基于ABAQUS的搅拌头承载应力分析及结构设计
2016-06-27谷松伟
孙 云 谷松伟 赵 佳
(中国第一重型机械股份公司焊接研究所,辽宁116113)
基于ABAQUS的搅拌头承载应力分析及结构设计
孙云谷松伟赵佳
(中国第一重型机械股份公司焊接研究所,辽宁116113)
摘要:在搅拌摩擦焊稳定焊接阶段,对搅拌头的受力情况进行了有限元分析。由于应力集中的影响,搅拌针根部是搅拌头承载能力最弱的部分。分析了不同结构搅拌头的受力情况。结果表明,圆锥形搅拌针承载能力优于圆柱形搅拌针;平面轴肩优于内凹轴肩;搅拌针根部的过渡圆角半径越大,应力集中现象越小。
关键词:搅拌摩擦焊;搅拌头;结构设计;应力分析
搅拌摩擦焊是一种新型固相焊接技术,经过了20多年的发展,在铝、镁等低熔点金属及其合金以及钢、钛等高熔点金属的焊接中均有应用。搅拌摩擦焊具有焊接成本低,焊缝质量高,残余应力小等特点[1];焊接时无烟尘,符合绿色环保要求;对焊工技术水平要求低,便于实现自动化。搅拌摩擦焊已成功应用于交通运输业、船舶制造业、建筑业、航空航天等领域,在重型容器的封根焊以及大型薄壁容器的焊接中应用前景广泛。
搅拌摩擦焊是在主轴的较大压力下通过搅拌头的高速旋转,使被焊金属受热软化,并在机械作用下产生塑性流动,从而完成金属的焊接。焊接过程中,搅拌头属于关键零部件,其材料、轴肩的形貌、搅拌针的形状和尺寸以及搅拌头的失效机理是众多学者的研究重点[2]。在搅拌摩擦焊中搅拌头承受轴向顶锻力、径向弯矩以及由摩擦力产生的与旋转方向相反的转矩,均是相对脆弱的部分,如果搅拌头形状和尺寸设计不合理,极易出现搅拌针折断的危险现象,不但会对焊接质量产生影响,还会对设备甚至人身安全产生严重威胁,因此,对搅拌针进行受力分析和结构优化具有重要意义。
搅拌针按形状不同可以分为柱状搅拌针和锥状搅拌针;按结构不同可以分为整体式搅拌针和分体式搅拌针;按表面状态不同可以分为有螺纹的搅拌针和无螺纹的搅拌针[2]。影响搅拌针强度的因素主要有搅拌针材料、搅拌针直径、搅拌针根部的过渡圆角大小以及被焊材料的特性。搅拌针的长度和直径主要由被焊材料的厚度和特性决定,若搅拌针长度和直径尺寸匹配不合理,或者搅拌针根部过渡不圆滑,应力集中过大,在焊接过程中承受动载,均容易使搅拌针产生破坏。
搅拌头轴肩按照形状不同分端面为平面的轴肩和端面为凹面的轴肩,按照表面形貌不同分为有凹槽的轴肩和无凹槽的轴肩。端面内凹的轴肩相对于平面轴肩更有利于使软化的金属向中间流动[3],但存在加工工艺复杂,承载能力低的缺点。
