渐进多焦点眼用镜片的加工制造
2016-07-01王海云吴泉英唐运海陈晓翌
王海云, 吴泉英,, 唐运海,柳 军, 陈晓翌, 张 皓,, 钟 唐
(1.苏州科技大学 数理学院,江苏 苏州 215009;2.苏州苏大明世光学股份有限公司江苏省企业研究生工作站,江苏 苏州 215028)
渐进多焦点眼用镜片的加工制造
王海云1, 吴泉英1,2, 唐运海1,柳军1, 陈晓翌2, 张皓1,2, 钟唐1
(1.苏州科技大学 数理学院,江苏 苏州 215009;2.苏州苏大明世光学股份有限公司江苏省企业研究生工作站,江苏 苏州 215028)
摘要:以渐进多焦点镜片的加工为实例,阐述了采用CNC雕刻机(En3d)加工自由曲面光学元件的加工工艺,利用TRACEPRO软件宏语言将点阵数据生成非均匀有理B样条自由曲面,运用精雕机的JDPaint软件生成刀具路径,对自由曲面光学元件进行加工制造. 利用自由曲面面形测量仪对加工完成的渐进多焦点镜片进行光焦度分布和散光分布的面形分析. 实验结果表明:采用CNC雕刻机加工自由曲面光学元件的加工工艺简单,操作方便,并且加工后的渐进多焦点镜片面形符合设计要求.
关键词:渐进多焦点;镜片;光焦度;散光
相比于传统的球面光学元件,非球面光学元件能够很好地解决光学像差的修正问题. 随着时代的发展,人们对光学系统的性能要求越来越高,自由曲面光学元件的应用也越来越广泛,如汽车灯反射罩、渐进多焦点镜片等. 然而,非球面的加工要比球面加工困难得多,尤其是加工非球面光学镜片,不仅要求达到较高的镜片表面质量,而且要求较高的面形精度.
自由曲面加工方法主要有去除加工法、成形加工法和附加加工法3种. 随着计算机控制技术的发展,国内外出现了很多自由曲面超精密加工技术,如:计算机数控单点金刚石车削技术、计算机数控磨削技术、计算机数控离子束成形技术等[1]. CNC机床加工需要将自由曲面面形数据转换成机械加工数据格式,然后导入到相应的刀具路径生成软件中. 相应的数据格式转换技术中有:基于Geomagic Studio实现自由曲面全逆向NURBS重构[2]. 该技术在数据处理中比较复杂且其中有人工对数据点的判断和操作,NURBS重构精度不够. 自由曲面加工方面有:工业机器人加工自由曲面光学元件的方法研究[3],但机器人的重复定位精度较低,该技术只适合自由曲面光学元件的研磨和抛光. 秦玲琳等做的内渐进多焦点镜片[4],采用的进口专用CNC车削机床,设备昂贵. 黄海滨等做的内渐进多焦点镜片数控车床系统[5]没有批量生产. 由我国生产的精雕机CNC机床重复精度8 μm,价格相对合理,用精雕机加工自由曲面能大幅度降低渐进多焦点镜片的研发成本. 本文以渐进多焦点眼镜片为例,利用精雕机对其表面进行粗加工和精加工,然后用复曲面精抛抛光机进行抛光得到渐进多焦点眼镜片,并做了相应的面形检测.
1渐进多焦点眼用镜片加工制造技术
1.1渐进多焦点眼镜片的结构
渐进多焦点镜片的结构见图1,通过镜片的下方区域可看清近处物体,称为近用区;通过镜片上方区域可清看远处景物,称为远用区;在近用区和远用区内镜面的光焦度恒定;连接远用区和近用区的区域是渐变区,这个区域内镜面的光焦度逐渐增大,不存在视觉“跳跃”现象. 镜片的两侧区域是散光区,该区域不能用作观察.
根据文献[6]中的设计方法设计出远用区光焦度为-2.0屈光度,近用区光焦度为0屈光度的渐进多焦点眼镜片,镜片的附加光焦度为2.0屈光度. 其渐进表面(后表面)矢高如图2所示. 从图中可以看出渐进多焦点镜片表面为非旋转对称曲面. 该渐进多焦点镜片表面光焦度分布如图3所示. 由于镜片表面光焦度与其表面平均曲率成正比,从中可以看出渐进多焦点镜片表面的曲率随着位置的不同而变化.

