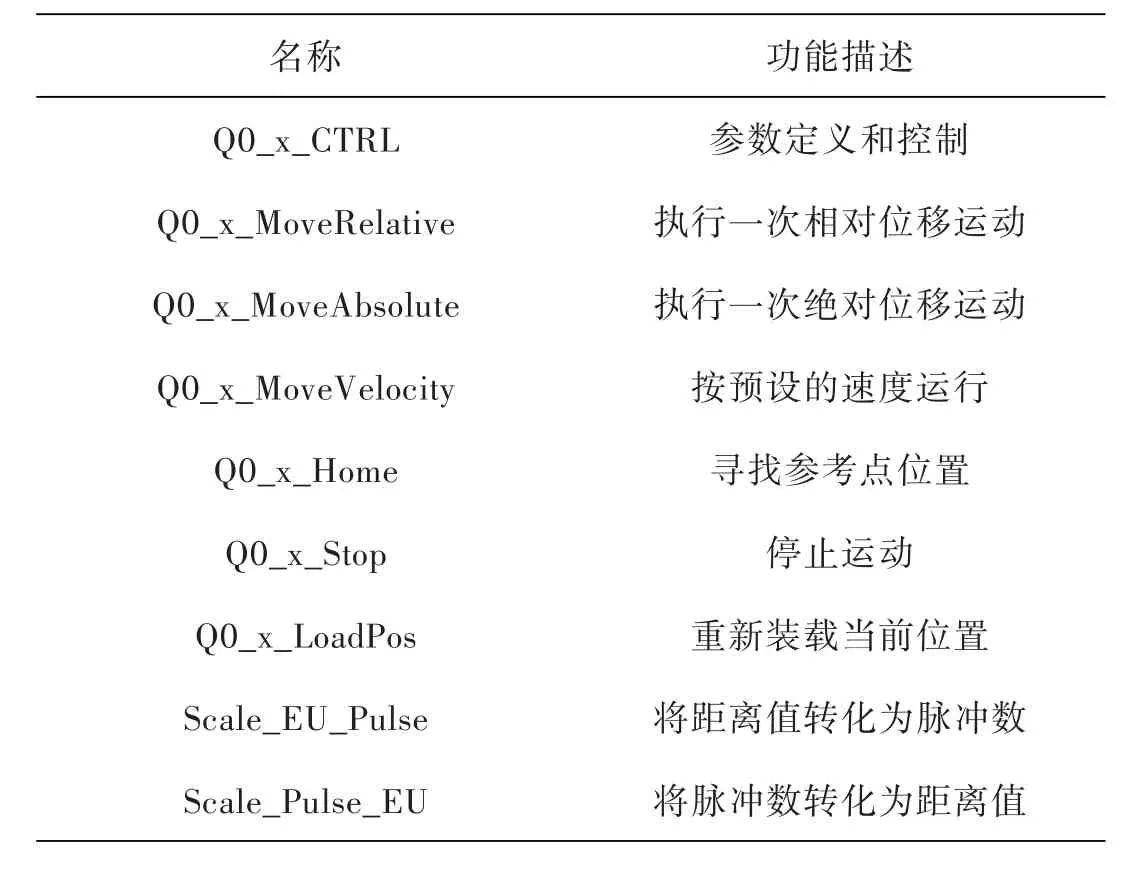
表2 主要功能块及其功能表
在编程中调用Q0_x _CTRL功能块主要是用于传递全局参数,设定最低速度、最高速度和加减速时间.如果操作人员设定的速度大于最高速度或小于最低速度,那么设定的值则被取代.调用Q0_x_MoveVelocity功能块用于让轴按照预设的方向和速度运动,调用Q0_x_Stop功能块停止桁架移动.调用Q0_x_MoveAbsolute功能块实现绝对位移控制,让桁架按照指定的位移和速度运行到指定的位置.在绝对位移运动之前,需要先调用Q0_x_Home功能块寻找参考点.
3.2PLC程序设计
桁架机械手的主要功能是到指定位置搬运工件至加工位置,控制要点是定位控制.编写程序时为了使每个任务之间分工清晰,方便操作人员调试,采用模块化的编程方式,一项任务对应一个子程序,并通过主程序调用相应的子程序实现一个具体的任务,程序框图如图3所示.