目前,与搅拌头相关的研究主要有搅拌针形状对焊接工艺以及焊缝周围的组织和力学性能的影响,搅拌针作用力对金属塑性流动和摩擦生热的影响等[4]。在搅拌摩擦焊的模拟中,通常将搅拌头定义为不可变形的刚体[5],而实际中搅拌头材料在高温下抗拉强度和屈服强度均有很大程度的降低,因此更易发生破坏。本文对搅拌头的结构设计包括两个方面,一方面研究在相同焊接条件下不同结构搅拌头的承载能力,结构不同指不同的搅拌针形状(柱状和锥状)和不同的轴肩形状(凹面和平面);另一方面研究搅拌针根部的过渡圆角半径大小对搅拌头整体强度的影响。
1搅拌头受力分析及数学模型
搅拌头主要由两部分组成:搅拌针与轴肩,其中轴肩有内凹结构和平面结构,搅拌针有柱形和锥形两种,带有平面轴肩的锥状搅拌针的搅拌头几何模型如图1所示。在焊机主轴的带动下搅拌头需要完成四个动作:旋转、扎入、前行和上抬。在扎入前的旋转过程中搅拌头不受力,拔出阶段搅拌头受力很小。扎入阶段搅拌头受到较大的轴向力和摩擦力,产生扭矩,搅拌头的破坏形式为扭断。稳定前行阶段搅拌头受到垂直于主轴方向的焊接阻力和摩擦力较大,产生扭矩。本文只研究稳定前行阶段搅拌头的受力情况。搅拌摩擦焊中热力场、流场和应力场等多场交互作用,搅拌头承受复杂的热载荷和机械载荷,为简化分析,在稳定焊接时假设搅拌头受等效静载荷的作用,并且忽略焊接过程中搅拌头0°~5°的倾角,认为搅拌头轴线与焊接方向垂直。
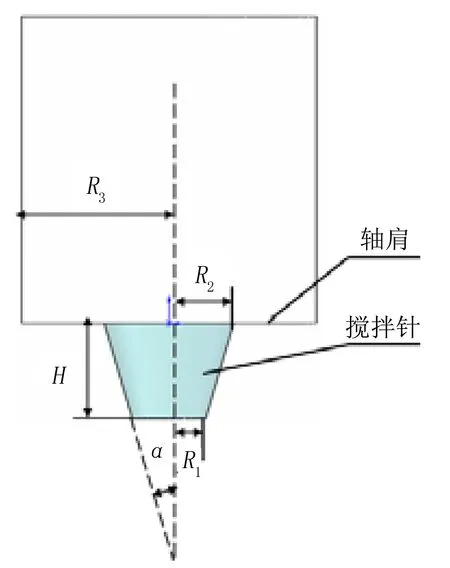
图1 搅拌头几何模型
由于搅拌针和轴肩表面形状多样,受力分析时对搅拌头进行适当简化,本文研究中不考虑轴肩凹槽和搅拌针表面螺纹对搅拌头承载能力的影响,对搅拌头强度进行分析。当搅拌头稳定前行时,沿搅拌针前进方向焊材不断软化发生塑性变形,并在轴肩和搅拌针的共同作用下定向流动,最终形成焊缝。搅拌针端面和轴肩如图2所示。
轴肩和搅拌针端面受到均布的正压力的作用[1],方向平行于搅拌头轴线,轴肩和搅拌针端面之间的摩擦力产生与搅拌头旋转方向相反的扭矩。假定搅拌针侧面前部受正压力,方向垂直于搅拌头轴线,后部受力忽略不计,搅拌针侧面所受摩擦力仍然产生与搅拌头旋转方向相反的扭矩。锥形搅拌针侧面所受正压力和摩擦力分别分解成垂直于搅拌头轴线和平行于搅拌头轴线两个方向的分力。
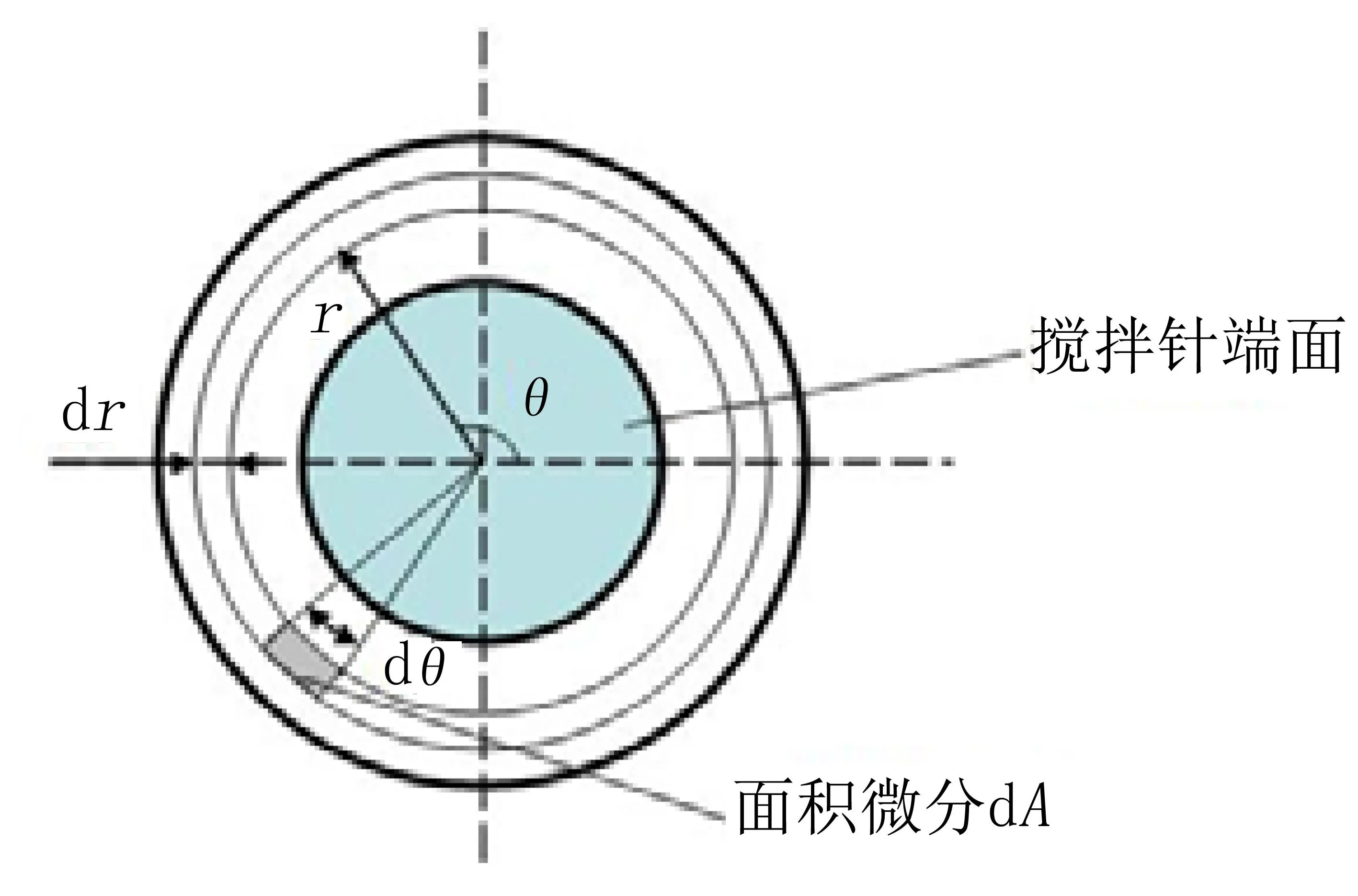
图2 搅拌针端面和轴肩
搅拌针端面受到的平行于搅拌头轴线的正压力为:
(1)