图1 渐进多焦点镜片结构

图2 渐进多焦点镜片表面矢高图
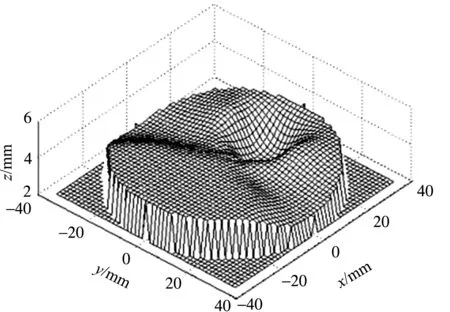
图3 渐进多焦点镜片表面光焦度分布图
1.2渐进多焦点镜片的制造
1)加工工序
利用CNC精雕机加工自由曲面光学元件前,需将设计出的渐进多焦点镜片表面点云形式的矢高数据转换为精雕机CNC机床配套软件JDPaint5.50可以接收的数据格式(VRML虚拟现实造型语言文件、DXF3D文件、IGES文件和STL文件). 通过控制精雕机的走刀方式和刀具路径,实现对自由曲面光学镜面的加工,得到自由曲面的基本面形. 加工时分为粗加工和精加工2个阶段,粗加工可以快速铣削掉大量毛胚料,缩短加工时间;精加工则是为了去除粗加工过程中产生的微裂纹层,提高自由曲面的面形精度.
镜片经过粗加工和精加工后,由于加工刀具运动的规律性,镜片表面光滑度和透光率仍然有所欠缺,因此需要进行抛光处理.
2)加工过程
镜片胚料采用折射率是1.532的树脂材料,前表面光焦度是2.00屈光度. 采用逆向工程方法生成的STL格式的曲面放大后可以看出其表面并非完全光顺,如图4所示,将曲面放大后表面仍然存在纵横条痕,加大点云密度后会大大增加数据格式转换所需计算时间. 为了生成光滑自由曲面,利用TRACEPRO软件中的spline宏语言命令,编写宏语言SCM文件,生成非均匀有理B样条(Non-uniform rational B-spline,NURBS)自由曲面,将该曲面另存为IGS格式的NURBS曲面文件,再将IGS文件导入到JDPaint5.50软件中. 经过曲面裁剪和图形聚中处理后,得到面形如图5所示. 基于NURBS方法的整体光滑拟合特性,该方法导入的渐进多焦点镜片面形能够达到数学上的C2连续.
粗加工与精加工过程的参量设置如表1所示,生成的粗加工刀具路径和精加工刀具路径分别如图6~7所示. 从图6中可以看出因加工曲面是非旋转自由曲面,故加工路径也非旋转对称. 图7中蓝色为刀具路径,由于路径间距很小,图中显示为一整块圆盘状图形,黄色为渲染的曲面数据模型,因刀具路径与数据模型曲面几乎重合,故图中显示为未被刀具路径覆盖的部分. 图8为精加工刀具路径误差分析,可看出刀具路径与数据曲面模型的最大位置误差为0.015 mm.

表1 粗加工与精加工过程参量

图5 IGS文件导入JDPaint中裁剪后面形图

图6 粗加工路径模拟测试

图7 精加工路径模拟测试
在进行抛光过程中,用DN-2型30×20复曲面精磨精抛机对加工后的光学镜片进行抛光,采用氧化铝抛光粉悬浊液作为抛光剂,为避免机器刮伤镜片,工作压强设置为0.2 MPa,抛光时间设为20 min(可根据具体情况进行更改时长).

图8 JDPaint精加工刀具路径误差分析图
3)加工结果
抛光后得到的渐进多焦点镜片实物如图9所示. 它的外表面是球面,内表面是渐进多焦点镜面,非球面表面反射日光灯管像弯曲,球面表面反射的日光灯管像看起来仍然笔直. 由此得出渐进多焦点镜片的曲率半径是连续变化的,在不同区域有不同的曲率半径.

