棒材线浊环水系统优化
2016-06-27刘明
刘 明
(山东钢铁集团日照有限公司, 山东276800)
棒材线浊环水系统优化
刘明
(山东钢铁集团日照有限公司, 山东276800)
摘要:通过对棒材线浊环水系统进行改造,改善了供水质量,提高了产品质量,降低了备件消耗。
关键词:浊环水系统;自动控制系统;改造
1项目背景
浊环水系统是轧线的重要组成部分,在轧线过程中起冷却作用。随着主线的技术改造,产能的提升,原有的供水系统已不能满足生产需求。主要表现在以下几个方面:
(1)水量较低
目前整个水系统的保有量已经远远不能满足生产任务的需要。现生产线的总用水量2 000 m3/h,现供水系统的供水能力仅为1 000 m3/h,系统的供水能力和生产线的总用水量之间差距较大。
(2)压力不足
浊环水出水口的压力为0.25 MPa左右,低于生产需要的水压0.5 MPa。
(3)浊环水水质较差
冷却塔水的总硬度在1 200 mg/L,悬浮物在119 mg/L,油大于10 mg/L,浊度在98 NTU。正常状态下浊环水的总硬度小于250 mg/L,悬浮物小于30 mg/L,油小于10 mg/L,浊度小于10 NTU。从以上数据的对比看,水质与工艺要求的水质差别较大。
(4)备件成本较高
由于水质较差,含有大量的悬浮物,在水循环过程中,一是对水泵、各类阀体以及管路的磨损加快,使设备更换比较频繁;二是造成轧辊的非正常磨损、裂纹及掉肉等缺陷,轧槽磨损加快,增加了轧钢工调整次数、换槽次数,影响了生产效率。由于水质差引起了轧辊和泵非正常消耗而造成成本预算升高,同时增加了设备的维修次数,增加了工作强度。
(5)环境污染严重
每次清淤时,都需将漩流井、冷热水池、平流池内的水排掉后进行清淤,造成对环境的污染和水资源的浪费;同时由于污泥含水较多,在运输过程中,也会造成对路面的污染。
2技术方案及实施
2.1技术研发思路
优化原有水系统工艺,升级改造成为完全闭环的水循环系统,尽量减少水资源的浪费,将先进技术糅合到改造后的水系统中,重点研究浊环水系统、软水系统、净环水系统及自动控制系统,最终达到匹配产能的目的,同时做到节能减排和技术指标的大幅度提升。
系统主要包括:一级提水泵、冷水泵、化学除油器、板框压滤机等设备。
2.2设备选型
2.2.1一级提水泵
原浊环水系统一级提水泵使用的是350WFB-BD1型自吸泵,配用电机是250 kW,考虑到新选择的设备能充分利用原来的配电设施,最终确定选择400WFB-BD2型自吸泵。设备主要参数见表1。
2.2.2冷水泵
原浊环水供水泵组系统使用的是12SH-6A型双吸卧式泵,其配用电机功率是280 kW。考虑到新选择的设备能充分利用原来的配电设施,选择了300SS66型单级双吸式离心泵。设备主要参数见表2。