式中,p为稳定前行阶段正压力,由被焊材料性质决定,N;R1为搅拌针端面半径,mm。
轴肩受到的平行于搅拌头轴线的正压力为:
(2)
式中,R2为搅拌针根部半径,mm;R3为轴肩半径,mm。
搅拌针端面所受摩擦力产生与搅拌头旋转方向相反的扭矩为:
(3)
式中,μ为稳定前行阶段摩擦系数;θ为周向角。
轴肩所受摩擦力产生与搅拌头旋转方向相反的扭矩为:
(4)
搅拌针侧面前部所受正压力分解成平行于搅拌头轴线向上的力为:

(5)
式中,H为搅拌针长度,mm;α为搅拌针的锥度角。
搅拌针侧面前部所受正压力分解成垂直于搅拌头轴线与前行方向相反的力为:

=2pR1H+pH2tanα
(6)
(7)
在搅拌头稳定前行阶段,搅拌针侧面、端面和轴肩受摩擦力和正压力的综合作用,搅拌针根部承载很大,但承载能力不强,因为搅拌头轴肩和搅拌针过渡处两者直径相差较大,截面急剧变化,存在明显的应力集中现象。对于脆性材料搅拌头,该部分承受较大的径向载荷,在搅拌头稳定前行阶段,该部位是最薄弱的部位。
2有限元分析及结构设计
依据搅拌头受力数学模型,主要考虑搅拌针侧面的正压力对搅拌头的影响,在搅拌头稳定施焊阶段,按稳态静载荷校核搅拌针根部的抗弯强度,并以此作为重要参考因素设计搅拌头结构。
2.1有限元模型的建立
目前搅拌头材料常用高温合金TZM,TZM是Ti、Zr、C的Mo基合金,在室温和高温下该合金均具有良好的力学性能[6],密度为10.22 g/cm3,弹性模量为320 GPa[7]。建立三种不同结构的搅拌头几何模型,如图3所示。搅拌针长度均为8 mm,搅拌头整体高度为34 mm,轴肩直径均为25 mm,搅拌针根部过渡圆角半径为1 mm。图3(a)为圆柱形搅拌针,直径7 mm,轴肩为平面;图3(b)为圆锥形搅拌针,根部直径为7 mm,端部直径为4.18 mm,锥度角为10°,轴肩为平面;图3(c)为圆柱形搅拌针,直径7 mm,轴肩为内凹面,内凹深度为0.7 mm。
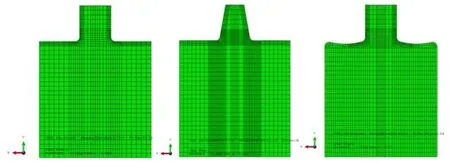
(a) (b) (c)
使用ABAQUS模拟仿真软件对不同结构搅拌头的受力情况进行模拟计算,有限元模型采用20节点六面体二次缩减积分单元(C3D20R),该单元类型相对于线性缩减积分单元对应力的计算结果更加准确,相对于二次完全积分单元在局部网格细化的情况下,得到的应力结果相差不大,但计算速度较快,适于模拟存在应力集中的实际问题。有限元模型网格划分时,整体采用较粗的网格密度,在轴肩和搅拌针过渡部分局部细化网格,提高计算精度,并减少计算时间。另外,基于搅拌头结构和载荷的对称性,以过搅拌头轴线且平行于前行方向的面为对称面,取模型的1/2进行分析。以圆柱形搅拌针、平面轴肩搅拌头为例,网格划分如图4所示。