图9 铣削并抛光后的镜片实物图
2渐进多焦点眼用镜片的面形检测与分析
为进一步客观分析加工后的渐进多焦点镜片的面形,利用自由曲面测量仪(Free Form Verifier)测得其光焦度分布和散光分布,如图10所示. 图中左边是所测量的渐进多焦点镜片的光焦度分布,远用区各点的光焦度约为-1.95屈光度,与设计要求的光焦度偏差约为0.05屈光度,且远用区较大范围内光焦度基本保持不变;近用区各点的光焦度约为0.20屈光度,与设计值偏差0.2屈光度. 通道的光焦度由上而下逐渐变化,与设计意图也基本相符合. 图10右边是散光分布图,图中蓝色区域散光趋近于零,可以看出在镜片远用区和近用区散光最小,与设计偏差约为0.25屈光度. 镜片上从镜片中心到半径为30 mm的范围内,散光从中轴线到两侧逐渐增大,最大散光与设计值偏差小于0.25屈光度.

图10 渐进多焦点透镜光焦度分布和散光分布图
3结论
本文主要以渐进多焦点镜片为例介绍了利用
精雕机加工自由曲面光学元件的技术,将设计出的渐进多焦点镜片表面矢高点阵数据通过TRACEPRO宏语言转化为精雕机软件JDPaint能接收的IGS格式的NURBS面形,转化后的自由曲面面形整体光滑,所需计算时间短. 通过精雕机CNC机床加工自由曲面光学元件的加工工艺简单,操作方便,并且经铣削加工及抛光后得出的渐进多焦点镜片与设计要求基本相符.
参考文献:
[1]潘君骅. 光学非球面的设计、加工与检验[M]. 苏州:苏州大学出版社,2004:1-9.
[2]马春宇,袁军平,郭文显. 基于Geomagic Studio实现自由曲面全逆向NURBS重构[J]. 机械与电子,2011(2):41-44.
[3]沙晟春,陈桂林,雷存栋. 工业机器人加工自由曲面光学元件的方法研究[J]. 制造业自动化,2012,34(3):54-56.
[4]秦玲琳,余景池. 内渐进多焦点镜片的加工[J]. 光学技术,2008,34(1):136-140.
[5]黄海滨,郭隐彪,谢书童,等. 内渐进多焦点镜片数控车床系统研究[J]. 激光与光电子学进展,2010,34(1):0612011-0612015.
[6]吴泉英,钱霖,陈浩,等. 渐进多焦点眼用镜片的子午线设计研究[J]. 光学学报,2009,29(11):3186-3191.
[责任编辑:郭伟]
Research on fabrication of progressive multi-focal lens
WANG Hai-yun1, WU Quan-ying1,2, TANG Yun-hai1,LIU Jun1, CHEN Xiao-yi2, ZHANG Hao1,2, ZHONG Tang1
(1. School of Mathematics and Physics, Suzhou University of Science and Technology,Suzhou 215009, China; 2. Soochow Mason Optics Co., Ltd., Suzhou 215028, China)
Abstract:Take progressive multi-focal lens as an example, the fabrication technique of free form optical elements by Jingdiao CNC engraving machine was illustrated. The point cloud data was converted into non-uniform rational B-spline free-form surface using the macro language of TRACEPRO software. The free-form surface was exported as IGES file which was later imported into JDPaint software of Jingdiao CNC engraving machine to create tool path. Progressive multi-focal lenses were fabricated and measured by free form verifier to produce the focal power and the astigmatism. It was shown that this technique was easy to operate and the fabricated progressive multi-focal lenses could meets design requirements basically.
Key words:progressive mult-focal lens; glasses; focal power; astigmatism
收稿日期:2016-01-26;修改日期:2016-03-14
作者简介:王海云(1994-),女,江苏如皋人,苏州科技大学数理学院2013级本科生. 通信作者:吴泉英(1965-),女,江苏苏州人,苏州科技大学数理学院教授,博士,主要从事图像信息处理、光学设计与加工等方面的研究.
中图分类号:O435.1;TH74
文献标识码:A
文章编号:1005-4642(2016)06-0030-04
资助项目:江苏省产学研前瞻性联合研究项目(No.BY2013031);苏州市科技计划项目(No.SYG201323);苏州苏大明世光学股份有限公司江苏省企业研究生工作站(No.2013-332);江苏省普通高校研究生科研(实践)创新计划项目(No.KYLX15_1313)