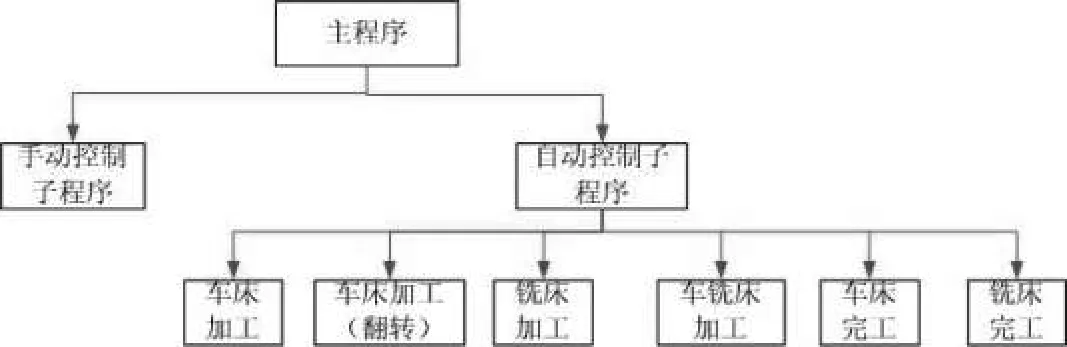
图3 控制系统总体流程图
系统上电后,在主程序每个扫描周期初始化Q0_x_CTRL功能块,以设置运行控制过程中最小、最大运行速度,启动时间等全局参数.手动控制程序中调用Q0_x_MoveVelocity及Q0_x_Stop函数,Q0_x_MoveVelocity函数控制机械手按照指定的方向和频率进行运动,从而实现机械手的点动控制,Q0_x_Stop指令控制轴的停止.在自动控制程序中包含6个子程序,分别为车床加工,车床加工(翻转),铣床加工,车铣床加工,车床完工和铣床完工程序.通过调用这些子程序实现机械手的搬运和物料的车、铣加工.在各子程序中调用MAP库中的功能块来设置参数,包括设定回参考点方向、加减速时间和将距离值或速度转化成所需的脉冲数或脉冲频率等.在物料出入库和搬运过程中,机械手要完成立体仓库的去送料和车床、铣床的加工,涉及的位置有出库口、车床和铣床3个位置,因此在程序中设定这3个工位的坐标,分别设定VD100和VD500为x,z轴的绝对坐标值.自动程序中调用Q0_x_MoveAbsolute函数及Q0_x_Stop函数来完成自动程序的运行与停止.
4 系统的人机界面设计
桁架机械手的人机界面选择组态王6.55设计[7],在实现组态王控制PLC中,第一步要做的就是建立USB/PPI通讯,然后构建变量和基本界面,再将界面中的图形与变量建立联系.从而实现上位机与下位机的通讯,这样不仅拥有可视化的操作环境等优点,同时还降低了软件的设计周期.
监控界面依据实物模型进行设计,如图4所示.当按下启动按钮时,桁架机械手复位,运行指示灯亮.接着通过给PLC加工信号控制机械手的运行路径,再给出准备信号,机械手就能按照所给的加工信号运行了,从而实现了物料的加工和运输,在运行时可以通过物料灯来监控物料的状态.同时停止按钮控制机械手的停止,急停按钮控制机械手的急停,从而起到保护的作用.
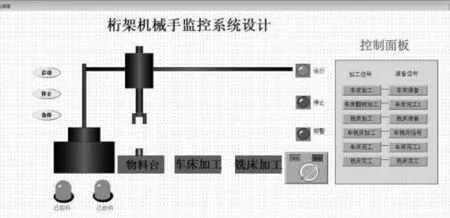
图4 桁架机械手监控界面
5 结束语
桁架机械手是柔性制造生产线中常用的搬运环节,其控制要点是手臂搬运路径的灵活定位.西门子MAP指令库在实现较复杂的自动化定位控制中发挥了非常重要的作用,它让程序的编译更加简洁,尤其在控制伺服电机的运动方面有着显著优势.本文采用S7-226PLC,SINAMICS V80伺服控制器和伺服电机来实现桁架机械手的运动控制,采用MAP库函数很好地实现了桁架机械手的精准定位控制,方法简便,稳定性强,具有较好的应用前景.
参考文献:
[1]连海生.柔性制造系统是制造业的发展趋势[J].科学时代,2007(1):84.
[2]文方,房弛,陈芳.基于PLC的机械手控制设计[J].机床电器,2009(3):37-38.
[3]胡佳丽,闫宝瑞,张安震,等. S7-200PLC在伺服电机位置控制中的应用[J].自动化仪表,2009(12):38-41.
[4]S7-200PLC脉冲输出MAP库文件的使用手册[Z].西门子(中国)有限公司,2011.
[5]程伟,周雷,解国安.西门子S7-200PLC脉冲输出MAP指令库控制步进电机的应用实例[J].黑龙江科技信息,2013,27 (33):69.
[6]周彬. S7-200PLC的MAP库文件应用解析[J].科技创新导报,2014,23(18):50.
[7]刘巧红.柔性制造系统实时监控系统的设计与实现[D].郑州:郑州大学,2010.
A Design of Truss Manipulator Monitoring System Based on MAP library functions
XU Xianzhen,XU Jinfu
(School of Electrical and Automatic Engineering,Changshu Institute of Technology,Changshu 215500,China)
Abstract:A monitoring system of truss manipulator based on S7-200 PLC and Kingview software is designed for digital flexible manufacturing line in this paper. MAP library functions are applied to control the manipulator X axis and Z axis servo motion, so as to accomplish accurate positioning control of material handling. The experimental results show that the designed system is accurate and stable, which can realize parameter setting, control mode switching and real-time dynamic monitoring, so it meets the design requirements.
Key words:MAP library function;Truss Manipulator;servo control
中图分类号:TP273
文献标识码:A
文章编号:1008-2794(2016)02-0047-04
收稿日期:2015-08-31
通信作者:许仙珍,副教授,研究方向:先进控制技术、复杂工业过程监控与故障诊断等,E-mail:xuxianzhen@cslg.cn.