2.2边界条件
在搅拌头稳定前行阶段,正压力p的选择与被焊工件的温度有关。根据有关资料,最高温度近似等于被焊材料熔点的0.8倍,因此,参数p取被焊材料在0.7~0.8倍熔点下的屈服应力。若被焊材料为Q235B,0.7~0.8倍的熔点约为1 200℃,此时材料的屈服应力取25 MPa,摩擦系数取0.4。将搅拌头参数代入公式(5)、公式(6)、公式(7),得到搅拌头稳态前行阶段圆柱形搅拌针所受正压力大小为1 400 N,圆锥形搅拌针所受正压力大小为1 118 N,均为垂直于搅拌头轴线方向。
图4 搅拌头网格划分
图5 搅拌头的边界条件
在搅拌头根部施加固定边界条件,在搅拌头剖面施加对称边界条件,在搅拌针侧面施加垂直于搅拌头轴线的等效载荷。边界条件施加结果如图5所示。其他模型的约束条件与该模型类似。
2.3计算结果与分析
分别将正压力均匀作用到搅拌针侧面前部,计算搅拌头受力时的应力分布情况,以剖面为对称面,镜像显示计算结果如图6所示。三种结构搅拌头最大应力均集中在搅拌针根部。
另外,当搅拌头结构为圆柱形搅拌针平面轴肩时,搅拌针长度、轴肩尺寸以及材料特性等其他参数保持不变,只改变搅拌针根部的过渡圆角,搅拌头模拟仿真结果如图7所示。
分别通过改变搅拌针轴肩形状和改变过渡圆角半径两种方式改变搅拌头的结构,搅拌头结构参数和不同结构搅拌头对应搅拌针根部所受最大应力如表1所示。
(a)圆柱搅拌针平面轴肩 (b)圆锥搅拌针平面轴肩 (c)圆柱搅拌针凹面轴肩
(a)R=0.2 mm (b)R=0.5 mm (c)R=2 mm
通过表1可以看出:过渡圆角半径越大,承载能力越好;在过渡圆角半径相同(1 mm)时,圆锥形搅拌针平面轴肩的搅拌针承载能力最好,圆柱形搅拌针平面轴肩的搅拌针承载能力居中,圆柱形搅拌针凹面轴肩的承载能力最差。TZM合金1 200℃时抗拉强度为512 MPa,屈服强度为358 MPa,该尺寸搅拌头的搅拌针根部过渡圆角半径为0.2 mm时,最大应力与材料的屈服强度十分接近,因此,为防止搅拌头强度不足而发生破坏,同时提高搅拌头的疲劳寿命,搅拌针根部过渡圆角半径应该大于0.5 mm。
3模拟与试验