2.2.3化学除油器
化学除油器是处理废水含油量浓度低的除油装置。通过投加化学药剂,混合反应后使水中的油类、悬浮物等通过凝聚、絮凝作用沉降分离出来,达到净化水质的目的。除油器由锥型导流器、挡水隔板、挡水隔板组、溢流退水槽、挡水隔板支撑、油水分离挡板、蓄污槽等组成。根据目前现场实际情况,确定化学除油器的型号为MHCY-750型。设备的主要参数见表3。
2.2.4板框压滤机
板框压滤机是将悬浮液的固、液两相分离的理想设备,具有轻巧、灵活、可靠等特点。板框压滤机由交替排列的滤板和滤框构成一组滤室。根据化学除油器排污水的温度、酸碱性、压力大小、颗粒大小等指标,确定使用XMGZ80/1000型双面压榨式橡胶板框压滤机。设备主要参数见表4。
2.3加药方案
加药方案根据除油降浊机理、阻垢分散的机理和杀菌灭藻的机理,选用合适的药品。
浊环水药剂的投加方式及浓度见表5。
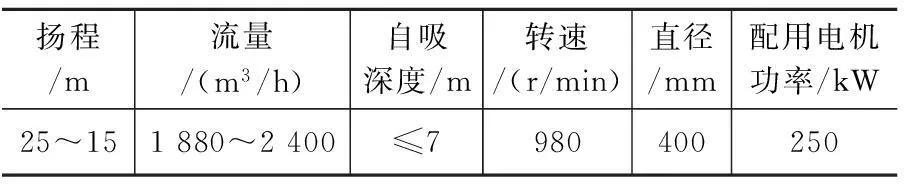
表1 400WFB-BD2自吸泵主要参数
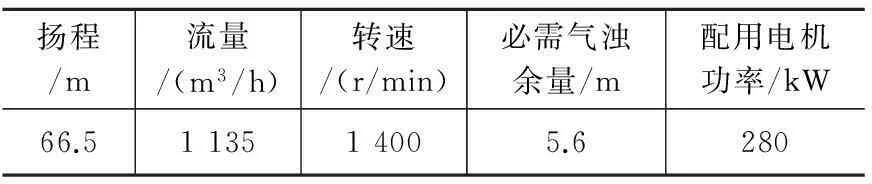
表2 300SS66型单级双吸式离心泵主要参数
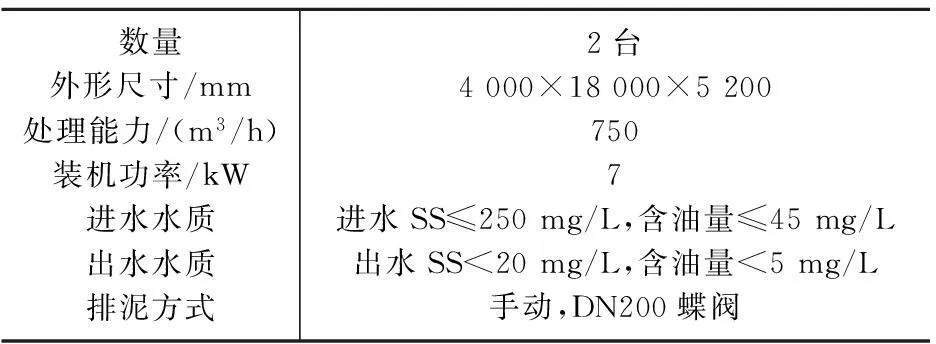
表3 MHCY-750型化学除油器主要参数
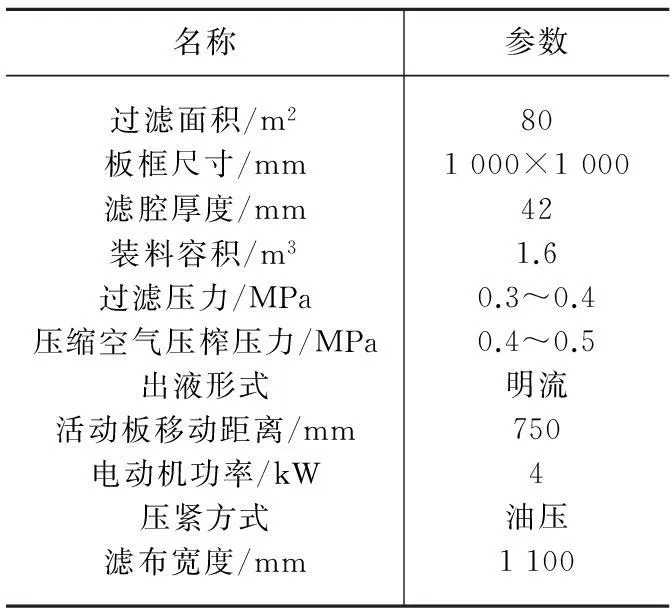
表4 XMGZ80/1000型双面压榨式橡胶板框压滤机
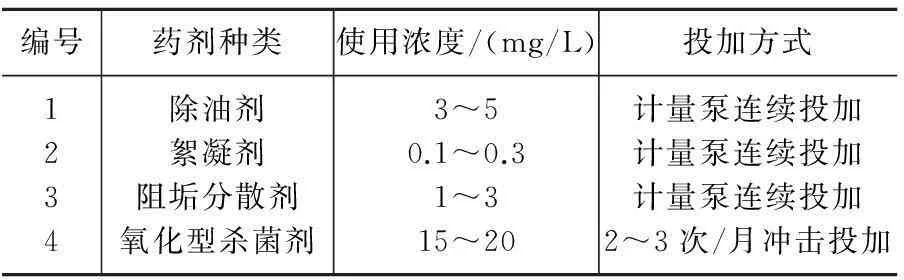
表5 浊环水系统药剂
除油剂和絮凝剂配合使用,除油、降浊效果好,沉降分离速度快,耐温性良好。pH范围能控制在7~8.5之间。采用环保型高效分散阻垢方案,在碱性水中减少重金属用量和磷用量。采用长效抑制微生物方案,在系统中杀菌能力与药剂的利用率将高于常规的加氯杀菌方案,并减少不稳定的安全隐患。
2.4自动控制系统方案
水处理自动控制系统设计采用2套西门子 S7-400系列PLC硬件组成基础自动化系统。上位机安装WINCC6.0监控软件,操作系统为Windows 2000,使用STEP V5.3编程软件。2套PLC与上位机之间采用工业以太网进行通讯。整个控制系统功能强大,使用可靠,维护方便。
2.4.1主要特点
控制技术涉及西门子PLC控制技术、以太网通讯技术。编程语言涉及西门子STEP7软件。监控软件涉及WINCC组态软件。同时还涉及到软启动器的控制及通讯,联锁复杂,技术含量高。
