深孔钻床钻杆箱进给柔性消隙机构的设计改造
2016-06-27惠怀伟
惠怀伟
(中国一重锻钢事业部设备维修分厂,黑龙江161042)
深孔钻床钻杆箱进给柔性消隙机构的设计改造
惠怀伟
(中国一重锻钢事业部设备维修分厂,黑龙江161042)
摘要:由于深孔钻床进刀机构的丝杠丝母传动副因磨损产生间隙,引起窜刀现象,通过研究分析,设计出消隙方案,并且得以实施,避免了窜刀现象的发生。
关键词:深孔钻床;传动副;柔性消隙机构;窜刀
1原因分析
中国一重轧电分厂10 m深孔钻床是产品深孔加工工序重要精加工设备,机床钻杆箱进给丝杠丝母因磨损出现间隙,而产生窜刀现象,严重影响了产品关键工序内孔的加工质量,降低了机床的生产效率,增加了刀具成本。一些核电、军工产品如舵杆、中间轴的内孔加工要求相当严格(内孔表面粗糙度要求Ra=0.8 μm)。在进行最后一刀光孔时,一旦出现窜刀现象,就会致使零件报废。
2实施方案与理论计算
机床钻杆箱采用丝杠和单丝母传动副,丝杠旋转带动钻杆箱进、退刀。当丝杠与丝母的正常磨损量超过0.5 mm时,就会使加工过程中出现1 mm(丝杆为双头)的窜刀量,产品内孔的粗糙度就难以保证了。尤其是在关键的最后一刀,上光刀片光里孔时,内孔表面粗糙度与尺寸精度均无法控制。同时窜刀也会使刀具损坏,反复退出镗杆,更换刀具,耽误了大量时间,这种情况下只能走刀100 mm/h~200 mm/h,严重制约了生产。经过理论计算、分析、讨论决定:在钻杆箱尾部加装一套丝母B、丝母座体B、弹簧、挡板、拉杆等32个零部件构成的柔性消隙机构,如图1所示。当丝杠丝母磨损出现间隙时,通过弹簧弹性自动补偿消除间隙。根据切削原理计算最大切削力沿Y轴方向的分力Fy≈3 800 N,用14组弹簧调整压缩量h=20 mm,产生F0=14hPS=3 833 N,可以满足要求。
3加工制作与安装调整
3.1加工制作
需要加工丝母座体,镗丝母座体里孔∅120+0.20mm。原丝母外圆∅120+0.05mm,留0.15 mm间隙配合,这样丝母B可以在丝母座体内往复运动。丝母通过12 mm×80 mm的键实现周向定位,丝母座体按照丝母行程铣成12 mm×120 mm通键槽。在丝母座体的正面,沿着内孔局部钻安装弹簧的底孔。加工挡板后,所有零部件准备完成。
3.2安装调试
3.2.1丝母B与丝母座体的安装调试
首先将14组弹簧安装到预钻的底孔中,将挡板装在丝母B上后一同装入丝母座体内,装上定位键,如图2、图3所示。检查丝母座体与丝母B相互反复运动是否顺畅。
3.2.2总装
将原机床钻杆箱的丝杠拆卸下来,将消隙机构安装在钻杆箱体后面,调整中心高,并且保证两个丝母A、B的距离是丝杠螺距(20 mm)的整数倍,调整调节拉杆(见图2),使弹簧压缩到h=20 mm,回装丝杠,可以同时旋转通过丝母B、A,定位丝杠后再次调整放开调节拉杆,丝母B反向受力,间隙消除。
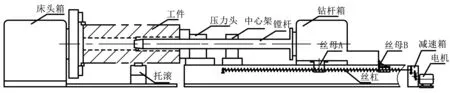
图1 改装后的机床外观图
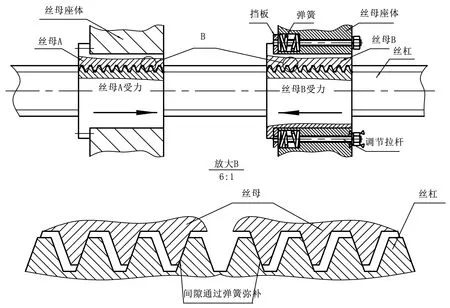
图2 消隙机构示意图
4效果验证
(1)经过6个月生产实践证明:解决了因丝杠、丝母磨损产生间隙引起的窜刀现象,并且走刀平稳,能够达到300 mm/h ~600 mm/h。
(2)降低了维修人员的劳动强度,降低了维修成本,减少了使用刀具成本。
通过对深孔钻床进刀机构的改进,设计增加了柔性消隙机构,解决了因丝杠、丝母磨损产生间隙而引起的窜刀现象,切实提高了机床加工的可靠性,满足了关键产品的质量需求,提高了机床的生产效率,降低了成本。

图3 丝母座体
参考文献
[1]濮良贵,纪名刚. 机械设计. 7版. 北京:高等教育出版社,2001.
[2]孙桓,陈作模. 机械原理[M]. 6版. 北京:高等教育出版社,2001.
[3]刘延柱. 理论力学[M]. 北京:高等教育出版社,2001.
编辑陈秀娟
Design and Improvement of the Flexible Anti-backlash Mechanism for Drill Pipe Box Feeding of Deep Hole Drilling Machine
Hui Huaiwei
Abstract:Because of the backlash caused by wearing of screw and nut transmission pair in feeding mechanism of deep hole drilling machine, the phenomenon of channeling knife occurred. By researching and analyzing, anti-backlash scheme has been designed and implemented to avoid the phenomenon of channeling knife.
Key words:deep hole drilling machine; transmission pair; flexible anti-backlash mechanism; channeling knife
收稿日期:2016—02—24
作者简介:惠怀伟,电话:13796344473,E-mail:huihuaiwei@126.com
中图分类号:TG523
文献标志码:B