根据对搅拌头不同几何形状承载能力的对比,发现平面轴肩圆锥形搅拌针在合适的圆滑过渡情况下承载能力最好,因此,将实际试验所用搅拌头设计成该形状。搅拌头材料为硬质合金YG10,密度为14.5 g/cm3,弹性模量取600 GPa,整体高度为32 mm,轴肩直径为25 mm,搅拌针长度为8 mm,搅拌针根部半径5.5 mm,端部半径2.2 mm,过渡圆角半径为1 mm。被焊工件为7xxx高强度铝合金,400℃时7xxx系铝合金屈服强度近似为30 MPa[8]。模拟结果如图8所示,最大应力为55.57 MPa,远低于YG10在该温度下的抗弯强度。

表1 搅拌头结构参数及最大应力
焊接试验使用搅拌摩擦焊专用焊机,试验所用的搅拌头材料、几何形状以及工件材料与模拟过程一致,被焊工件几何参数及焊接参数见表2。
试验结果表明,该尺寸的搅拌头符合搅拌摩擦焊的使用要求,在合理的工艺参数下焊接不易发生因抗弯强度不足而断裂的破坏现象。
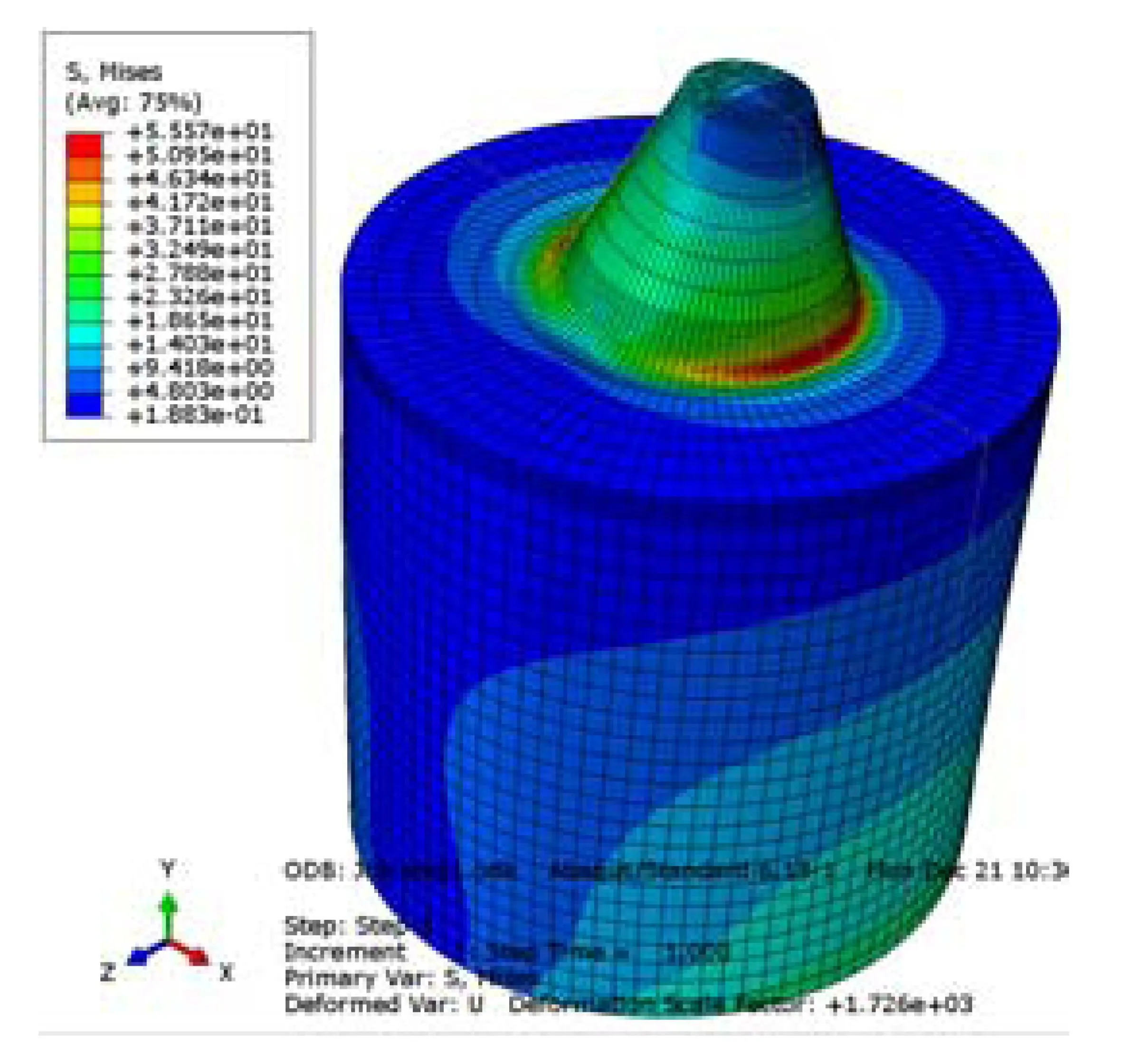
图8 试验用搅拌头应力分析结果
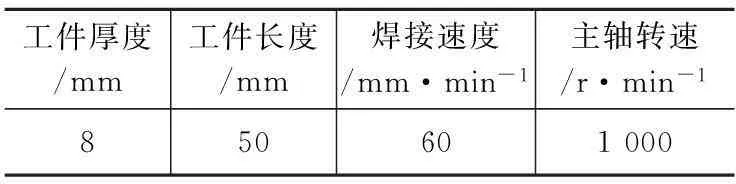
工件厚度/mm工件长度/mm焊接速度/mm·min-1主轴转速/r·min-1850601000
4结论
使用ABAQUS有限元软件对不同几何结构的搅拌头进行模拟,由于搅拌针根部尺寸变化较大,应力集中现象明显,因此主要对该部分抗弯强度进行校核。通过对模型进行适当简化,推导出搅拌头稳定前行时搅拌针侧面、端面以及轴肩的受力计算公式,结合被焊材料的高温特性计算出搅拌针的前行阻力,以此为边界条件进行模拟计算,得出以下结论:
(1)搅拌针根部的圆角半径越小,应力集中影响越大,设计搅拌头时搅拌针根部要有合适的圆滑过渡。
(2)材料和搅拌针根部尺寸相同的圆柱形搅拌针和圆锥形搅拌针,圆锥形搅拌针结构相对于圆柱形搅拌针具有更好的承载效果。
(3)其他条件相同时,轴肩为平面的搅拌头比轴肩为内凹面的搅拌头承载效果好。
参考文献
[1]周利,刘会杰,刘鹏. 搅拌头受力模型及应用[J]. 焊接学报,2009,30(3):93-96.
[2]张洪伟. 铜合金搅拌摩擦焊搅拌头优化及失效研究[D]. 兰州:兰州理工大学,2009.
[3]王大勇,冯吉才,王攀峰. 搅拌摩擦焊用搅拌头研究现状与发展趋势[J]. 焊接,2004(6): 6-10.
[4]周利,高熔点材料搅拌摩擦焊用焊具设计及实验研究[D]. 哈尔滨:哈尔滨工业大学,2006.
[5]刘亚丽,张昭,陈金涛,等. 搅拌摩擦焊接数值模拟的网格敏感性分析[J]. 计算力学学报,2012,29(1): 140-145.