通过该项目的开发,该系统实现了水处理自动控制,设备的相关联锁及运行情况得到有效的实时监控,保证了净循环和浊循环系统的正常运行。
2.4.2关键技术
(1)安全保护技术。针对旋流井和循环水泵房的泵组进行操作,首先必须在自动模式下,输入用户名和密码,二次确认后方可启停泵操作。
(2)声音报警控制技术。在WINCC6.0项目中加入相应的函数,当有报警信息时触发上位机扬声器发出报警声音。
(3)CPU模板故障诊断技术。用于周期循环读取PLC系统的状态信息,通过设置需要读取信息类型,可将所需信息上传到HMI显示,便于操作及维护人员监控。
3结论
系统运行稳定、可靠,水质均达到车间生产的需求。通过实施工艺技术改造,为生产线的工艺全面升级创造了条件,大幅降低了消耗指标,全面提升了经济技术指标,效果显著。
(1)水处理增加的自动控制系统,降低了操作人员的劳动强度,满足了今后扩大产能的需要,提高了轧线的核心竞争力,对环境起到了很好的保护作用。整个水系统运行稳定,取得了良好的效果。
(2)改造后的水系统的各项参数均达到了国内先进水平,为轧线高硬度轧辊的应用奠定了坚实的基础,提高了在线轧辊的使用寿命,大大降低了生产成本。
(3)新的水系统工艺为生产线新轧制技术的开发试轧提供了强有力的硬件支撑,尤其是钢铁行业处于微利时代,尽早地运用新技术,创造效益,将使我们的产品具有更大的竞争优势。
(4)提高了产品质量,目前用普通轧辊实际负差控制水平在±5.5%及±3.5%左右。高硼硬度轧辊负差稳定到±6.5%及±5.5%,水系统投入运行以后,为新材质轧辊的投入应用提供了良好的条件。
编辑陈秀娟
Optimization of Turbid Circulating Water System on Bar Rolling Line
Liu Ming
Abstract:The reconstruction of turbid circulating water system on bar rolling line has been carried out to improve the quality of water supply and products and reduce the cost of spare parts.
Key words:turbid circulating water system; automatic controlling system; reconstruction
收稿日期:2015—11—26
作者简介:刘明(1984—),男,主要从事设备管理工作。电话:13563490759,E-mail: liuming1984222@126.com
中图分类号:TG335.6+2
文献标志码:B