[6]付静波,杨秦莉,庄飞,等. TZM合金与纯Mo性能对比研究[J]. 中国钼业,2013,37(4): 30-33.
[7]吴新光,杜晓斌. TZM合金及其特性[J]. 中国钼业,2005,29(5): 30-31.
[8]韩冰. 7075z铝合金高温塑性变形行为研究[D]. 广州:广东工业大学,2003.
编辑陈秀娟
Stress Analysis and Structure Design of Pin Tool Based on ABAQUS
Sun Yun, Gu Songwei, Zhao Jia
Abstract:During the steady welding state of friction stir welding, the finite element analysis has been performed for the stresses of pin tool. The pin root is the weakest position of the bearing capacity because of stress concentration. The stress conditions of pin tools with different structures have been analyzed and the results show that the bearing capacity of conical pin tool is better than that of columnar pin tool, and the planar shaft shoulder is better than the concave shaft shoulder. The larger transitional fillet radius of pin root is, the less stress concentration phenomenon occurs.
Key words:friction stir welding; pin tool; structure design; stress analysis
收稿日期:2016—01—04
作者简介:孙云(1990—),女,助理工程师,硕士,现从事焊接设备的设计研究工作。电话:15040421191,E-mail:sunyun779770@163.com
中图分类号:TG439.9
文献标志码:B